Gracias a Siemens Opcenter, una empresa química líder racionaliza su producción con la fabricación digital
BASF, una de las mayores empresas químicas del mundo, ha alcanzado los más altos niveles de excelencia operativa mediante la racionalización de la producción de sus soluciones de protección de cultivos para la gestión del suelo, la salud de las plantas, el control de plagas y la agricultura digital. Su producto Xemium® es un fungicida activo y seguro para el medio ambiente que permite una protección altamente fiable de los cultivos para obtener mayores rendimientos, ayudando a los agricultores a combinar la rentabilidad con la protección del medio ambiente.
La producción de Xemium se realiza las 24 horas del día, los 365 días del año, e implica procesos continuos y por lotes, así como análisis de laboratorio para el control de calidad y el envasado al final de la línea. BASF buscaba una solución digital que le ayudara a producir y envasar sus fungicidas de forma fiable, mejorar la transparencia de la producción y maximizar la productividad. Eligieron Siemens Opcenter como base para la fabricación digital.
Opcenter permitió a BASF crear una integración vertical de procesos, cerrando la brecha digital entre los sistemas ERP y SCADA. El control de calidad se integró en todos sus procesos de producción digitalizados, con escáneres portátiles que mejoraron la adquisición de datos de las operaciones.
El resultado fue un proceso digital completo que agilizó las operaciones de fabricación y redujo el tiempo de producción por lotes entre un 5% y un 10%. Pudieron eliminar 5 días de papeleo manual al mes digitalizando sus procesos y capturando los datos de producción automáticamente. El suministro de fungicidas a sus clientes se realizó con mayor puntualidad, promoviendo una agricultura sostenible y de alto rendimiento.
GROB-WERKE GmbH & Co. KG (GROB) es una empresa familiar y fabricante líder de plantas de producción y máquinas CNC para la industria del automóvil, desde centros de mecanizado universales hasta sistemas de producción y montaje totalmente automatizados.
GROB se enfrenta a varios retos empresariales, entre ellos
Diseñar equipos punteros para la producción de automóviles
Utilizar la estandarización para gestionar un alto nivel de personalización
Depender de la colaboración global en ingeniería
Mantener su posición de liderazgo en una industria competitiva
GROB debe gran parte de su éxito a la capacidad de anticiparse y responder rápidamente a las tendencias cambiantes del mercado utilizando un alto nivel de automatización. Con la cartera de software Xcelerator de Siemens, los ingenieros de GROB pueden diseñar, ingeniar y fabricar equipos de producción y máquinas CNC para la industria del automóvil.
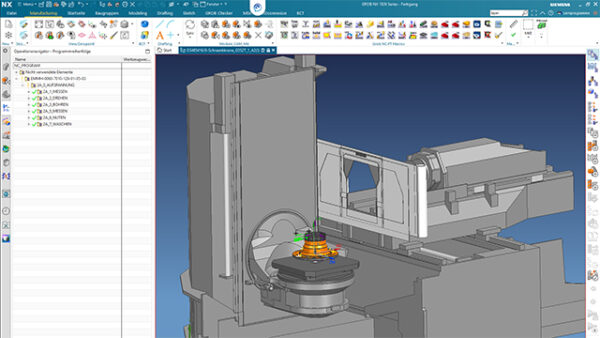
Automatizar máquinas CNC en la industria del automóvil con NX CAM Los ingenieros de GROB crean un gemelo digital de cada máquina y línea de producción utilizando NX. También utilizan NX CAM para crear automáticamente programas CNC utilizando el mecanizado basado en características. Esta capacidad ayuda a los programadores de GROB a crear una biblioteca de reglas de mecanizado que contiene tipos de taladros, cajeras y definiciones de superficies estándar, incluidas las herramientas necesarias para las operaciones de mecanizado. Antes de enviar los programas CNC a las máquinas herramienta, los ingenieros simulan procesos de mecanizado completos utilizando las funciones de simulación de mecanizado de NX CAM, lo que garantiza una producción sin errores en el taller.
Para mejorar la colaboración, los ingenieros intercambian modelos 3D entre las instalaciones de producción, utilizando Teamcenter como eje central de información. A continuación, estos modelos se programan localmente mediante CNC, lo que facilita a los ingenieros de cada planta el ajuste de los programas CNC en función de los recursos y equipos disponibles.
El uso de NX CAM para el mecanizado basado en características nos ayudó a automatizar el trabajo de diseño y programación CNC. Al reconocer el 95 por ciento de los tipos de taladros estándar GROB y entre el 70 y el 80 por ciento de otras características, el reconocimiento automático de características ha reducido el tiempo de programación CNC en un 30 por ciento y ha reducido considerablemente el número de herramientas diferentes utilizadas.
W. Andreas Pfeiffer – Maschinen- und Apparatebau fabrica componentes de precisión para una amplia variedad de aplicaciones, como dispositivos ópticos, maquinaria y tecnología médica. Esta empresa relativamente pequeña pero de gran éxito compite a escala mundial con sólo 25 empleados y 16 máquinas CNC en sus instalaciones de producción de la pintoresca localidad de Zirndorf, Alemania.
Mediante el uso de las capacidades de fabricación digital de Siemens Xcelerator, W.A. Pfeiffer transformó sus operaciones, fabricando productos de alta calidad y haciendo crecer continuamente el negocio, a pesar del mercado global altamente competitivo.
Creación de un proceso de fabricación digital sin fisuras Al ser una empresa pequeña, W.A. Pfeiffer se enfrentaba a dificultades para crecer y aumentar nuevas capacidades en sus instalaciones, ya que éstas no pueden ampliarse físicamente. Andreas Pfeiffer, CEO, reconoce las difíciles circunstancias, pero sabe que adoptar la digitalización proporcionaría a sus operaciones una ventaja competitiva. “El objetivo es lograr una mayor automatización de la producción y conectividad de extremo a extremo para poder reducir los tiempos de preparación y minimizar los tiempos de producción”, afirma Andreas Pfeiffer, CEO.
Para eliminar estos retos, W.A. Pfeiffer opera ahora como una cadena digital CAD/CAM/CNC integral para transformar el negocio en un taller mecánico digital.
Para W.A. Pfeiffer, el software Teamcenter PLM ayuda a gestionar todos los datos del proceso de fabricación de piezas, que comienza con el pedido del cliente. Los datos 3D se transfieren sin problemas de Teamcenter a NX CAD/CAM para generar programas para las máquinas CNC. Mediante Mcenter, anteriormente SINUMERIK Integrate, los programas CNC y las listas de herramientas se transfieren sin problemas a la producción.
