Producto: Simcenter (parte de Siemens Xcelerator) Industria: Procesamiento y envasado de alimentos
Liderando con envases seguros y sostenibles
En un mundo donde los hábitos de consumo están cambiando rápidamente —más salud, menos desperdicio, mayor interés en lo local y lo orgánico— la sostenibilidad se ha convertido en un requisito, no una opción. Sumado a los retos globales como el cambio climático y la inseguridad alimentaria, las empresas deben repensar cómo procesan y distribuyen alimentos.
Con más de 70 años de experiencia, Tetra Pak ha sido pionero en soluciones de procesamiento y envasado de alimentos. Sus populares envases de cartón a base de papel ofrecen una vida útil prolongada sin necesidad de refrigeración ni conservadores, gracias a su innovador proceso aséptico.
Pero lograr esto a escala global —más de 179 mil millones de envases producidos solo en 2023— requiere un nivel de ingeniería y precisión extraordinarios.
Ingeniería de alto rendimiento con Simcenter
Para enfrentar este reto, Tetra Pak confió en Siemens Digital Industries Software y adoptó herramientas avanzadas de simulación como Simcenter Amesim™ y Simcenter STAR-CCM+™, integradas en la plataforma Siemens Xcelerator.
Con estas herramientas, el equipo de Tetra Pak ha desarrollado un gemelo digital de sus procesos de producción, lo que les permite:
Simular la interacción entre fluidos y estructuras (FSI) en procesos críticos como el formado y llenado de envases.
Prevenir problemas antes de que ocurran, como la obstrucción por residuos (“confeti”) durante el troquelado de envases.
Optimizar procesos térmicos complejos como la producción de leche evaporada en polvo, garantizando la calidad de nutrientes sensibles como las proteínas.
“Gracias a las herramientas multiphysics de Simcenter, podemos obtener información desde etapas tempranas de I+D, lo que nos permite mejorar el rendimiento de nuestros productos y procesos de manufactura.” — Ulf Lindblad, Especialista en Tecnología, Tetra Pak
Impacto medible en sostenibilidad y calidad
Gracias al poder de la simulación, Tetra Pak ha podido reducir significativamente:
El desperdicio alimentario al extender la vida útil sin aditivos ni refrigeración.
El consumo energético y de agua, al optimizar procesos clave como el mezclado, secado y formado.
La huella de carbono al explorar nuevos materiales más sostenibles como reemplazo del aluminio.
Además, han agilizado aprobaciones regulatorias (como las de la FDA en EE. UU.) al validar sus innovaciones mediante modelos digitales precisos, eliminando la necesidad de múltiples prototipos físicos.
Un compromiso global con la seguridad alimentaria
Desde el diseño del envase hasta su reciclaje, Tetra Pak mantiene una visión integral de la cadena de valor alimentaria. Hoy, sus soluciones llegan a rincones remotos del mundo, garantizando acceso a alimentos seguros, nutritivos y envasados de manera responsable.
Con Simcenter, la compañía no solo mejora su eficiencia operativa, sino que reafirma su promesa: proteger lo bueno – los alimentos, las personas y el planeta.
CFD para aire limpio: Cómo la simulación está transformando espacios y procesos
Hasta el 2020, la Dinámica de Fluidos Computacional (CFD, por sus siglas en inglés) para garantizar aire limpio no era un tema que captara la atención del público general. Sin embargo, con la pandemia de COVID-19, la necesidad de un aire limpio y saludable se volvió un asunto de interés global. Esto llevó a que CFD llegara a los medios principales. Aunque la atención pública se ha reducido tras la pandemia, la necesidad de aire purificado en instalaciones públicas, oficinas y transporte sigue siendo crucial. Además, no solo los humanos requieren estándares altos de calidad del aire; muchas industrias necesitan ambientes controlados para evitar contaminaciones que puedan afectar la producción de bienes.
La simulación CFD es una herramienta esencial en este desafío continuo. El software de simulación de la cartera Simcenter de Siemens se utiliza en diversas aplicaciones para garantizar que el aire se purifique, mejorando tanto nuestra respiración como los procesos de fabricación.
Tres maneras en las que CFD ayuda a garantizar aire limpio
Aunque las simulaciones CFD no reemplazan las guías de salud pública, pueden ser útiles en tres áreas clave:
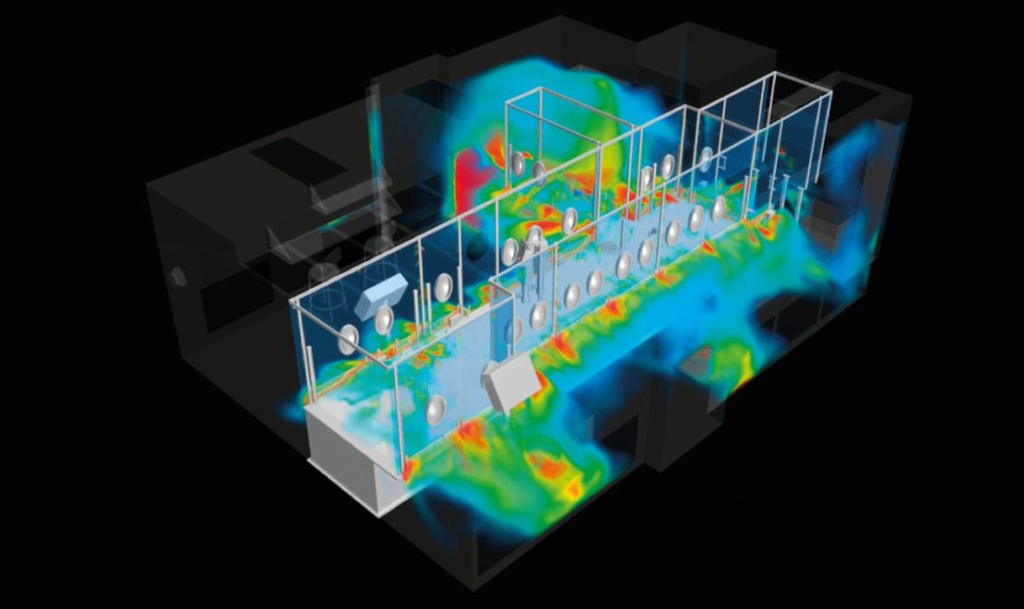
Entender el transporte y mitigación de contaminantes CFD permite modelar el movimiento de aerosoles y partículas en el espacio y tiempo. Esto es especialmente útil en espacios interiores controlados como habitaciones, automóviles, trenes, aviones, salas limpias y fábricas de alimentos.
