Wisdom James Murombo has a passion for engineering and has been exploring the use of new techniques to optimize his designs for strength and weight. Wisdom is in his third year of study of Industrial and Manufacturing Engineering at the National University of Science and Technology (NUST) in Bulawayo, Zimbabwe.
Optimizing designs using generative design
For design projects that are assigned to NUST students, Wisdom was motivated to think beyond conventional solutions and is exploring the use of generative design techniques in Solid Edge. “I’ve always been interested in engineering and design,” Wisdom says. “My father runs a workshop for diesel engine maintenance and I have learned many practical engineering techniques by helping him in his workshop. But I always wondered if the design of the engine components I worked on can be improved.”
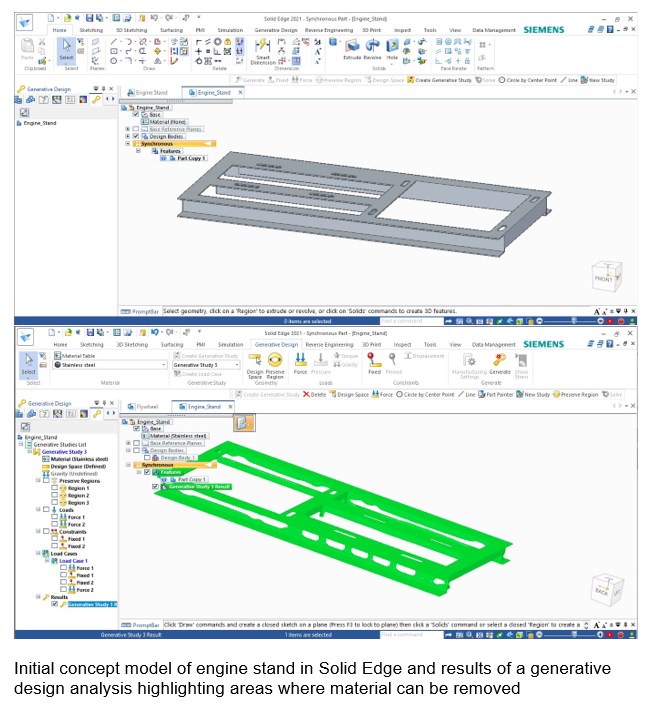
Wisdom continues: “I’m using Solid Edge with its generative design capabilities to investigate whether I can make components as light and efficient as possible while maintaining the required strength.” One of his recent projects was to design an engine mount to use in his father’s workshop: “I came up with an initial conceptual design and added the loads that the support will need to support. The generative design capability in Solid Edge shows me where the material can be reduced without compromising the strength of the stand.”
Design a system to help COVID19 diagnosis
Wisdom does not limit his talent to mechanical design projects. He also has skills in writing software and artificial intelligence. He recently joined forces with another student to design a system that processes x-ray images to support rapid diagnosis of COVID19 patients. Wisdom says: “Using AI techniques, the system has the potential to partially automate the initial diagnosis of patients. This can help our healthcare professionals work more efficiently with an increasing number of patients.” This project took second place in the 9th ICAT Tech-a-thon of the International Network of Appropriate Technology (INAT).
Future plans
When he graduates, Wisdom plans to apply his design and automation skills to work for a company in the areas of manufacturing, mining or automotive in Zimbabwe or abroad. Another possibility is for Wisdom to start its own business and be in addition to the Solid Edge for Startups program. We want Wisdom success in the future and hope you will continue to explore next-generation design technologies on Solid Edge.
Product: MJP Print Industria: Medical and Forensic
Not long ago one of the realities of the medical device industry was that a company had to have a large footprint to reach the market with an innovative product.
But an emerging generation of small companies is using a laser-focus on their product niche and new technologies such as 3D printing to break through the barriers of the past.
ZetrOZ is a prime example. The company, privately funded with about 20 employees, late last year introduced sam®, the world’s smallest ultrasound therapy system that provides an alternative to pharmaceutical-based pain treatments.
sam stands for Sustained Acoustic Medicine, a suitable name for a device delivering long-duration, continuous ultrasound therapy that’s completely drug-free and cleared by the FDA. According to ZetrOZ, the deep-penetrating ultrasonic therapy—available only before in large, expensive machines located in the offices of healthcare providers—reduces inflammatory pain, relieves muscle spasms, improves joint and muscle flexibility, and increases local circulation.