Al integrar la planificación de pedidos en el proceso de fabricación digital, W.A. Pfeiffer observó mejoras inmediatas en los tiempos de preparación y producción. Opcenter APS les ayuda a acceder a información detallada sobre las órdenes de producción y a supervisar la utilización de los recursos.
Las relaciones con los clientes y proveedores de W.A. Pfeiffer han avanzado significativamente, y la colaboración interna se ha agilizado gracias a la gama de soluciones de software de Siemens.
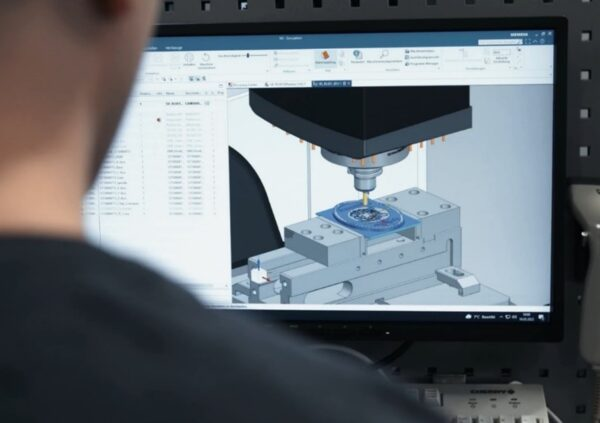
Mecanizado de alto rendimiento con NX CAM El software NX CAM ha ayudado a W.A. Pfeiffer a mejorar la productividad tanto en la fase de planificación como en la de producción. La empresa aprovecha las funciones avanzadas de NX para crear estrategias innovadoras de mecanizado de alta velocidad y generar programas NC específicos para cada máquina mediante el postprocesamiento basado en la nube.
Gracias a la simulación basada en código G de NX, los ingenieros pueden verificar digitalmente las operaciones generadas. Esta capacidad avanzada les permite evaluar y optimizar los procesos antes de transferirlos a la producción, ahorrando tiempo de configuración y aumentando el tiempo de actividad de la máquina. NX CAM de Siemens ayuda a la empresa a ru
Las ventajas del taller mecánico digital Esta empresa, de gran éxito y a la vez ligera, confía en las soluciones digitales de Siemens para crecer y ampliar continuamente su negocio de fabricación. Con la introducción de NX CAM, Teamcenter, Opcenter APS y Mcenter, W.A. Pfeiffer consiguió una mayor automatización, una conectividad integral sin fisuras y plazos de entrega más cortos.
La utilización de tecnologías avanzadas de sendas ayudó a W. Andreas Pfeiffer a reducir el ciclo de mecanizado en un 25%, al tiempo que se prolongaba la vida útil de las herramientas. Espero que podamos reducir los tiempos de preparación hasta un 50 % en total”.
Un importante desarrollador de automatización utiliza Tecnomatix Process Simulate de Siemens para validar una línea de montaje de motores en tres meses
Wipro PARI es una empresa líder mundial en el desarrollo de sistemas de automatización y robótica fundada en 1990. Con sede en Pune (India), entre sus clientes figuran fabricantes de equipos originales (OEM) de automoción de renombre como Daimler, Mahindra, Ford, FCA, TATA, VinFast, Renault Nissan y el Grupo PSA. Wipro PARI diseña, fabrica e instala sistemas automatizados completos, incluidas líneas de varias estaciones para el mecanizado y el ensamblaje de componentes del tren de potencia.
Wipro PARI buscaba digitalizar sus esfuerzos de ingeniería manual. La empresa quería reducir el trabajo de fabricación, eliminar los errores de software inesperados que retrasaban el proceso de puesta en marcha física y acelerar el tiempo desde la puesta en marcha de la máquina hasta la producción en vivo.
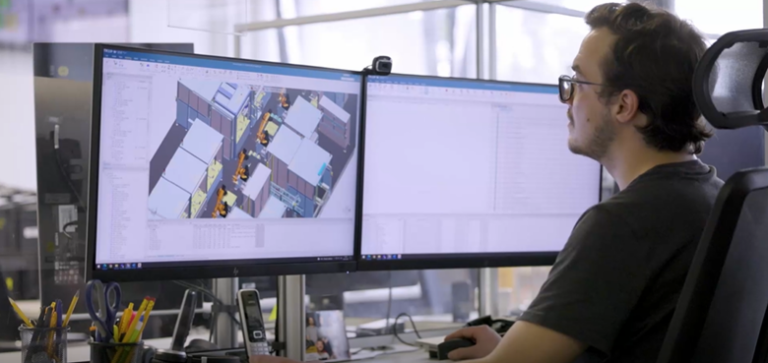
Wipro PARI seleccionó Process Simulate de la gama Tecnomatix® de Siemens para su solución de puesta en servicio virtual (CV). El proceso de puesta en marcha virtual utiliza tecnología de simulación para crear un gemelo digital de una planta para probar los cambios antes de implementarlos físicamente. La VC permite a los fabricantes realizar una verificación virtual de principio a fin, el diseño de sistemas mecánicos y de control, así como el análisis de riesgos y de modos y efectos de los fallos (FMEA). En última instancia, esta solución permite a los ingenieros evitar costosas modificaciones.
Al incorporar la verificación virtual a un proyecto de un fabricante de equipos originales de automoción para una gran línea de mecanizado, Wipro PARI minimizó las repeticiones de trabajo hasta en un 50 por ciento y redujo el plazo de entrega hasta en un 10 por ciento. “La puesta en marcha virtual nos permite validar y optimizar el rendimiento de los equipos para todos los casos de uso y modos de fallo complejos en una fase temprana del ciclo de vida del proyecto”, afirma el Dr. Ranjit Date, director ejecutivo (CEO) de Wipro PARI.
Wipro PARI completó otro proyecto de capital riesgo para aumentar el volumen de producción de una línea de montaje de motores en tres meses, desde el diseño hasta la puesta en marcha en el taller. En condiciones normales, este trabajo podría haber durado entre seis y ocho meses. Además de mejorar la fiabilidad del proceso y resolver problemas de diseño y proceso desde el principio, redujeron el tiempo de puesta en marcha in situ en un 70 porciento.
“Con la solución de Siemens, hemos mejorado significativamente la rampa de rendimiento y mitigado los riesgos”, afirma Date. También han mejorado la colaboración entre el diseño y la fabricación al eliminar las barreras entre los ingenieros mecánicos, eléctricos y de control.
El ámbito de la automatización inteligente es complejo y abarca la integración de tecnologías avanzadas y sistemas inteligentes para mejorar y automatizar los procesos industriales. Explore la convergencia de la simulación y la automatización inteligente entre Siemens Digital Industries Software y Continental, uno de los principales actores en tecnología de automoción, dedicado a soluciones de movilidad sostenible y conectada. Explore cómo el software de simulación de Siemens en la cartera Tecnomatix® impulsa la transformación de la fabricación digital de Continental. Sumérjase en el intrincado mundo en el que Process Simulate y Plant Simulation ayudan a coordinar una sinfonía de eficiencia para Continental.