Mejorar y rediseñar espacios interiores para mayor seguridad Con CFD, se pueden analizar múltiples configuraciones para sistemas de ventilación, asegurando la eliminación eficiente de partículas contaminantes en espacios interiores. También es posible optimizar la ubicación de purificadores y barreras de aire.
Diseñar equipos para eliminar sustancias peligrosas y purificar el aire CFD permite diseñar dispositivos de purificación de aire más eficientes, utilizados en edificios públicos, transporte y entornos industriales.
Casos destacados de CFD para aire limpio
Transporte público
Airbus: Utilizó Simcenter STAR-CCM+ para modelar el transporte de partículas de tos en cabinas de aviones, evaluando la efectividad de las mascarillas.
Norton Straw: Analizó estrategias de ventilación en trenes, como abrir ventanas o instalar barreras plásticas, optimizando la seguridad de los pasajeros.
Edificios
HOLT Architects: Rediseñó espacios de oficina para reducir la transmisión aérea de virus. Las simulaciones evaluaron la efectividad de sistemas HVAC, la apertura de ventanas y el uso de dispositivos de desinfección.
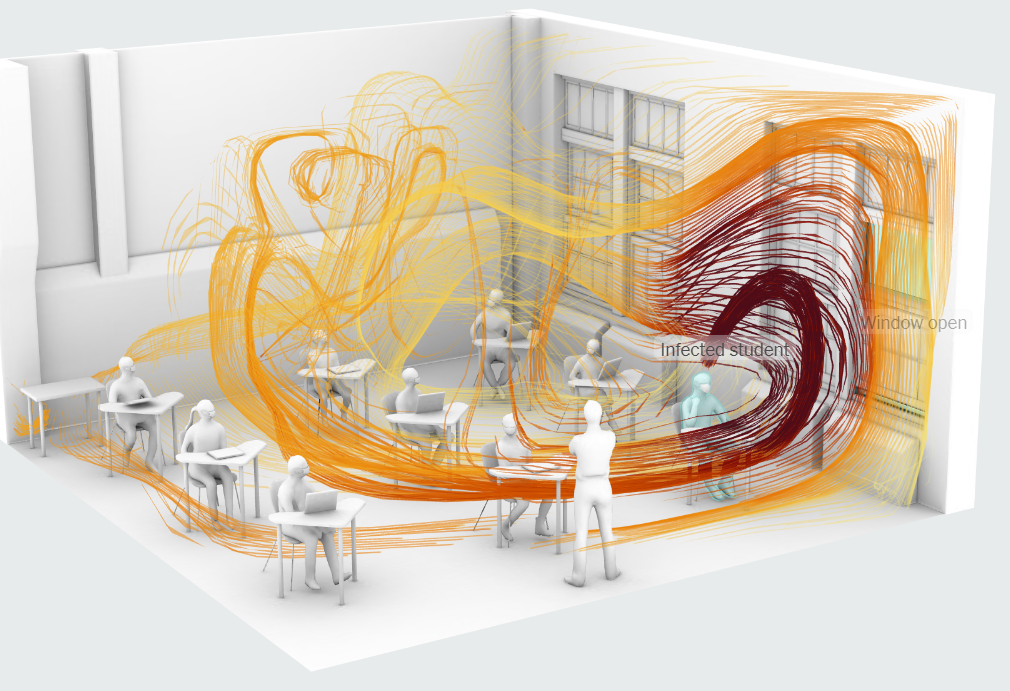
JB&B: Mostró cómo abrir ventanas en aulas diluye contaminantes, ayudando a minimizar el riesgo de contagio en escuelas.
Producción industrial
FS Dynamics: Desarrolló una metodología avanzada para evitar contaminación en máquinas de litografía en la industria de semiconductores.
Creaform Engineering: Simuló líneas de llenado de vacunas en salas limpias, asegurando el cumplimiento regulatorio y minimizando pérdidas económicas.
Más allá de lo humano: Purificación en procesos industriales
Además de proteger a las personas, la simulación CFD juega un papel clave en mantener estándares higiénicos en la producción de alimentos, medicamentos y otros bienes sensibles. Empresas como Excelitas Noblelight y Clean Air Limited han utilizado CFD para diseñar dispositivos innovadores, desde purificadores de aire UVC hasta vitrinas extractoras de humos, mejorando tanto la eficiencia como la sostenibilidad.
En resumen, la Dinámica de Fluidos Computacional no solo ayuda a mejorar la calidad del aire que respiramos, sino que también transforma procesos clave en múltiples industrias. ¿Listo para explorar lo que CFD puede hacer por ti?
Producto: Opcenter APS Industria: Productos de consumo y venta al por menor
Aprovechando una reputación establecida y confiable
Las bolsas, incluidos los sacos de basura, películas plásticas y fundas para tubos, son productos indispensables en el día a día. Son utilizados en la mayoría de los hogares y en muchas industrias, como la alimentaria, la de bebidas, el comercio minorista y la construcción. Con sede en Środa Wielkopolska, Polonia, Polipak Sp. z o.o. es un fabricante líder en Europa Central y del Este, y forma parte del Grupo Sarantis, que ha construido una marca confiable y reconocida por millones de consumidores. Destacando por su amplia gama de productos, que incluyen soluciones estándar y a medida, la empresa juega un papel clave en el mercado especializándose en la producción de diversos productos de película plástica.