3D prototypes like the real thing
After nearly a year on the market, ZetrOZ needed to design a new version of sam, with the emphasis on making the casing for the device more aesthetically pleasing, both to the eye and the touch. ZetrOZ also wanted to ensure that sam can withstand the rigors of everyday use in a home environment, which could include everything that typically happens to a cell phone: people sitting on it and dropping it, cats playing with it, dirt, dust, humidity, moisture—you name it.
The updated design work was done with help from the Connecticut Center for Advanced Technology Inc. (CCAT) and a funding grant through Connecticut’s Manufacturing Technical Assistance Program, a state-legislature supported program.
CCAT uses the ProJet® 5500X (now sold as the ProJet 5600) printer to quickly produce multi-material prototypes that are not just approximations of actual products, but that look and feel exactly like injection-molded parts.
“The ProJet 5600 is a unique 3D printer,” says Eric Wold, CCAT machining applications specialist. “It has the ability to blend materials within a single part build. It is especially good for parts with over-molded features, such as a rubber grip on the outside of a handle or case.”
For ZetrOZ, the over-molding capability is critical for creating a rigid case that provides a comfortable, tactile feel.
“Working with CCAT and its 3D Systems’ printer gives us access to a wide range of printed materials,” says ZetrOZ’s Eric Kolb. “We can experiment with different material properties for strength, flexibility, surface finish, comfort and resolution.”
CCAT has developed sam prototypes using three different materials from 3D Systems: VisiJet CR-WT, a white, ABS-like material; VisiJet CR-CL, which is clear and has the translucence and strength of a polycarbonate; and VisiJet CF-BK for the over-molded areas that require a rubber-soft gripping surface.
Iterations in half the time
Over the past several months working on the new version of sam, the two Erics have leveraged 3D printing technology to forge an easy-going, clearly defined relationship.
“Basically I send a SOLIDWORKS CAD file to Eric and he does the rest,” says Kolb.
Wold converts the CAD file into STL format and loads it into 3D Systems’ 3D Sprint software to lay out the parts on the ProJet 5600 build plate. When the parts come out of the printer they are placed in an oven to remove wax used during the build process, cleaned with mineral oil in an ultrasonic machine, and gently washed with hot water and a mild soap.
ZetrOZ is refining a favored design and materials after about six vastly different design concepts were considered. It takes about a week, including shipping, for CCAT to return a 3D-printed prototype for each iteration, according to Kolb.
“If we were using a traditional injection-molding process, each prototype could take eight to 12 weeks to build and we’d probably only have time and money for one design iteration,” says Kolb. “Some new molding processes can reduce that time to a couple of weeks, but that’s still twice the time it takes us working with CCAT and its 3D Systems equipment, software and materials.”
“The quality and the detail of the 3D printer are amazing,” says Wold. “We have had people visit our facility who have been 3D printing for years and they cannot believe the fine details the printer is capable of. Parts that come out of the printer look like finished production parts, not 3D-printed prototypes.”
Skin in the game
The new, improved version of sam is not just a professional concern for ZetrOZ’s Kolb. As a runner and triathlete who has suffered from chronic injuries, Kolb is using sam to get back in shape for future competition. He’s benefiting from the controlled-release, long-duration treatment provided by sam, using the device up to four hours a day, five days a week.
“In the past I’ve never been able to use products I’ve worked on because they were for surgical procedures,” says Kolb. “It’s nice to be designing something I can touch and operate as an end user.”
Kolb expects that the more rugged and cosmetically pleasing sam will be released in the first part of 2016, providing another example of how, with the help of 3D printing, big ideas from small companies can come to market faster and less expensively than ever before.
The Holy Torah Ark of Mantua is one of the rarest and most impressive exhibits at the Nahon Museum of Italian Jewish Art in Jerusalem. Designed to house the holy Torah scrolls and created by the finest craftsmen of Mantua, Italy in 1543, this unique wooden ark decorated with the original gilded carving is one of the oldest in the world. Its style echoes that of the biblical Holy Temple in Jerusalem, which is believed to have housed the Ark of the Covenant. It was designed in the shape of a building and features architectural elements such as columns and capitals.