Fundada en 1871, Continental es conocida por ser pionera en tecnologías que garantizan soluciones seguras, eficientes, inteligentes y asequibles para vehículos, máquinas y transporte. Jakub Hamernik, Continental Smart Automation Manager, arroja luz sobre el profundo impacto de cómo el software de Siemens permite una digitalización sin fisuras en el taller, transformando procesos y aplicaciones para mejorar los plazos de producción y la eficiencia. Siemens y Continental, colaboradores desde hace mucho tiempo en PLC y sistemas de control, han profundizado su asociación en los últimos años, centrándose especialmente en la simulación de fabricación. Un aspecto fundamental de esta colaboración es el desarrollo de la fábrica gemela digital, concretamente la recopilación de datos de la línea de producción para su futura optimización, seguimiento y análisis.
Una nueva norma: colaboración para mejorar la eficiencia de la fabricación En el centro de esta colaboración se encuentra el reto de racionalizar el flujo del proceso desde la materia prima hasta el final de la producción. Los productos de simulación de Siemens, que forman parte de la cartera Tecnomatix, desempeñan un papel fundamental a la hora de proporcionar información exhaustiva del proceso mucho antes de la entrega de la línea de producción. Esto supone un cambio significativo con respecto a la norma anterior, en la que los ingenieros de Continental dedicaban entre tres y cinco años a esta tarea. Con Siemens, esta duración se ha reducido a un notable año y medio, estableciendo un nuevo estándar en la industria.
Gracias a los productos de Siemens, tenemos toda la información relevante desde el punto de vista del proceso preparada meses antes de la entrega de la línea de producción. Antes, los ingenieros tardaban entre 3 y 5 años en hacerla. Ahora podemos hacerla en 1,5 años”.
Jakub Hamernik, Continental, Smart Automation Manager
En un entorno dinámico en el que los fabricantes de equipos originales (OEM) actualizan con frecuencia sus modelos de automóviles, Continental reconoce el imperativo de suministrar nuevos productos de forma eficiente y puntual. Las soluciones de software de Siemens permiten a Continental satisfacer estas demandas, facilitando la optimización de la eficiencia global de los equipos (OEE) en las líneas de producción.
La visión de Continental se extiende más allá de la planta de producción, con el objetivo de integrar los productos de Siemens con su sistema de ejecución de fabricación (MES) y su sistema de planificación de recursos empresariales (ERP). El objetivo es establecer un gemelo digital completo de la fábrica, llevando de forma efectiva las aplicaciones de TI a la planta de producción. Este enfoque global proporcionará información sobre todo el proceso de principio a fin, permitiendo la supervisión en tiempo real de las mercancías, el progreso de la producción y los plazos de entrega.
Del concepto a la realidad: La asociación estratégica de Siemens y Continental Un momento de revelación para Continental se produjo cuando su línea de producción realizó una transición perfecta sin colisiones. El tiempo de ciclo derivado de la simulación era exacto, lo que permitió a Continental iniciar la producción inmediatamente después de la activación, un “efecto sorpresa” que resonó tanto en Jakub como en la dirección de Continental.
Teamcenter Easy Plan en BSH Home Appliances Nos encanta saber cómo las herramientas Teamcenter y Siemens Xcelerator ayudan a nuestros clientes a alcanzar el éxito. Esta historia analiza el despliegue global de Teamcenter Easy Plan en BSH Home Appliances. Tuvimos la suerte de ir directamente al corazón de Alemania, a la planta de BSH en Giengen, para ver los resultados de primera mano.
No sé cuántos de ustedes han ido a comprar un nuevo frigorífico últimamente, pero la selección parece alucinantemente interminable comparada con lo que yo recuerdo de mi primera compra de frigoríficos en los años noventa. Antes, bastaba con medir el espacio, calcular el presupuesto y, listo, se iba al distribuidor local (Siemens) a comprar un modelo clásico blanco de pie con un pequeño congelador encima.
Hoy, todo esto ha cambiado. O al menos la mayor parte. Probablemente busque en Internet opiniones e ideas, quizá busque en Google el mejor precio y las mejores prestaciones, y entonces empiezan las decisiones difíciles: ¿qué frigorífico elegir?
Marcas, modelos y más En primer lugar, ¿quieres uno independiente o uno empotrado? ¿Qué tamaño exactamente? ¿Y los acabados: inox, cristal negro, un color o simplemente blanco? ¿Brillante, mate o intermedio? ¿El frigorífico arriba y el congelador abajo? ¿O viceversa? ¿Puertas laterales americanas? ¿Puertas francesas? ¿Cajones en el centro? ¿Tecnología puerta en puerta? ¿Heladora artesanal? Y dispensadores de agua de todas las formas y tamaños… No sólo ¿cómo elegir uno? ¿Cómo se fabrica toda esta variedad? A principios de este año, tuvimos la suerte de visitar BSH Home Appliances en Giengen, Alemania, para escuchar cómo Teamcenter Easy Plan ayuda.
BSH Home Appliances es uno de los mayores fabricantes de su clase en el mundo y el número uno en Europa. BSH fabrica frigoríficos, lavadoras, lavavajillas, placas de inducción, aspiradoras sin cable, cafeteras espresso y mucho más para marcas conocidas y respetadas como Bosch, Siemens, NEFF y Gaggenau.
Con 62.000 empleados y 41 plantas en todo el mundo (en el momento de publicar este blog), BSH gestiona una enorme cartera con cientos de variantes de productos a escala mundial. La producción puede variar desde plantas que sólo fabrican lavadoras hasta plantas como la de Giengen, que sólo fabrica frigoríficos y congeladores empotrables. Otras plantas de BSH se centran en pequeños electrodomésticos innovadores, como cafeteras espresso y aspiradoras sin cable. En la mayoría de los casos, cada una de las 41 plantas de BSH fabrica variantes de productos para más de una marca.
“Imagínese una línea de producción con varios cientos de productos”, dice Philipp Winter, consultor empresarial de TI en el Departamento de Servicios Digitales Globales de BSH Digital Factory. “Nuestras líneas de producción tienen que adaptarse constantemente, así como los operarios de línea y los planificadores”.
Complejidad de la planificación de la fabricación Dependiendo de la planta, los operarios podrían fabricar veinticinco modelos de frigoríficos empotrables Siemens seguidos de 25 modelos Bosch con diferentes diseños de bandeja y luego otros modelos diferentes para otras marcas, todo en la misma línea. Otras plantas pueden tener líneas robotizadas que fabrican modelos de electrodomésticos ligeramente diferentes para cada tipo de consumidor de la cartera.