Digitalización para lograr un crecimiento dinámico
El Grupo Sarantis da gran importancia a la sostenibilidad como elemento clave en su estrategia de negocios. Por ello, Polipak se esfuerza constantemente por aumentar la eficiencia de producción, reducir costos y minimizar su impacto ambiental, todo mientras mantiene la más alta calidad de sus productos, lo cual es su principal diferenciador en el mercado.
Con el objetivo de seguir mejorando sus procesos y fortalecer su posición en el mercado, Polipak necesitaba sistemas que gestionaran de manera integral los procesos de producción, automatizaran la generación de informes y optimizaran el uso de recursos. Además, necesitaban implementar e integrar sistemas para asegurar la compatibilidad sin fisuras entre los sistemas existentes y las divisiones de las empresas del Grupo Sarantis, que operan en diferentes regiones del mundo.
Con el rápido crecimiento del volumen de producción y el aumento del número de máquinas, Polipak debía adoptar herramientas de planificación y gestión más avanzadas. Los métodos tradicionales, como las hojas de datos completadas manualmente, demostraron ser ineficaces para afrontar los desafíos de eficiencia de producción y optimización de recursos.
Para lograrlo, Polipak se asoció con ASKOM, un socio de Siemens Digital Industries Software, para implementar el software Opcenter™ para la planificación avanzada y programación (APS) y como sistema de ejecución de fabricación (MES). Además, Opcenter forma parte de la plataforma empresarial Siemens Xcelerator, que integra software, hardware y servicios.
“Necesitábamos una solución que proporcionara trazabilidad y control en cada etapa de la producción”, dice Andrzej Migda, consultor de sistemas de tecnología de la información (IT) en Polipak. “Nuestro objetivo era integrar soluciones digitales modernas para gestionar mejor el complejo proceso de producción en varias etapas. Así que, posteriormente, integramos el APS y el MES de Siemens, que se convirtieron en claves para el crecimiento de la empresa.”
Optimizando procesos y minimizando residuos
Las tres áreas clave de la empresa, el Departamento de Películas, el Departamento de Rodillos y el Departamento de Regranulación, así como el sistema central de dosificación, están estrechamente interconectados como parte de un proceso de producción multietapa. Comienza con un proceso totalmente automatizado para preparar lotes de mezcla de gránulos de materia prima, que incluye una docena de materias primas, aditivos y tintes para cada extrusora por separado, incluidas las máquinas de tres capas para cada tornillo en el sistema central de dosificación.
Una vez que se pone en marcha el proceso de alimentación de la materia prima, se produce la película en las máquinas de extrusión, se enrolla en fardos y luego se transporta al almacén de películas. Cuando se necesita la película para producir bolsas, se transporta al Departamento de Rodillos, donde se producen los productos terminados. Estos procesos de producción de películas y bolsas generan residuos. Aunque Polipak ha logrado reducir la cantidad de residuos, en los niveles actuales de producción, generan alrededor de 5,000 toneladas métricas al año. Una cantidad tan grande requiere un reciclaje eficiente para poder reutilizarse en el proceso de producción.
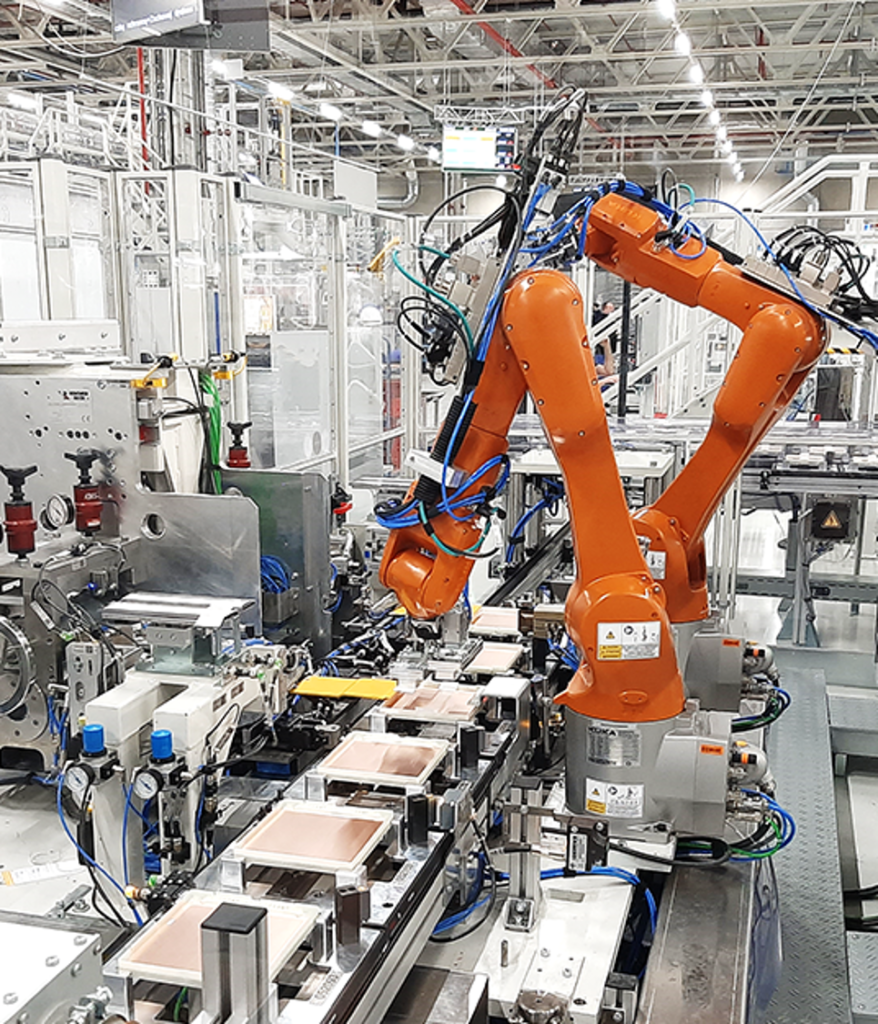
Cuando comenzó a implementar soluciones digitales personalizadas de Siemens, Polipak operaba con una instalación de producción equipada, entre otras cosas, con 67 extrusoras (incluidas las de tres y dos capas, lo que totaliza 95 tornillos) en el Departamento de Películas, 32 máquinas en el Departamento de Rodillos, líneas de embalaje automatizadas, máquinas para producir regranulado (un tipo de plástico hecho de materiales reciclados) a partir de residuos y un sistema automatizado de dosificación central para alimentar las extrusoras con materia prima.
