Industry: Telescopic Handlers
Xtreme Manufacturing offers the most extensive and complete line of high-capacity, heavy-duty telehandlers in North America. Known for robust performance and reliability in the most demanding environments, Xtreme places a strong emphasis on quality at every stage of production.
To uphold its commitment to quality when inspecting large welded structures, Xtreme Manufacturing needed a solution that could deliver fast, accurate, and versatile measurements. Among all requirements, speed proved critical to accelerate telehandler assembly. The chosen solution met these demands, combining efficiency, accuracy, and ease of use without compromise.
This article explores how Xtreme Manufacturing improved manufacturing quality and inspection efficiency by integrating the Creaform HandySCAN 3D | MAX Series into its workflow.

Inspection Challenges Impacting Assembly Efficiency
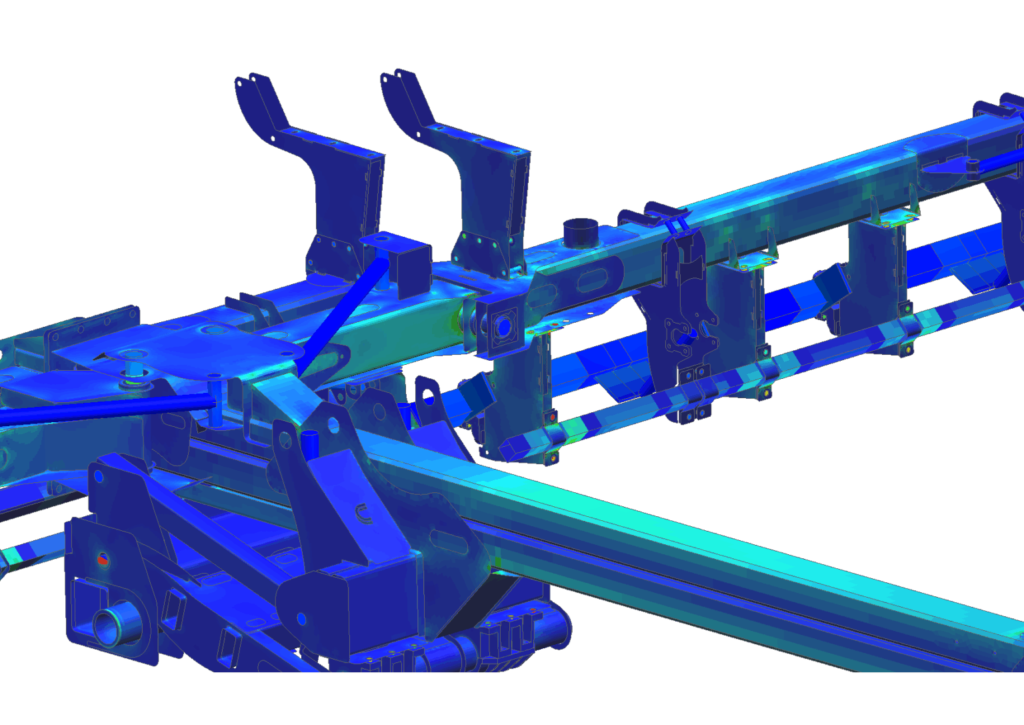
Before adopting Creaform’s 3D measurement technology, accurately inspecting large welded structures was a significant challenge for Xtreme Manufacturing. Manual inspection methods were not only slow but also allowed certain defects to go unnoticed, reaching the assembly line and causing delays and costly rework.
With multiple large welded structures requiring frequent inspections, the company needed a faster and more reliable measurement solution. Speed was a particular concern, as slow inspection processes jeopardized production flow and created bottlenecks.
The Need for Fast, Detailed Inspections on Large Welded Structures
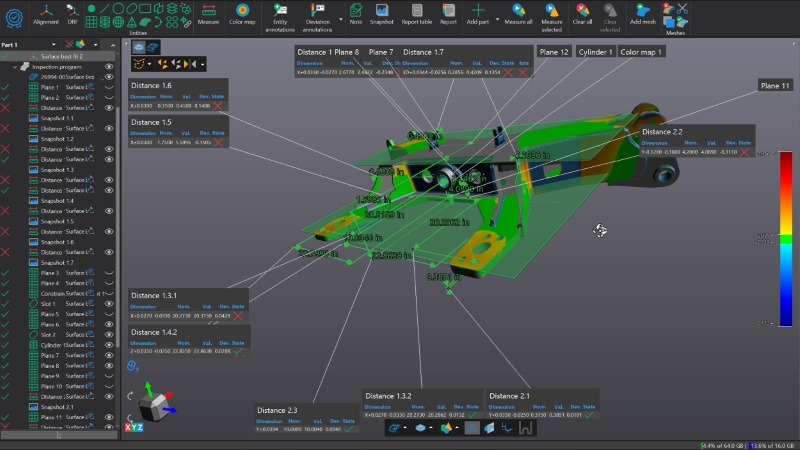
After evaluating several options, Xtreme Manufacturing chose the Creaform HandySCAN 3D | MAX Series for its ability to efficiently inspect multiple features on large welded structures and generate detailed inspection reports. One of the most valued functions was the ability to create an inspection file with all dimensions directly from the CAD model, ensuring a clear correlation between design intent and measurement results.
Integrating the portable HandySCAN 3D scanner into existing inspection workflows was straightforward, and the adoption process exceeded expectations. After just a few scans, the team quickly gained confidence in using both the Creaform portable scanner and the inspection module within the Creaform Metrology Suite, making implementation intuitive and seamless.
Solving Problems Before They Reach the Assembly Line
The adoption of Creaform’s 3D scanning technology quickly paid off. In one case, Xtreme Manufacturing detected an increase in welded stabilizer base structures that could not be installed on machines during assembly. To prevent further disruptions, they proactively removed 30 units from inventory and scanned each one to identify defects before they reached production.
This proactive approach allowed the team to isolate the issue in time and avoid repeated delays. Moving forward, they now have the ability to anticipate quality problems by quickly scanning inventory parts when needed, ensuring that “the pain is felt only once.” As Adam Truster, Manufacturing Engineer, explains:
“Implementing 3D scanning technology has significantly reduced production disruptions by quickly identifying quality defects before they escalate. This has optimized our process, ensuring smoother operations and maintaining high product standards.”
Adam Truster, Manufacturing Engineer at Xtreme Manufacturing

Xtreme and Creaform: A Partnership That Delivers Results
Xtreme Manufacturing’s experience with Creaform has been overwhelmingly positive, from technical support to the performance of the HandySCAN 3D solution. Encouraged by the results, they plan to expand the use of this technology to inspect additional components such as chassis, telescopic booms, and welded structures before they reach the assembly line.
With Creaform, Xtreme continues to raise the bar for innovation and product quality. After all, innovation should simplify processes, not complicate them. By integrating Creaform’s 3D scanner into their workflow, they have improved quality control without disrupting operations—proving that the right technology drives better engineering outcomes.