Es difícil imaginar cómo se empieza a organizar un proceso de producción tan complejo a escala mundial. Pero Philipp Winter, consultor de negocios de TI en el Departamento de Servicios Digitales Globales de BSH Digital Factory, y su colega, Sacha Weckend, ingeniero industrial responsable de la implementación de Teamcenter Easy Plan en la planta de Giengen, Alemania, estuvieron encantados de explicar cómo cuentan con las herramientas de Siemens para la planificación de la fabricación.
Como ven, BSH utiliza el software Teamcenter® para gestionar toda su base de datos de desarrollo de productos. En 2015, BSH amplió esto a todos los datos de fabricación y planificación, integrando Teamcenter y la cartera Tecnomatix®, que forman parte de la cartera Siemens Xcelerator, la cartera completa e integrada de software, hardware y servicios, en su ecosistema de fábrica digital.
En la mayoría de los emplazamientos de BSH, los ingenieros y planificadores industriales locales tienen acceso a herramientas como Easy Plan, que se basa en Teamcenter, Process Simulate de la cartera Tecnomatix y Line Designer. Estas herramientas permiten a BSH organizar y optimizar las líneas de producción para obtener el máximo rendimiento en plantas distribuidas por todo el mundo, esquemas complejos de variación de productos, equilibrado de líneas, productividad y eficiencia de la producción, cuestiones de salud y seguridad humanas, robótica e incluso robots colaborativos (cobotics).
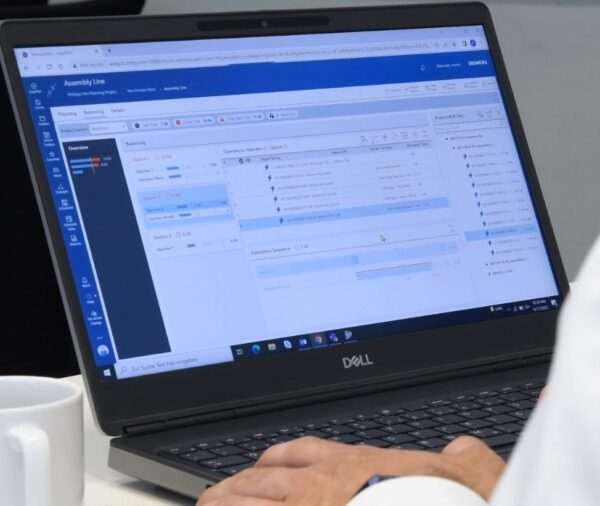
Teamcenter Easy Plan es muy fácil de usar “En algún momento se llega a un límite en el que se necesita un software especial para afrontar y desafiar esta complejidad en la fabricación”, afirma Winter. “Hemos aprovechado las soluciones de fabricación digital de la cartera Siemens Xcelerator durante muchos años. Esto ha dado como resultado un gemelo digital preciso de nuestro ecosistema de fábrica. Ahora hemos añadido Easy Plan, que es nuestro software de planificación más reciente, para realizar nuestro equilibrado de líneas y toda nuestra gestión del tiempo en las líneas de producción.”
“Tenemos tiempos de ciclo específicos para nuestras líneas de montaje”, dice Sasha Weckend. “Para cada estación de trabajo intentamos encontrar la cantidad perfecta de contenido de trabajo. Easy Plan se aprende muy rápido. Para mí es fácil formar a nuevos compañeros, aprendices y estudiantes. La interfaz de usuario es bastante intuitiva. Si ha trabajado con un navegador de Internet, sabrá dónde tiene que hacer clic con Easy Plan. Easy Plan es muy fácil de usar. Creo que por eso la implantación es tan sencilla”.
Así pues, gracias a un software muy especial de Siemens, a un gemelo digital preciso del ecosistema de la fábrica de BSH y a la facilidad de uso de Teamcenter Easy Plan, parece que BSH Home Appliances está en el buen camino para abordar con éxito la complejidad de los procesos y productos modernos para fabricar los frigoríficos (y electrodomésticos) que querremos comprar en el futuro.
En el paisaje en constante evolución de hoy en día, la innovación no es solo una palabra de moda; es la fuerza vital del progreso. En Siemens, estamos comprometidos a empoderar a los pioneros y visionarios que se atreven a redefinir lo posible. Uno de esos innovadores es REJOOL, una startup de compresión de hidrógeno que está lista para revolucionar la industria de la energía limpia.
Una visión de cambio Con sede en Witzenhausen, Alemania, REJOOL tiene como objetivo abrir una nueva era de soluciones energéticas sostenibles. Su tecnología pionera de compresión de hidrógeno, PIONYR, promete remodelar la forma en que aprovechamos y utilizamos el hidrógeno, desbloqueando un futuro más limpio y verde para las generaciones venideras.
Colaborando para el progreso Reconociendo la importancia de una sólida infraestructura digital, REJOOL recurrió al portfolio de Xcelerator como Servicio de Siemens para obtener apoyo. Esta suite de software industrial habilitado para la nube ofreció la base perfecta para que REJOOL estableciera un hilo digital en sus procesos de desarrollo, fabricación y cadena de suministro.
Impulsando la innovación con Siemens Xcelerator Teamcenter X es una solución de Gestión del Ciclo de Vida del Producto (PLM) basada en la nube que ayudó a REJOOL a lograr una colaboración fluida y capacidades de gestión de datos, asegurando que cada interesado tuviera acceso a información de producto actualizada siempre que la necesitara y dondequiera que se encontrara.
Rompiendo silos, construyendo puentes En el mundo interconectado de hoy, la colaboración es clave. REJOOL reconoció la importancia de la colaboración efectiva, tanto interna como con socios externos. Para facilitar esto, recurrieron a Teamcenter Share, la aplicación colaborativa de Siemens diseñada para compartir y colaborar en datos de manera fluida.
Implementar una forma de trabajo completamente digital desde el principio es de suma importancia. La sinergia entre NX de Siemens, Teamcenter X y Teamcenter Share nos ayuda a optimizar el trabajo digital, haciéndolo más eficiente que nunca.
Stephan Hillebrand, CTO de REJOOL
Abriendo camino hacia un futuro más limpio La industria del hidrógeno tiene la clave para desbloquear un futuro con menos emisiones de carbono, y REJOOL está a la vanguardia de esta transformación. Al adoptar tecnología de vanguardia del portfolio de Xcelerator como Servicio de Siemens, REJOOL no solo está construyendo un negocio, sino también liderando un futuro más limpio y sostenible para todos.