Las herramientas avanzadas de planificación y gestión de producción, adecuadas para su gran y creciente escala de operaciones, fueron esenciales para asegurar el funcionamiento fluido del sistema. Con las soluciones de Siemens, Polipak puede gestionar eficazmente su infraestructura compleja y optimizar los procesos de producción, compras y ventas, además de minimizar el desperdicio de materia prima.
Apoyo a la toma de decisiones estratégicas
Con Opcenter APS, Polipak automatizó la programación de producción, optimizando el uso de recursos y acelerando el cumplimiento de los pedidos. La empresa reemplazó la planificación de producción anterior, que era lenta y propensa a errores, por un proceso flexible de programación. Este proceso tiene en cuenta la naturaleza multietapa de la producción, las restricciones de producción y la disponibilidad de recursos y materiales, considerando el tiempo de las entregas programadas de materia prima.
Al aprovechar este sistema APS, Polipak también aceleró el proceso de planificación y mejoró el uso de la capacidad. Como resultado, la empresa puede cumplir los pedidos de manera más rápida y eficiente. Al mismo tiempo, el sistema implementado permite ajustarse de manera flexible a los cambios en la producción, incluida una rápida respuesta a fallos de maquinaria o posibles escaseces de materia prima. La integración con otros sistemas, como ERP, MES o el sistema central de control de dosificación, permite un flujo de información sin fisuras, lo que aumenta la precisión de la planificación y permite crear escenarios de producción realistas.
“Usar Opcenter apoya la toma de decisiones estratégicas, permitiéndonos responder rápidamente a las necesidades cambiantes de los clientes o circunstancias”, dice Migda. “Al monitorear la producción en tiempo real, podemos evaluar el progreso del plan, lo cual es clave para mantener una alta productividad y minimizar el tiempo de inactividad.”
Uso de Opcenter para la gestión de calidad de la producción
La implementación de Opcenter Execution Process, una solución MES de Siemens en Polipak, fue un paso clave para utilizar sistemas informáticos en la gestión del proceso de producción. Opcenter Execution Process es el sistema principal para gestionar la producción, junto con otros sistemas, como APS, ERP, el sistema de gestión de almacenes (WMS), el sistema de dosificación central y un sistema de gestión de mantenimiento computarizado (CMMS). Al mantener interfaces, compartir datos y realizar comunicaciones bidireccionales en tiempo real, crea un entorno integrado de gestión de la producción.
Antes de implementar el MES, el monitoreo de la producción y la gestión de datos estaban fragmentados y requerían mucho trabajo manual. Con el sistema, Polipak puede rastrear con precisión el proceso de producción en tiempo real, lo que ha mejorado significativamente la transparencia y el control sobre las operaciones en la planta. El sistema recopila y analiza los datos de las máquinas, permitiendo a la empresa identificar posibles problemas antes de que afecten la eficiencia de la producción.
El uso de Opcenter también permite una mejor sincronización de las actividades operativas, desde la recepción de las materias primas hasta la producción, el empaquetado final y la distribución de productos. La integración de los datos de producción con el sistema MES proporciona visibilidad total a lo largo de la cadena de producción, lo que resulta en una mayor calidad del producto y un desperdicio mínimo. Al mismo tiempo, los procedimientos sin fisuras para recibir productos, productos semifabricados y residuos en el sistema MES permiten a Polipak seguir el rendimiento y los parámetros de calidad en tiempo real y reaccionar ante los problemas a medida que surgen, afectando sus indicadores de rendimiento observados.
Además, el uso de Opcenter Execution Process juega un papel clave en la gestión de la calidad, permitiendo monitorear los parámetros de producción y detectar de manera temprana las desviaciones de los estándares de calidad. Esto reduce los residuos y las quejas, y apoya la mejora continua de los procesos de producción.
Impulsando la sostenibilidad corporativa
La implementación de las soluciones de Siemens en Polipak tuvo un impacto positivo en las operaciones, eficiencia y crecimiento sostenible de la empresa. “Gracias a los sistemas avanzados APS y MES de Siemens, podemos gestionar con precisión nuestros recursos y procesos de producción, lo que fortalece nuestra competitividad”, dice Migda.
Al mejorar cada vez más la gestión de recursos, Polipak aumentó la proporción de regranulado en la producción del 30% al 90% en los últimos años. Este aumento es el resultado de un enfoque estratégico hacia las materias primas, que incluye no solo la compra de regranulado y el procesamiento de sus propios residuos de producción, sino también la compra de residuos limpios de postproducción del mercado. Así, los residuos que antes iban a un vertedero ahora se utilizan como materia prima valiosa, apoyando el rendimiento ambiental de la empresa.
La estrategia para aumentar la proporción de regranulados en la producción requiere asegurar la calidad adecuada de las materias primas. En respuesta, Polipak prevé implementar una planta automatizada de lavado de residuos para finales de este año, lo que permitirá a la empresa producir regranulado incluso a partir de residuos de calidad inferior
Además, mediante el uso de Opcenter, Polipak tiene una mejor trazabilidad para asegurar que todos los residuos reciclados y materiales sean evaluados adecuadamente y utilizados para la producción.
