Industria: Vehículos autónomos

Contexto: movilidad autónoma con estándares automotrices probados
HOLON es una división independiente del Grupo Benteler que apuesta por una nueva generación de movilidad: ilimitada, accesible y sostenible. Apoyándose en la amplia experiencia de Benteler en ingeniería, industrialización y electromovilidad, HOLON aplica estándares automotrices ampliamente probados a una categoría completamente nueva: vehículos autónomos y totalmente eléctricos para uso diario.
Su vehículo insignia, el HOLON urbano, está diseñado para operar en condiciones reales de movilidad pública, incluyendo centros urbanos densos, zonas rurales, aeropuertos, campus universitarios y recintos feriales. Con capacidad de hasta 15 pasajeros y una velocidad de operación de 60 km/h (37 mph), el vehículo establece nuevos estándares en seguridad, confort de marcha, accesibilidad y calidad de fabricación.
Mantener este nivel de calidad exige procesos de control dimensional confiables desde las primeras etapas de desarrollo hasta la producción en serie.
El reto: datos 3D confiables para la producción segura de vehículos autónomos
En el desarrollo de vehículos autónomos, la seguridad no admite concesiones. Cada decisión de diseño y manufactura depende de datos precisos, repetibles y totalmente confiables.
Como fabricante de vehículos recién establecido, HOLON no contaba aún con un departamento interno de metrología. Si bien se evaluaron diversas soluciones ya utilizadas dentro del Grupo Benteler, ninguna se alineaba completamente con los requerimientos específicos de HOLON, particularmente en la medición del chasis de acero soldado de la carrocería.
Durante la fase de prototipo, el equipo necesitaba una solución capaz de:
- Medir estructuras completas de carrocería rápidamente y con alta precisión
- Operar directamente en el entorno de producción
- Ser utilizada por personal sin amplia experiencia previa en metrología
- Ofrecer portabilidad sin sacrificar exactitud
- Integrar los datos sin fricciones en ZEISS Inspect, el software estándar del ecosistema Benteler
Además, el proveedor debía cumplir con estrictos requisitos de protección de datos, un aspecto crítico en el desarrollo de vehículos autónomos.
Evaluación tecnológica: encontrar el sistema adecuado y el socio correcto
HOLON evaluó varias tecnologías de metrología óptica con el objetivo de encontrar no solo un sistema, sino también un socio tecnológico confiable que pudiera acompañar su crecimiento hacia la producción en serie.
Tras este análisis, FARO Creaform se destacó como el proveedor que mejor cumplía con los requisitos técnicos, operativos y de seguridad de la empresa. En particular, el MetraSCAN 3D, combinado con el sistema de seguimiento óptico C-Track, fue identificado como la solución más adecuada para su aplicación en planta.

La solución: precisión de grado metrológico directamente en producción
HOLON seleccionó el MetraSCAN 3D por su capacidad de captura rápida y precisa, incluso en condiciones reales de producción. Gracias a su portabilidad y diseño liviano, los técnicos pueden realizar mediciones directamente en el área de ensamblaje, eliminando la necesidad de trasladar componentes grandes y complejos a un laboratorio de metrología dedicado.
Entre los factores clave que influyeron en la decisión destacan:
- Alta precisión metrológica para estructuras de gran tamaño
- Velocidad de adquisición de datos, compatible con ritmos de producción
- Operación intuitiva, con una curva de aprendizaje corta
- Portabilidad total, sin comprometer la exactitud
- Integración directa con ZEISS Inspect, permitiendo flujos de inspección consistentes
Tras una breve capacitación, los técnicos de HOLON pudieron operar el sistema de forma independiente. El soporte continuo de FARO Creaform —incluyendo atención técnica ágil y actualizaciones de software confiables— aseguró una implementación fluida y una alta confiabilidad a largo plazo.
“Después de una exhaustiva investigación, elegimos el MetraSCAN 3D. Es portátil, rápido y ofrece el nivel de precisión que nuestra empresa exige, lo que lo hace ideal para nuestros requerimientos.”
Eduard Ebel, Ingeniería de Calidad en HOLON
Resultados: aseguramiento de calidad integrado al proceso productivo
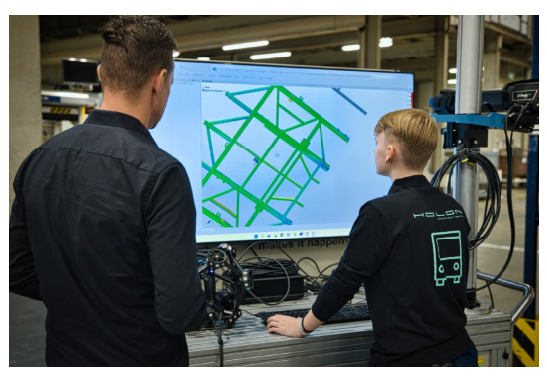
Al operar el sistema directamente en planta, junto al ensamblaje, HOLON logró integrar el aseguramiento de calidad de forma natural dentro del proceso productivo, permitiendo reaccionar inmediatamente ante cualquier desviación dimensional.
“Operamos el sistema directamente en la planta de producción, justo al lado del ensamblaje. Esto nos permite integrar el aseguramiento de calidad sin problemas en el proceso productivo y responder de inmediato ante cualquier desviación.”
Eduard Ebel, Ingeniería de Calidad en HOLON
El MetraSCAN 3D ha demostrado ser la opción más efectiva frente a otras soluciones ópticas evaluadas, destacando especialmente en velocidad de captura y confiabilidad de los datos en condiciones reales de producción.
Impacto a largo plazo: datos confiables para la movilidad del futuro
El compromiso de HOLON con el futuro de la movilidad autónoma exige soluciones de medición que brinden confianza absoluta en cada dato generado. La tecnología de FARO Creaform ha demostrado alinearse plenamente con estos estándares, aportando una combinación sólida de precisión, velocidad y repetibilidad.
“La combinación de velocidad, confiabilidad y datos de escaneado precisos nos brinda la confianza para implementar consistentemente nuestros altos estándares de calidad.”
Eduard Ebel, Ingeniería de Calidad en HOLON
Con una planta de producción en serie ya en fase de planificación, HOLON prevé ampliar sus capacidades de aseguramiento de calidad. El portafolio de soluciones de FARO Creaform ofrece opciones escalables para acompañar este crecimiento, posicionándose como un socio tecnológico clave a futuro.
Conclusión
En un entorno donde la seguridad, la precisión y la confianza no son negociables, la colaboración entre HOLON y FARO Creaform fortalece el desarrollo de vehículos autónomos de alta calidad. La adopción del MetraSCAN 3D ha permitido a HOLON optimizar sus procesos, garantizar datos confiables y sentar bases sólidas para la producción en serie, contribuyendo directamente a su misión de dar forma al futuro de la movilidad autónoma.