Klaus Löckel, Director General de Siemens Digital Industries Software:
Es otro gran ejemplo de pioneros en todo el espectro de la industria que recurren a Xcelerator de Siemens. Con el enfoque SaaS de Siemens, podemos ofrecer un conjunto de herramientas asequibles y listas para la producción que permiten a las startups evitar el costo y el tiempo asociados con las implementaciones tradicionales.
Mirando hacia adelante A medida que REJOOL continúa empujando los límites de la innovación, Siemens se presenta como un socio firme, comprometido a apoyar su camino en cada paso del camino. Juntos, continuaremos impulsando el progreso, fomentando la colaboración y desbloqueando nuevas posibilidades en la búsqueda de un futuro más brillante y limpio.
Para obtener más información sobre cómo Siemens está apoyando a startups como REJOOL con su portfolio de software industrial Xcelerator como Servicio listo para la nube, visita Siemens Digital Transformation Cloud. Únete a nosotros mientras redefinimos lo posible y allanamos el camino para un mañana más sostenible.
Desarrollar baterías de vehículos eléctricos más seguras y fiables Predecir con precisión el rendimiento térmico de las baterías de los vehículos eléctricos es quizá el reto más importante al que se enfrentan los fabricantes de equipos originales (OEM) de automoción. Las baterías tienen una zona de temperatura en la que pueden funcionar para evitar fallos. Si la batería se sale de esta zona, puede reducir su vida útil o incluso poner en peligro la seguridad de los ocupantes.
Por eso no es de extrañar que Audi, una marca conocida en todo el mundo por sus vehículos premium de calidad superior, haya formado un equipo altamente especializado dedicado al desarrollo conceptual de sistemas de baterías de alto voltaje. Situado en Alemania, las contribuciones de este equipo son cruciales para la visión de Audi de diseñar la movilidad del mañana y garantizar una experiencia de conducción excepcional que sea digital, eléctrica y sostenible.
Aumento de la precisión del modelo térmico Joohwa Sarah Lee, ingeniera de desarrollo de conceptos, forma parte de este equipo y está especializada en el rendimiento térmico de las baterías.
“Construir modelos de simulación térmica precisos es un aspecto crítico del trabajo de mi equipo”, afirma Lee. “Los modelos en sí son muy importantes, ya que contribuyen directamente a nuestro objetivo de optimizar el rendimiento térmico de las baterías”.
En 2021, Lee y su equipo descubrieron que, para determinados casos y condiciones, los resultados de la simulación no coincidían con las mediciones de las pruebas. Como resultado, Lee se propuso mejorar la calidad de estos modelos de simulación. Lee y su equipo seleccionaron los servicios de ingeniería y consultoría Simcenter™ de Siemens Digital Industries Software como socio de desarrollo.
“Seleccionamos Simcenter porque sus herramientas permitían una conexión perfecta no solo entre los modelos 1D y 3D, sino también la conectividad con herramientas de terceros”, afirma Lee. “Los servicios de ingeniería de Simcenter nos proporcionaron los conocimientos técnicos y el soporte necesarios para ayudarnos a configurar estas integraciones y garantizar la mayor precisión posible.”
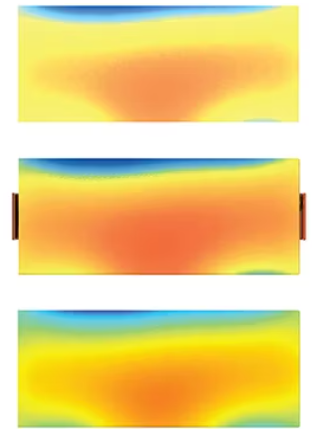
Combinación de simulaciones 1D y 3D Tradicionalmente, la geometría de los módulos y paquetes se ha modelado mediante simulaciones térmicas de dinámica de fluidos computacional (CFD) en 3D. Este método tiene unos costes computacionales significativos y puede tardar días o semanas en completarse. Además, se requiere un amplio conocimiento de los parámetros y experiencia en simulación 3D para producir un modelo 3D preciso. La simulación de sistemas en 1D es mucho más rápida, pero a menudo resulta complicado generar modelos en 1D a partir de un modelo en 3D sin comprometer la precisión.
Simcenter Engineering Services se propuso crear un modelo térmico de la pila de baterías más rápido y preciso para apoyar los sistemas de gestión de baterías de Audi, desde el desarrollo de la estrategia inicial hasta la validación con el resto de subsistemas del vehículo. Estos modelos debían tener en cuenta varios parámetros, como la corriente, las variaciones de temperatura del refrigerante, la conectividad con modelos eléctricos 1D y la integración con MATLAB/Simulink. Lee y su equipo proporcionaron al equipo de Simcenter casos de prueba y condiciones límite para diversos escenarios.
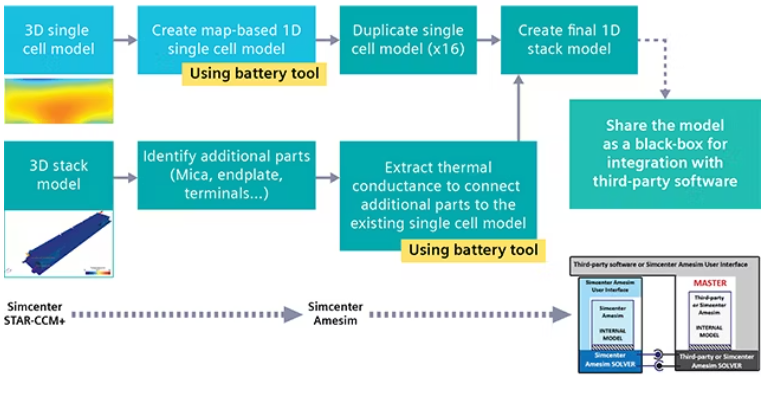
Un flujo de trabajo a medida Combinando el software Simcenter STAR-CCM+™ y el software Simcenter Amesim™, que forman parte de la plataforma empresarial de software, hardware y servicios Siemens Xcelerator, los expertos de Simcenter Engineering Services desarrollaron un flujo de trabajo semiautomatizado para generar un modelo a nivel de sistema 1D en Simcenter Amesim a partir de un modelo 3D Simcenter STAR-CCM+. El objetivo de este flujo de trabajo era garantizar que los usuarios de simulación 1D de Audi pudieran beneficiarse del alto nivel de detalle que proporcionan los modelos 3D, manteniendo al mismo tiempo la velocidad de la simulación 1D.