Recuperar a los usuarios de sillas de ruedas Millones de personas están confinadas en sillas de ruedas por enfermedad o lesión. A pesar de algunos avances en la tecnología de las sillas de ruedas, la falta de progresos significativos desde su invención sigue siendo insuficiente para proporcionar a las personas la capacidad de ponerse de pie y caminar. En primer lugar, está el aspecto social de estar a una altura diferente de quienes te rodean. En segundo lugar, la posición sentada prolongada asociada al uso de la silla de ruedas puede provocar problemas de salud, como reducción de la densidad ósea, osteoporosis, atrofia muscular, úlceras por presión, espasmos, cambios en la tensión arterial, problemas articulares e incluso afecciones cardiovasculares.
Nicolas Simon tiene varios familiares que padecen Charcot-Marie-Tooth, una enfermedad degenerativa que en sus fases avanzadas suele obligar a los pacientes a utilizar una silla de ruedas.
Sin cura conocida, Simon quería ofrecer una alternativa. Así que en 2012 fundó Wandercraft con el objetivo de desarrollar un exoesqueleto que permitiera a las personas con discapacidad por debajo de la cintura volver a caminar.
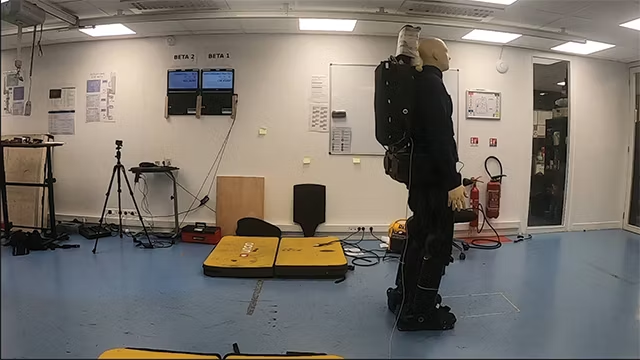
La empresa ha construido e implantado el Atalante X en entornos de rehabilitación en hospitales, pero quiere ampliar esa visión más allá de un entorno sanitario. «Queremos dar más autonomía a las personas y que puedan utilizar estos exoesqueletos en el mundo real, no sólo en un entorno controlado con un médico o un fisioterapeuta», afirma Fabien Expert, Director de Tecnología (CTO) de Wandercraft. «Sólo en Estados Unidos, calculamos que hay 300.000 personas con lesiones medulares que podrían beneficiarse del exoesqueleto en su forma actual. A medida que adaptemos el diseño en futuras versiones, esperamos hacerlo apto para aún más personas ampliándolo a otras patologías, rehabilitación de ictus y esclerosis múltiple.»
Para lograr este objetivo, Wandercraft adoptó el software Simcenter™ Madymo™ de Siemens Digital Industries Software. Simcenter Madymo, que se desarrolló principalmente para la industria del automóvil, se utiliza para desarrollar con mayor rapidez mejores soluciones de seguridad para ocupantes y peatones. Simcenter Madymo forma parte de la plataforma empresarial Siemens Xcelerator de software, hardware y servicios.
Mitigar el riesgo de nuevas lesiones Sacar el dispositivo a la calle es un gran paso. «La seguridad es absolutamente fundamental», explica Expert. «Las personas a las que ayudamos pueden desplazarse solas en silla de ruedas. El exoesqueleto les permite ponerse de pie y caminar, pero tenemos que mitigar el riesgo de que sufran más lesiones. Por ejemplo, si se cayeran y sufrieran fracturas o lesiones en la cabeza, estarían en una situación aún peor que antes».
Como el exoesqueleto ya resultaba funcional, Wandercraft necesitaba adaptarlo para proteger a los usuarios y que no temieran la posibilidad de sufrir un accidente que les causara lesiones adicionales a largo plazo.
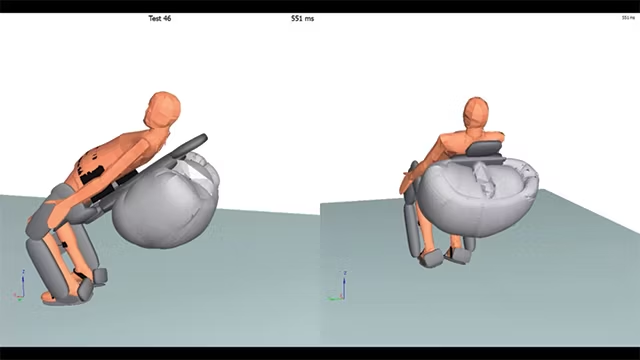
Sistema de airbag personal Wandercraft se inspiró en los airbags que se utilizan en los vehículos, ya que están diseñados para amortiguar los impactos sobre las personas y minimizar las lesiones. El exoesqueleto está diseñado para que el centro de masa del sistema esté en la espalda, de modo que si se produce un fallo eléctrico o un desequilibrio, la persona que lo utilice caería de forma natural hacia atrás. Esto significa que podrían instalar el airbag en la espalda para proteger al usuario.
Sin embargo, garantizar la eficacia del airbag exigió un análisis y una evaluación considerables. Tenía que ser fácil de añadir al exoesqueleto sin estorbar al usuario, pero también proporcionar suficiente protección para reducir significativamente el riesgo de lesiones en caso de caída.
«Primero teníamos que saber si era factible», explica Expert. «Debemos ser capaces de detectar que se está produciendo una caída y desplegar el airbag en menos de medio segundo. Era importante determinar si sería mejor utilizar varios airbags o sólo uno, y acertar con el tamaño para que ofreciera suficiente protección sin añadir demasiado peso al exoesqueleto.»
Construir prototipos físicos para probar esto habría sido un proceso que habría llevado mucho tiempo porque cada airbag tenía que hacerse a mano. Utilizar maniquíes físicos tampoco proporcionaría datos completos sobre las posibles lesiones de los usuarios. Wandercraft necesitaba una solución más rápida que pudiera reproducir completamente el cuerpo humano y predecir lo bien que lo protegía el airbag durante una caída.
