

Producto: Figure 4
Industria: Automotriz y Transporte
La velocidad es el nombre del juego en las carreras de Fórmula Uno (F1), tanto en la pista como para todo lo que sucede detrás de escena. Con la innovadora solución de moldeo de cáscara de huevo de 3D Systems, el equipo BWT Alpine F1 ha ganado la velocidad de producción, la calidad y la flexibilidad que necesita para innovar y acelerar el desarrollo de piezas de silicona y poliuretano como nunca antes.
“Con la solución de moldeado de cáscara de huevo Figure 4, veo cosas todos los días que nunca antes había visto. No se me ocurre otra forma de fabricar tantos componentes diferentes en tantos materiales de silicona y poliuretano a este ritmo implacable”.
– Pat Warner, Gerente de Fabricación Digital Avanzada, Equipo BWT Alpine F1
PRODUZCA RÁPIDAMENTE PIEZAS ELASTOMÉRICAS MOLDEADAS PARA APLICACIONES EN TÚNELES DE VIENTO Y EN AUTOMÓVILES

Ejemplo de una junta universal utilizada en pruebas de túnel de viento, diseñada para imprimir en un lote de 36 en la Figura 4 Modular.
Los métodos de herramientas convencionales para moldear piezas de silicona y poliuretano requieren mucho tiempo y, a menudo, los excluyen de la consideración para el desarrollo de F1. Con solo unos pocos meses entre temporadas de carreras y un impulso por el progreso continuo durante todo el año, la velocidad de producción, prueba e iteración es primordial. Dado el entorno agotador de la pista y el túnel de viento, tampoco se negocia el rendimiento parcial.
Reducción del tiempo de desarrollo y fabricación
La solución Figure 4 de 3D Systems para el moldeo de cáscaras de huevo permite que el equipo BWT Alpine F1 produzca una amplia gama de piezas moldeadas de silicona y poliuretano de alta calidad a una velocidad récord, proporcionando un acceso sin precedentes a piezas únicas e iterativas utilizando materiales de moldeo convencionales. El flujo de trabajo sencillo sigue el ritmo agresivo de la Fórmula Uno, lo que lo convierte en un gran activo para el equipo. Por ejemplo, los ojales o sellos fundidos que tomarían varios días o semanas usando herramientas de metal convencionales o fundición al vacío ahora se pueden entregar en un solo día usando la Figura 4.
El equipo BWT Alpine F1 ejecuta varias construcciones al día en su impresora 3D modular Figure 4 ® para una amplia gama de herramientas de fundición para piezas y pruebas en automóviles. Pat Warner, gerente de fabricación digital avanzada del equipo BWT Alpine F1, estima que la mayoría de los moldes de cáscara de huevo impresos en 3D se imprimen en solo 90 minutos, y las construcciones más grandes tardan hasta tres horas.
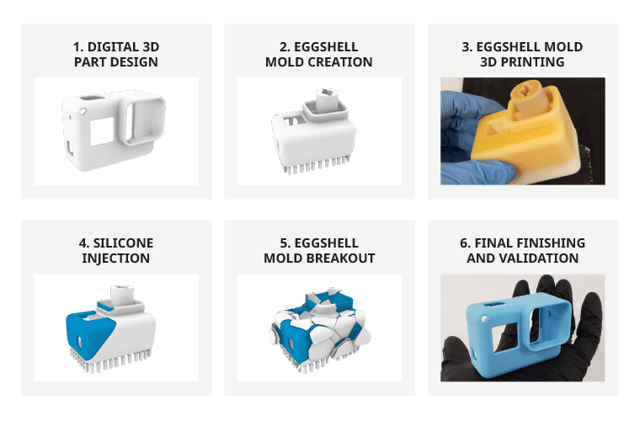
El moldeado de cáscara de huevo es una técnica de fabricación de sacrificio que utiliza la impresión 3D para producir un molde delgado de un solo uso que se inyecta con el material de producción final y luego se separa.
Flexibilidad en múltiples aplicaciones
Las ganancias de productividad del equipo se extienden más allá de las piezas en el mismo día a la capacidad de abordar una amplia gama de aplicaciones mediante el proceso de moldeo de cáscara de huevo de la Figura 4. El proceso se basa en el material Figure 4® EGGSHELL -AMB 10 de 3D Systems, un material de proceso optimizado para producir herramientas de sacrificio con la flexibilidad para entregar piezas finales en una variedad de siliconas, poliuretanos y otros materiales como metales y cerámica. Figura 4 EGGSHELL-AMB 10 es un plástico rígido diseñado específicamente para resistir la inyección a alta temperatura y presión, pero que se rompe fácilmente después del colado.