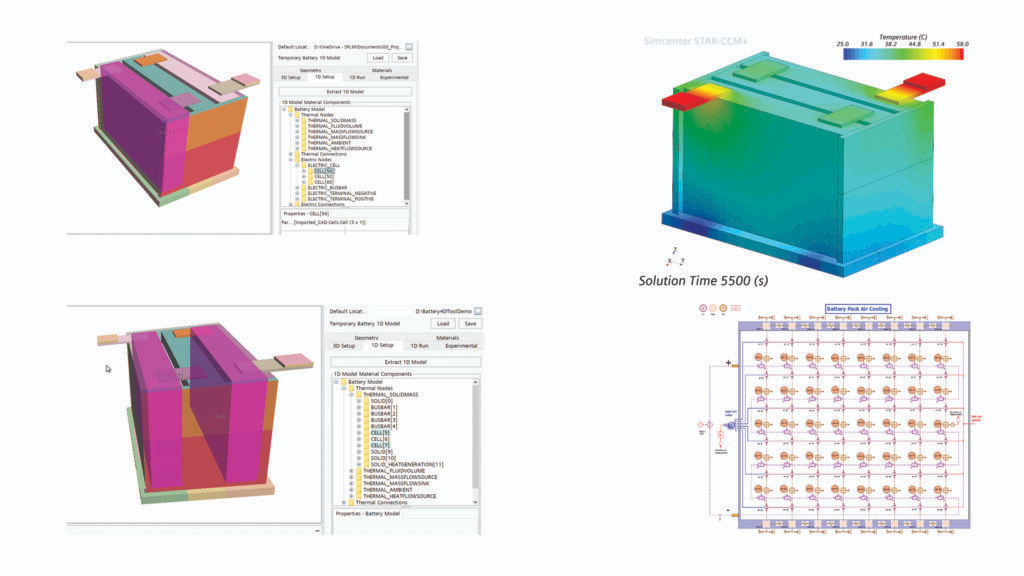
Utilizando entradas especificadas, Simcenter STAR-CCM+ se utilizó para calcular varias condiciones de estado estacionario que cubrían el espacio de diseño elegido, como la temperatura de entrada del refrigerante, el caudal y la corriente. A continuación, los datos pueden utilizarse para derivar un modelo electrotérmico 1D con el que investigar escenarios transitorios para la pila completa.
Reducir el tiempo, aumentar la precisión El flujo de trabajo desarrollado por los expertos de Simcenter Engineering Services ha reducido el tiempo de cálculo de las simulaciones térmicas de baterías a tan sólo unos minutos. Uno de los ejemplos más vívidos es la simulación de un escenario de carga de baterías de vehículos eléctricos desde el 10 por ciento de la capacidad de la batería hasta el 80 por ciento.
“Como resultado de nuestro proyecto con Simcenter Engineering Services, pudimos reducir el tiempo de simulación del escenario de carga de casi un día entero a menos de un minuto”, afirma Lee. “Se trata de una diferencia enorme en el tiempo de cálculo. También hemos observado una mejora significativa en los resultados de la simulación, especialmente en los estudios de comportamiento térmico”.
“Exploramos otras soluciones para este problema, pero ninguna otra empresa ofrecía el nivel de conectividad entre herramientas que ofrecía Siemens. La combinación de un modelo 3D detallado en Simcenter STAR-CCM+ con la velocidad y eficacia de Simcenter Amesim y las herramientas de terceros respaldadas por el equipo de Simcenter Engineering Services supuso una ventaja crucial. También nos entusiasma explorar otros aspectos de la cartera de Simcenter, incluido Simcenter Battery Design Studio”.
Lee y su equipo son optimistas sobre el futuro de su colaboración con Simcenter Engineering Services.
“Seguiremos aplicando nuestras nuevas herramientas y metodologías a futuros retos”, afirma Lee. “Estamos agradecidos por el apoyo prestado por el equipo de Simcenter Engineering Services y por su disposición y capacidad para ayudarnos a resolver problemas difíciles.”
Producto: Opcenter Industria: Aeroespacial y defensa
Applied Composites, fundada en 1982, es líder mundial en el sector de los materiales compuestos y ofrece soluciones de materiales compuestos para fuselajes de aviones, motores, sistemas de defensa y misiones, vehículos de lanzamiento y estructuras de satélites. En conjunto, la empresa aspira a ofrecer estratégicamente servicios de ingeniería, apoyo programático y capacidades de fabricación verticalmente integradas a clientes de los sectores aeroespacial y de defensa. Applied Composites cuenta con un largo historial de satisfacción del cliente gracias a su enfoque en la mejora de sus procesos para reducir tiempo y costes.
Sin embargo, a medida que Applied Composites crecía, se dieron cuenta de los problemas relacionados con la planificación, la programación y sus procesos generales. Como solución, la empresa consultó con Lean Scheduling International (LSI), parte de ATS Global (ATS), socio de Siemens Digital Industries Software. Esto llevó a la empresa a aprovechar el software Opcenter™ como solución, que forma parte de la plataforma empresarial Siemens Xcelerator de software, hardware y servicios.
Hacer frente a los retos del crecimiento empresarial Aunque el crecimiento empresarial parece una situación en la que todos salen ganando, conlleva ciertos retos. Applied Composites se dio cuenta de que cada vez era más difícil gestionar la planificación, la programación y los procesos en general, especialmente cuando el crecimiento de la empresa afectaba a todas las áreas. A medida que crecía la base de clientes, aumentaba la cantidad de trabajo, lo que hacía necesario aumentar el número de empleados. Con estos problemas agravados, el entorno de trabajo de la planta también se resintió, creando estrés entre los trabajadores por no saber dónde estaban los productos y provocando que se perdieran pedidos. Además, el hecho de no saber qué materiales necesitarían para determinados trabajos o de no poder programar suficientes empleados para hacer funcionar las máquinas disponibles estaba provocando el retraso de la empresa.
Durante este periodo, Applied Composites utilizaba hojas de cálculo y software de planificación de recursos empresariales (ERP) para crear un informe de producción detallado con todos los trabajos de los clientes y las fechas de entrega. El software ERP establecía las fechas de los materiales utilizando su función integrada de planificación de necesidades de materiales (MRP); sin embargo, este sistema tenía defectos. No tenía en cuenta el utillaje como limitación, que es crucial para programar con precisión las operaciones posteriores en el proceso de fabricación. Debido a esto, Michael Moses, el programador principal de Applied Composites, tenía que programar de 6 a 8 semanas después de recibir el informe del proceso MRP.
Además, John Pettit, director de operaciones de Applied Composites, describe los retos de la función del supervisor en el primer paso operativo (laminado). En primer lugar, tendría que consultar el informe diario. A continuación, organizar la gestión diaria del taller. Esto incluía averiguar cuáles eran las fechas de entrega, saber que tenían que tener todo en su departamento al menos cuatro semanas antes de la fecha prevista y dar a los demás departamentos una semana para terminar. En general, el proceso no era óptimo y dejaba margen para el error.