Combinar el AEF con la simulación multicuerpo Al principio, Wandercraft utilizaba una herramienta de simulación de análisis de elementos finitos (AEF), pero no era suficiente para obtener los datos que necesitaban. «No teníamos forma de modelar con precisión al paciente para saber qué lesiones podía sufrir», explica Maxime Beck, jefe de ingeniería mecánica. «Teníamos una herramienta de simulación multicuerpo independiente, pero necesitábamos una solución que combinara ambas cosas».
Para ayudarles, Wandercraft se puso en contacto con la Universidad de Estrasburgo. «La universidad nos presentó Simcenter Madymo», explica Beck. «Podíamos medir la aceleración y la velocidad angular, pero no sabíamos cómo utilizarlas para predecir el impacto en el paciente. La Universidad de Estrasburgo nos enseñó a crear la simulación con Simcenter Madymo y a utilizar sus modelos de cuerpo humano para medir el efecto en el usuario».
«El hecho de que Simcenter Madymo se haya utilizado para simulaciones de seguridad en vehículos nos ayudó mucho, ya que tiene muchos modelos de cómo debe funcionar un airbag. Con Simcenter Madymo pudimos cotejar los resultados de la simulación con los de las pruebas físicas, lo que nos dio confianza para seguir adelante. Luego pudimos optimizar con cada iteración sin tener que crear un nuevo prototipo cada vez que cambiábamos el diseño.
Diseño simplificado y menor tiempo de desarrollo Uno de los resultados más importantes de la simulación fue determinar cuántos airbags debían utilizarse, sobre todo para maximizar la seguridad, pero también para que el dispositivo fuera lo más rentable posible. «La simulación nos permitió experimentar con varios airbags, pero descubrimos que no añadían más protección para el usuario», explica Beck. »Cada airbag necesita su propio mecanismo de gas y activación, así que cuantos más haya, más compleja es la configuración. Saber que un airbag grande ofrecía tanta protección como dos o tres más pequeños significaba que podíamos reducir la complejidad, lo que hacía que toda la unidad fuera más fácil y barata de fabricar.»
De hecho, tener un solo airbag no sólo es más rentable, sino también más seguro. Un sistema multiairbag depende de que cada airbag se active en el momento exacto. Si uno falla, es como si no hubiera protección. Cuanto más complejo es un sistema, más posibilidades hay de que falle. Por eso, al tener un solo airbag y un solo disparador, el sistema es inmediatamente más fiable.
Expert afirma que el uso de Simcenter Madymo también ahorró mucho tiempo de desarrollo de ingeniería: «Los prototipos físicos le llevaban a un ingeniero tres días cada vez. Y se trata de un proceso tan único que sólo contábamos con una persona con los conocimientos necesarios. Sin la simulación, habríamos tenido que esperar tanto tiempo entre cada iteración para probar nuestras teorías. Habría llevado tanto tiempo alcanzar el diseño óptimo que sencillamente no habría sido práctico».
«Una vez construido el prototipo, se tarda otro día entero en configurar la prueba, pero podemos configurar una simulación con los parámetros que queramos en sólo un par de horas».
Normativa, mejoras y novedades Ahora que Wandercraft confía en la seguridad de su exoesqueleto, la empresa está realizando más pruebas para superar la normativa necesaria. «Esperamos conseguir la autorización reglamentaria completa antes de finales de 2025», afirma Expert. «Entonces podremos sacarlo al mercado y veremos a la gente utilizar nuestro exoesqueleto en la vida cotidiana».
Pero eso es sólo el principio. Gracias a la simulación que hizo posible el primer dispositivo, Wandercraft seguirá haciendo uso de él a medida que mejoren futuros productos. «Hemos conseguido el primer objetivo de sacar a los pacientes de la silla de ruedas», dice Expert. «Pero el objetivo es darles más. Sabemos que pedirán más una vez que empiecen a experimentar su nueva libertad, ya sea la que no han tenido desde una lesión o la que nunca han tenido por haber nacido con una determinada afección. Tenemos la intención de trabajar en funciones adicionales para satisfacer esa demanda. «Gracias a Simcenter Madymo, siempre podremos garantizar que los dispositivos con estas nuevas funciones serán seguros para los usuarios».
Mejorar el trabajo y la calidad de vida de los agricultores El Grupo Carraro se fundó en 1932 con el objetivo de mejorar el trabajo y la calidad de vida de los agricultores. Diseña y fabrica soluciones para maquinaria agrícola, desde tractores hasta cosechadoras. Desde la creación de su división de ejes y transmisiones, el Grupo Carraro se ha convertido en un socio clave para los principales fabricantes mundiales de maquinaria agrícola. Esta organización global cuenta con nueve plantas de fabricación y más de 3.000 empleados.
Además, Carraro Group está creando un nuevo paradigma en el sector de la maquinaria agrícola con la introducción de sus modelos de tractores híbridos y una línea de productos eTransmission de impacto cero, diseñados para vehículos híbridos y totalmente eléctricos. El reducido equipo de 11 ingenieros eléctricos y de arneses de la empresa crea unos 50 arneses al año.
“En la actualidad, nos centramos en reducir las emisiones y maximizar la eficiencia de las máquinas de movimiento de tierras y los equipos para huertos y viñedos”, afirma Paolo Righetti, director del centro de competencia eléctrica de Carraro Agritalia, la división de tractores del Grupo Carraro. “La tecnología, la innovación y las personas son nuestros pilares, los puntos de partida para posicionarnos como el fabricante líder mundial de engranajes y sistemas de transmisión”.
Seguir el ritmo de la producción acelerada En 2014, el rápido crecimiento de Carraro Agritalia impulsó a su atareado equipo de investigación y desarrollo (I+D) a buscar nuevas herramientas para racionalizar el cableado eléctrico y el diseño de los mazos de cables.
“El diseño del cableado y los mazos es fundamental para Carraro Agritalia, porque es el corazón de los vehículos que fabricamos”, afirma Righetti. Sin embargo, los cambiantes requisitos de diseño para crear cadenas cinemáticas para maquinaria pesada suponen un reto para las herramientas primitivas de simulación y análisis. Para dar cabida al creciente número de complejas características, funciones y sistemas operativos de los productos basados en software, se requiere una sofisticada validación y gestión de revisiones del software.