Según Warner, esta flexibilidad ha sido un gran beneficio: “Tenemos una gran variedad de materiales y básicamente podemos usarlos todos en el período de un día”. Esto permite que el equipo observe una amplia gama de aplicaciones que varían en rigidez, elongación, color y otras propiedades. “No se me ocurre otra manera de fabricar tantos componentes diferentes”, dijo Warner. La mayoría de las aplicaciones que se abordan actualmente con la solución de moldeo de cáscara de huevo de 3D Systems pertenecen a las categorías de ojales, sellos y juntas, que se utilizan en todo el automóvil.
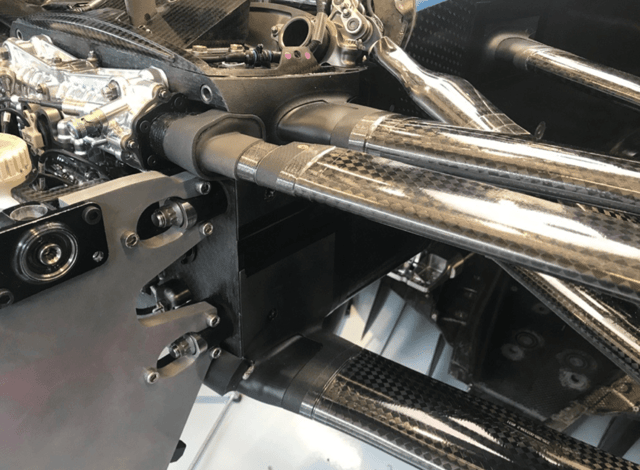
Sello de suspensión y marco para prueba producidos con fundición de poliuretano utilizando Figure 4® EGGSHELL-AMB 10 y sinterización selectiva por láser en DuraForm® PA, respectivamente.
Flujo de trabajo sencillo
El sencillo flujo de trabajo de CAD a fundición comienza con el envío del archivo para imprimir dentro de 3D Sprint ® , un software todo en uno para la impresión 3D de polímeros. El amplio conjunto de herramientas del software incluye opciones para agregar soportes y administrar el proceso de impresión. Una vez impresas, el equipo BWT Alpine F1 realiza un posprocesamiento de las carcasas de fundición, lo que implica limpiar las piezas y poscurarlas en la unidad de poscurado LC-3DPrint Box. Este proceso dura aproximadamente dos horas y consiste principalmente en un poscurado sin intervención de 90 minutos.
Después del poscurado UV, el equipo Alpine F1 de BWT recubre la carcasa de fundición impresa en 3D con un agente desmoldante químico y la carcasa está lista para el vertido de poliuretano o silicona. Los tiempos de curado varían según el material utilizado y pueden demorar entre 10 minutos y 24 horas.
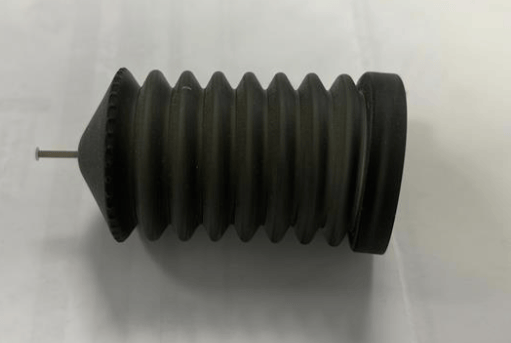
El BWT Alpine F1 Team está produciendo fuelles de silicona como el anterior para el sistema de frenos del automóvil.
Rendimiento en un entorno agotador
Las exigencias de rendimiento de las piezas de Fórmula Uno son extremas. Las carreras duran hasta dos horas, durante las cuales todo el vehículo está sujeto a temperaturas muy variables, vibraciones intensas y fuerzas brutales. “Es un ambiente horrible poner algo que no has visto antes de ayer”, dijo Warner, “y siempre nos esforzamos por lograr la perfección. Debemos asegurarnos de que todas nuestras partes realicen las tareas que se les asignan”. Las piezas producidas con la solución de moldeo de cáscara de huevo de 3D Systems cumplen con este alto umbral de rendimiento. Warner dice que la calidad de la superficie es muy buena, lo que es especialmente importante para las piezas aerodinámicas. La capacidad de producir rápidamente piezas de alta calidad y alto rendimiento también hace posible que el equipo modifique ahora piezas que antes no eran prioritarias debido a las limitaciones de tiempo extremas del deporte.

















-640x360.jpg?w=900&fit=max&q=60&dpr=1&auto=format)
-640x360.jpg?w=900&fit=max&q=60&dpr=1&auto=format)
-640x360.jpg?w=900&fit=max&q=60&dpr=1&auto=format)
-640x360.jpg?w=900&fit=max&q=60&dpr=1&auto=format)
-640x360.jpg?w=900&fit=max&q=60&dpr=1&auto=format)














{kind=link}