Applied Composites sabía que tenía que encontrar la manera de superar estos problemas, especialmente en lo que se refiere a la programación y la planificación. “En general, queríamos tener una indicación clara de lo que podíamos entregar”, dice Moses.
Trabajar en equipo para encontrar una solución Para encontrar una solución, Applied Composites solicitó ayuda a LSI. Al principio, la empresa tuvo problemas para adaptarse a una solución que tenía un enfoque alternativo de la programación frente a su software ERP original, lo que provocó que la primera implantación no fuera un éxito. Sin embargo, una vez que la empresa confió en la sugerencia de LSI de utilizar Opcenter Advanced Planning and Scheduling (APS), pudieron implantarlo con éxito.
Mediante el uso de minipruebas de concepto, LSI trabajó con Applied Composites para sugerir y recopilar datos con los que impulsar su programación. Además, al tener un enfoque práctico para configurar los modelos y validar los requisitos de datos, las empresas pueden probar varios escenarios de validación.
En general, Applied Composites eligió Opcenter APS como solución de programación y planificación por su capacidad para gestionar requisitos de programación complejos con múltiples restricciones activas durante todo el proceso de fabricación. Esto era algo que el anterior software ERP de la empresa no podía hacer.
Superar las limitaciones de planificación y programación Antes de integrar Opcenter APS, Applied Composites experimentó numerosas limitaciones utilizando su antigua solución. Entre ellas, la falta de visibilidad de la disponibilidad de materiales, la dependencia de los conocimientos triviales del programador y del supervisor de taller, un entorno estresante y caótico, cantidades exponenciales de tiempo dedicado a la programación de la producción y ninguna solución para ayudar al programador en la toma de decisiones. Sin embargo, gracias a Opcenter APS, pudieron superar la mayoría de ellas.
Para superar estas limitaciones, gracias a Opcenter APS, Applied Composites pudo configurar modelos para tener en cuenta todas las restricciones, desde los materiales hasta las herramientas o los moldes, pasando por las capacidades de los operarios. A partir de ahí, podían crear eficazmente una programación de acuerdo con la capacidad real de la planta y no con una estimación. Con estas configuraciones, la empresa también podía mejorar sus procesos de programación, ya que el software podía tomar automáticamente muchas de las decisiones de programación. Anteriormente, el programador tardaba horas en crear un informe de alto nivel y luego lo utilizaba para crear una programación en una hoja de cálculo, aprovechando los conocimientos y datos de múltiples fuentes.
En cuanto a la visibilidad, con Opcenter APS, los trabajadores podían ver en qué punto de la planta se encontraban los pedidos, informar a los clientes de los plazos de entrega reales frente a los plazos de entrega estándar y ver si había algún problema potencial aguas abajo. Además, la capacidad de establecer fechas y calendarios precisos de demanda de material fue innovadora para la empresa. Ahora podían programar más de 30.000 operaciones de forma rápida y sencilla, ahorrando tiempo y esfuerzo manual.
Anteriormente, los supervisores de departamento gestionaban la programación y procesaban las operaciones posteriores simultáneamente, lo que les hacía perder oportunidades de maximizar el rendimiento y reducir los tiempos de cambio. Además, Applied Composites consideró asignar tres programadores para gestionar las actividades de la planta; sin embargo, con Opcenter APS, necesitaron un programador maestro, lo que redujo la necesidad de más trabajadores para una tarea específica.
En general, gracias a esta solución, Applied Composites puede generar una programación fácil de seguir, lo que les ayuda a limitar la toma de decisiones en el taller y a reducir el estrés y la desorganización.
El uso de Opcenter APS lo une todo, nos da la oportunidad de ser francos con nuestros clientes y de ayudarles a identificar qué es lo que va a contribuir más al éxito del programa.
Natilus es una empresa emergente con sede en California que trabaja en la creación de aviones no tripulados. El objetivo de la empresa es reducir el coste del transporte aéreo en un 50% mediante un diseño inteligente y un uso más racional del espacio.
Reducir el coste del transporte aéreo de mercancías
Natilus es una empresa emergente con sede en California que trabaja en la creación de aviones teledirigidos. El objetivo de la empresa es reducir el coste del transporte aéreo de mercancías en más de un 50% mediante un diseño inteligente y un uso más racional del espacio. El pequeño y creciente equipo de apasionados ingenieros trabaja para replantear la próxima generación de aviones de carga. El equipo incluye constructores y diseñadores que han trabajado en más de 25 programas de aviones de la aviación general, comercial y militar.
“Creemos que reducir el coste de la carga aérea en un 50% o más llevará productos más frescos a nuestras tiendas, hará florecer el comercio electrónico transfronterizo y permitirá el desarrollo de regiones con escasas infraestructuras”, afirma Aleksey Matyushev, CEO y fundador de Natilus. “Para que eso ocurra, necesitamos un nuevo tipo de vehículo y una forma diferente de pensar”.
“El problema que intentamos resolver es que el transporte aéreo es demasiado caro, pero puntual, y el marítimo es un producto básico, pero muy inoportuno”, explica Matyushev. “Para que nos hagamos una idea, transportar mercancías por mar desde Asia a Estados Unidos puede llevar hasta un mes, pero es muy barato. El transporte aéreo cuesta diez veces más, pero puede hacerse en dos o tres días. Nuestra solución es acortar distancias y aprovechar la puntualidad del transporte aéreo, pero con una reducción de costes del 50% al 60% para acercarnos al precio de los productos básicos del transporte marítimo. Cuando la industria se vuelva ecológica, ya sea mediante combustibles de hidrógeno o electrificación, específicamente para las clases de peso de nuestros aviones, el flete aéreo será una mercancía. El transporte marítimo podría casi desaparecer: un futuro interesante en el que pensamos todos los días”.
Tracción en el sector de la carga aérea
Natilus ya cuenta con más de 6.000 millones de dólares en pedidos iniciales de importantes aerolíneas y clientes de todo el mundo, con una cartera de pedidos de más de 400 aviones. “Desde el punto de vista empresarial, nuestra solución ha calado hondo”, afirma Matyushev. “Las aerolíneas de carga tienen márgenes operativos pequeños, del tres al cuatro por ciento, y pueden obtener beneficios en un buen año. Si sustituyen sus flotas de aviones Boeing y Airbus por nuestras soluciones, ese margen podría pasar al 33%, lo que supone un cambio astronómico para el rendimiento final”.