“Nuestro entorno de diseño eléctrico era suficiente cuando estábamos empezando”, explica Righetti. “Sin embargo, a medida que ampliamos nuestro equipo y empezamos a asumir más proyectos, realizar un seguimiento rápido y eficaz de los errores y solucionarlos se convirtió en algo fundamental, y la herramienta que teníamos instalada lo hacía lento y engorroso.” La herramienta existente no ofrecía la posibilidad de realizar comprobaciones de reglas de diseño (DRC), que era un paso importante a medida que la empresa aumentaba el volumen de proyectos.
El equipo de I+D de Carraro Agritalia necesitaba una solución que pudiera integrar el diseño de los arneses con el cableado, de modo que los datos pudieran transferirse fácilmente y reutilizarse a lo largo del desarrollo. También necesitaban minimizar los errores y reducir el tiempo necesario para la asignación de piezas eliminando las tediosas tareas manuales. La capacidad de generar automáticamente informes personalizados también era esencial.
“Reducir los errores durante el diseño es de vital importancia”, afirma Righetti. “Los errores de fabricación pueden retrasar significativamente la producción y requerir cambios manuales que consumen mucho tiempo antes de que la fabricación pueda continuar”. Los errores de diseño que persisten en el producto acabado pueden dar lugar a retiradas obligatorias, lo que repercute en la credibilidad de la marca entre clientes y clientes potenciales. “Para evitar fallos posteriores a la producción, necesitábamos un sistema de gestión de datos de una sola fuente y una forma de probar y validar los diseños al principio del proceso, cuando es más fácil corregirlos”, explica Righetti.
Integración de la biblioteca de códigos para permitir una verificación temprana y eliminar errores Como parte del despliegue, Righetti trabajó con Har-Tech para crear una biblioteca de modelos de componentes eléctricos que se correspondieran con los símbolos eléctricos y el código de Carraro Agritalia e integró esta biblioteca en la herramienta Capital Essentials.
Además, Har-Tech creó listas de comprobación y sesiones de prueba automáticas para validar los esquemas antes de crear el prototipo, lo que permitió al equipo de I+D de Carraro Agritalia realizar la primera fase de validación y comprobaciones antes de realizar el primer pedido de arneses.
Al simplificar el proceso de diseño y verificación de los complejos y modernos diseños de cables y arneses, Capital Essentials está ayudando a Carraro Agritalia a establecerse en el mercado de los tractores eléctricos. Según el informe de investigación Global Autonomous Electric Tractor Market 2021, se prevé que crezca a una tasa de crecimiento anual compuesto (CAGR) del 32,7 por ciento de 2021 a 2027 y alcance alrededor de 4.233,50 millones de dólares en 2027.
Obtener una ventaja competitiva con menos errores y tiempos de prueba más rápidos Desde la implantación de Capital Essentials, el equipo de I+D de Carraro Agritalia ha ampliado su uso de Capital Essentials de dos licencias a siete, reduciendo sustancialmente los costes y aumentando la productividad. Han reducido la probabilidad de errores de diseño en un 25 por ciento, han aumentado el equipo funcional para comprender claramente la conectividad y el comportamiento de los circuitos y corregir cualquier problema en una fase temprana del ciclo de diseño. Har-Tech será parte integrante de ese proceso y tiene previsto introducir la simulación en el proceso de diseño para la continuidad, así como las direcciones y cálculos de caída de tensión y corriente. De este modo, los ingenieros de Carraro Agritalia podrán trabajar con mayor rapidez y precisión que con los sistemas tradicionales.
“Nuestro objetivo es mejorar la vida de los trabajadores que manejan maquinaria agrícola y de construcción”, afirma Righetti. “Con Capital Essentials en nuestra caja de herramientas, podemos ofrecer maquinaria de máxima calidad al mercado con mayor rapidez, reducir los gastos generales y los riesgos operativos y cumplir nuestra promesa de reducir las emisiones al tiempo que maximizamos la eficiencia de las máquinas.”
MicroPort CRM (Cardiac Rhythm Management) es una unidad de negocio de MicroPort Scientific Corporation que fabrica marcapasos, desfibriladores implantables, cables de estimulación y monitores Holter para pacientes con trastornos del ritmo cardiaco. Las soluciones de MicroPort CRM son productos de Clase III, lo que significa que están estrictamente regulados por las autoridades normativas y deben tener el máximo nivel de calidad.
Más allá de un sistema basado en papel
Antes de la introducción de MES en 2014, la trazabilidad era totalmente manual y todas las grabaciones de los sistemas de prueba que se utilizaban para comprobar las características electrónicas de los dispositivos, los números de lote y los materiales utilizados para la fabricación de los productos eran gestionados y firmados de forma separada y paralela por el operario.
Se gastaba una enorme cantidad de trabajo en realizar la actividad de trazabilidad en papel.
Este fue el impulso para implantar el software Opcenter™, un sistema de ejecución de fabricación (MES). Forma parte de la cartera Xcelerator™, la cartera completa e integrada de software y servicios de Siemens Digital Industries Software. Y hoy en día muchas máquinas de la planta de producción MicroPort CRM reciben información de Opcenter MES.
“Opcenter nos permitió controlar la producción: registrar todos los datos relacionados con la producción y buscar, recuperar y consumir una cantidad masiva de datos, pero también nos permite controlar y evitar errores durante el flujo de fabricación”, – dice Federico Carnovale, director de tecnología de la información (TI) en MicroPort CRM.
Carnovale continúa destacando la importancia de la trazabilidad: “Si no tenemos una trazabilidad completa de un producto, no podemos vender ese producto, así que tenemos que desecharlo. Hoy en día, con un sistema que dirige la ejecución de la fabricación, podemos evitar este tipo de problemas y el consiguiente rechazo”.
Opcenter merece la pena
“Uno de los beneficios que obtuvimos con este sistema fue que, con la enorme cantidad de datos recopilados en un único repositorio digital, añadimos la posibilidad de realizar informes analíticos. Antes de Opcenter era más difícil crear informes con datos en directo procedentes directamente de una fábrica” – dice Carnovale.
“Si nos fijamos en las plantas industriales, podemos imaginar que un gran porcentaje de la línea de tiempo de la fabricación se gasta en firmar, escribir, perder, imprimir: eliminar todo esto significa acelerar el tiempo de entrega de la producción y esto es un beneficio para la digitalización de la fabricación” – dice Fadi Fakhouri, Director de TI en MicroPort CRM
“A menudo nos auditan entidades de certificación y recientemente hemos recibido elogios del organismo notificado por nuestro sistema de trazabilidad y la solidez de nuestra estabilidad. Podemos proporcionar a los auditores información en tiempo real, recuperar los datos cuando quieran y demostrar la fiabilidad de los datos que desean sin demora”. – afirma Alessandro Starace, Director de Gestión de Datos de MicroPort CRM
Integración de Opcenter con otros sistemas de la fábrica
Opcenter está integrado con el sistema de planificación de recursos empresariales (ERP) de la empresa y está interconectado directamente con sus máquinas de pruebas y fabricación y con los sistemas de automatización, que interactúan en tiempo real.
Esta integración es clave porque, por ejemplo, una máquina que debe fabricar una pieza debe obtener información sobre la instrucción de fabricación inmediatamente en tiempo real antes de ejecutar la fabricación. A su vez, tiene que proporcionar información al sistema sobre la operación que acaba de realizar porque la siguiente operación puede producirse unos segundos más tarde. Por tanto, es necesario disponer de un medio de comunicación que sea extremadamente rápido.
El etiquetado es otro aspecto clave en la industria de los productos sanitarios. El etiquetado del producto se realiza con un software que gestiona el etiquetado de todos los productos en el sistema MicroPort CRM. En este caso MES proporciona información que es consumida por el software de etiquetado para producir etiquetas.
La producción de baterías se desarrolla en un panorama dinámico de fabricación. La eficiencia es la piedra angular del éxito. En ningún lugar es esto más evidente que en el ámbito de la producción de baterías para automóviles, donde la precisión y la optimización son primordiales. En EBZ Group, un faro de innovación en la industria del transporte, Louisa Christin, gestora de proyectos senior en planificación de la producción, lidera la mejora de la producción de baterías mediante la integración de la planificación del diseño en la simulación del flujo de materiales.
Liberar el potencial
El viaje de Louisa Christin al mundo de la ingeniería mecánica en la Universidad de Ciencias Aplicadas Ravensburg-Weingarten sentó las bases para su trabajo pionero en EBZ. Desde que se incorporó a la empresa en 2018, es responsable de proyectos de planificación de la producción, centrándose especialmente en las instalaciones de producción de carrocerías y baterías. Su experiencia se extiende a la simulación del flujo de materiales, donde ha sido fundamental en la implementación de simulaciones estáticas y dinámicas utilizando el software Siemens Tecnomatix Plant Simulation.
El poder de la integración En su conferencia, Louisa arrojará luz sobre las sinergias entre la planificación del diseño y la simulación del flujo de materiales, haciendo hincapié en las ventajas de su integración en el contexto de la producción de baterías. Combinando estas metodologías, las empresas pueden obtener información muy valiosa sobre sus procesos de producción, lo que se traduce en una mayor eficiencia, una reducción de los costes y una mejora de la calidad.
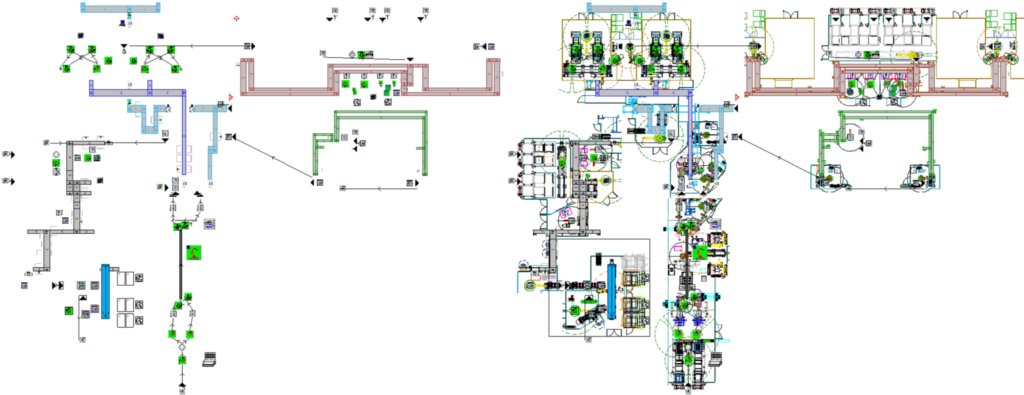
Afrontar los retos Basándose en experiencias del mundo real, Louisa presentará tres casos de uso convincentes del negocio de proyectos de EBZ. Cada caso proporcionará una visión global del proyecto, destacando las diferencias entre la producción de baterías en la simulación de flujo de materiales con y sin implementación de layout. Los asistentes comprenderán en profundidad la evolución de la producción de baterías en la simulación del flujo de materiales y los retos encontrados en el camino.
Obtener beneficios Louisa se adentrará en el corazón de cada caso de uso, debatiendo los mayores retos a los que se ha enfrentado y las estrategias empleadas para superarlos. Los asistentes podrán conocer los beneficios tangibles que se han derivado de la integración de la planificación del diseño en la simulación del flujo de materiales, como el aumento del rendimiento, la optimización del uso de los recursos y la racionalización de los procesos.
Al integrar a la perfección la planificación del diseño con la simulación del flujo de materiales, las líneas automatizadas de producción de baterías diseñadas por EBZ no sólo optimizan la eficiencia, sino que también nos impulsan hacia un futuro en el que la precisión y la innovación convergen para impulsar la industria del automóvil.