Las soluciones de Natilus también abordan otro reto del sector: la escasez mundial de pilotos bien formados. Se prevé que el tráfico de pasajeros se duplique de aquí a 2035, y se espera que los pilotos del mundo del transporte de mercancías ayuden a llenar ese vacío. Con capacidades de pilotaje remoto, las soluciones de Natilus permitirán que un solo piloto comande tres aviones a la vez. “Uno de nuestros requisitos es que no haya pilotos en la cabina”, afirma Matyushev. “Estamos ayudando a llenar ese vacío”.
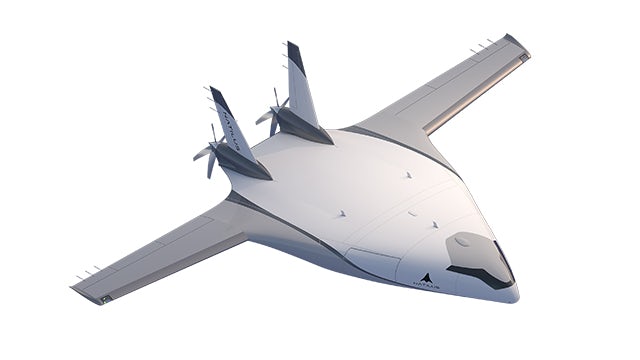
Natilus está desarrollando actualmente tres productos, todos con fuselajes de compuestos de fibra de carbono. El primero es un avión de 19.000 libras con una envergadura de 90 pies, cuya producción está prevista para finales de 2021. El segundo es un avión de 60 toneladas, similar en tamaño a un Boeing 767, destinado al servicio nacional en Estados Unidos, pero también capaz de prestar servicio en Europa y Asia. El producto estrella es un competidor del Boeing 777 de 700 toneladas, con una envergadura un 10% mayor y capaz de realizar vuelos transpacíficos.
La configuración de ala mixta de Natilus es una primicia en los aviones de carga. “Desde el punto de vista de la carga, tiene mucho sentido”, explica Matyushev. “Tiene un 50% más de volumen interno, por lo que duplica la cantidad de carga rentable por vuelo. Con los diseños convencionales empiezas a quedarte sin volumen antes de maximizar el peso de despegue del avión.”
Herramientas avanzadas de ingeniería para una visión audaz
Para desarrollar sus productos, Natilus utiliza el software NX™ de diseño asistido por ordenador, que forma parte de la plataforma empresarial Siemens Xcelerator de software, hardware y servicios.
Natilus había trabajado antes con un popular paquete de CAD de uso general que tenía un precio atractivo (siempre una consideración para las empresas de nueva creación) pero carecía de un potente diseño de superficies, de grandes ensamblajes y de otras capacidades necesarias para el desarrollo de grandes aeronaves. Ese software resultó incapaz de evolucionar los diseños hasta el grado necesario para que los proveedores fabricaran el prototipo de producción. “Empezamos a trabajar con superficies más complejas, concretamente con nuestro diseño de carrocería de ala mixta, con muchas curvaturas y complejidades en las superficies, y no podíamos resolver los problemas con el otro software”, explica Matyushev.
Siemens NX (y su predecesor, Unigraphics) tiene una larga historia como caballo de batalla en la industria aeroespacial que influyó en la selección de Natilus de una solución CAD de mayor rendimiento. “Dos de nuestros tres cofundadores estaban muy influidos por NX cuando trabajábamos en la industria”, explica Matyushev. “Estudiamos otras soluciones, pero NX es una herramienta increíble para nosotros”.
Otro factor en la decisión por las soluciones de Siemens es un programa de Siemens para empresas de nueva creación cualificadas que ofrece precios con descuento. El programa reconoce los retos únicos de las startups y ayuda a los emprendedores a hacer crecer su negocio hasta su máximo potencial utilizando software rentable y de alto valor añadido.
Asistencia de un socio experto
Natilus está trabajando con Saratech Inc, una empresa de ingeniería y socio de soluciones Siemens Smart Expert, para la entrega e implementación de la solución de Siemens. Con un gran equipo de ingenieros y más de 1.000 clientes, Saratech cuenta con los conocimientos, la experiencia técnica y los recursos necesarios para ayudar a clientes como Natilus a desarrollar mejores productos a través de mejores experiencias de desarrollo de productos.
Colaboración y gestión de datos
Natilus también está trabajando para implantar el software Teamcenter™ con el fin de proporcionar herramientas de colaboración y gestión de datos para su equipo de desarrollo en rápido crecimiento. Para la siguiente fase de desarrollo, Natilus también tiene previsto utilizar la cartera de software Fibersim™ para ingeniería de materiales compuestos. “El avión se encuentra en la fase de diseño detallado: se han establecido los huesos del avión, pero actualmente no hay núcleo en términos de fibra de carbono”, dice Matyushev. Fibersim formará parte de nuestro flujo de trabajo diario cuando preparemos el avión para la fabricación, pasando de un modelo sólido a núcleos de espuma con plantillas de capas”. La estructura del fuselaje es uno de los elementos con mayor plazo de entrega y nuestro gran impulso en los próximos seis meses.”
El equipo de Natilus utiliza actualmente herramientas de simulación digital desarrolladas por la NASA, en concreto Nastran para el análisis de tensiones y FUN3D para la dinámica de fluidos computacional (CFD). La empresa está evaluando soluciones adicionales de análisis de elementos finitos de la cartera de software de simulación Simcenter™ de Siemens para el análisis de tensiones.
Ampliación del equipo
Actualmente, Natilus está ampliando su equipo de desarrollo, con el objetivo de duplicar su plantilla muy rápidamente. La empresa busca ingenieros dinámicos, expertos en materiales compuestos e ingenieros electrónicos y de propulsión. “Buscamos ‘lo que hay que tener'”, afirma Matyushev. “Queremos gente apasionada por la aviación, que haya trabajado en la industria, a la que le guste trabajar con las manos y sea multidisciplinar. Se incorporarán a un entorno que trabaja muy rápido”. El equipo ampliado se incorporará rápidamente y colaborará en el proyecto de desarrollo utilizando las soluciones de Siemens.
En igualdad de condiciones con los gigantes de la aviación
“Estamos muy ilusionados con el uso de las soluciones de Siemens: nos ofrecen la capacidad y la tecnología de grandes empresas de aviación como Boeing o Airbus, a un coste muy asumible para una startup”, afirma Matyushev. “Podemos operar en un entorno de ingeniería que está al mismo nivel que los grandes gigantes, igualando esencialmente las condiciones con ellos. Siemens es casi una ventanilla única de herramientas y tecnologías básicas que funcionan en el mismo entorno, y eso nos ayudará a llegar adonde tenemos que llegar con nuestros productos para ofrecer soluciones a nuestros clientes.”