From the time of its construction to the present day, the Mantua Ark has undergone multiple incarnations. Finally, after World War II, with a declining Jewish community, the ark was shipped to Jerusalem and placed in its present abode. Once there, it underwent extensive renovation, preservation, and restoration, all of which brought it back to its wonderful present condition.
For an ordinary visitor to the museum as well as visitors to the museum’s website, however, the ark’s special history in regards to its symbolism and features remains unknown. Its size and position prevents close inspection and even the features which are visible cannot be fully appreciated.
In 2015, the Nahon Museum initiated a project designed to tell the story of the ark, its journey, and its historic meaning in the context of Jewish Italian life. The website Mantua in Jerusalem outlines the history, life, and culture of the Mantua Jewish community and the importance the ark held to its people, generation after generation.
It was for this reason that the museum chose to embark on an ambitious endeavor – to 3D scan the ark and make it fully accessible to visitors, both in person and virtual.
Due to its size, geometry, and the complexity of its texture, the scanning of the Mantua Ark posed certain challenges:
The topography of the ark – extremely complex, with numerous areas without direct visual access. In addition, the ark stands so close to museum walls it left very little room for the scanning equipment to work, as well as operating the scanner at the angles required to reach the blocked surfaces.
The texture. The ark was initially made of wood. However, its entire surface is coated in a gold leaf, which is smooth and shiny – one of the most hard-to-capture surfaces for any 3D scanner. When it came time to do the scanning, it was neither permitted nor practical to coat the surface with matte powder. Even if it were, it would have altered the surface quality of the ark.
Thirdly, while the topography of the ark is complex, the texture is very symmetrical and the pattern is repetitive, which somewhat complicated aligning and fusing the multiple scans.
And finally, the size of the ark (over 3 meters high) made the scanning process all the more challenging.
After assessing the complexity of the job, it became clear that the highest-quality tool is needed to digitize the ark, and the museum turned to Caliber Engineering and Computers Ltd, Artec 3D’s Gold Certified Partner in Tel Aviv. Zvi Grinberg, head of Caliber at the time, was immediately brought into the project. Being so different from the technical engineering CAD projects his company usually undertook, he recognized both the professional challenge and the unique cultural value of this project, which he volunteered to take on at no cost.
After a thorough examination of the ark, the Caliber team decided Artec Eva was the most suitable scanner for the job. Called “a monster among handheld scanners,” this structured-light 3D scanner excels at capturing medium-to-large objects with an outstanding accuracy of up to 0.1 mm and exceptional resolution, even for black and shiny surfaces, which gives it an edge over other scanning solutions on the market. Plus, it is lightweight and fast, which makes it especially helpful when capturing diverse historical pieces, sculptures, and monuments in far-from-ideal scanning environments, whether on a sunny day outside or deep within a dimly lit gallery.
To capture the ark from the ground up and give the scanning team easy access to the top of the object, special scaffolding was built in the museum. Normally used for medium-sized objects, it was a personal challenge for Eva to capture such a large object. It took 15 hours over three days for the team to complete the scanning, followed by several more to align, clean, and fuse the multiple scans together. Overall, 78 separate scans were made. The final model was over 700 MB and contained over 16 million polygons.
“Despite the ark’s large size, we’ve managed to get good results with Artec Eva right from the first attempt thanks to the texture and geometry of the ark. After the scan, we were able to finish all the work at the office using Artec Studio software, with no need to come back for additional scans and repair,” said Guy Engel, CEO of Caliber Engineering.
After the initial processing stage, the Caliber team reduced the size of the file while maintaining the quality of the original scans, and touched up the 3D model to prepare it for public display. At this point, the file was passed on from Caliber to the Department of Photographic Communication at the Hadassah Academic College in Jerusalem, to Associate Professor Moshe Caine specifically. Having extensive knowledge and experience in 3D scanning and photogrammetry solutions for cultural heritage preservation, Professor Caine polished the 3D model of the ark to the peak of perfection.
Professor Caine’s scan processing workflow went as follows:
Fine-tuning and cleaning minor defects of the mesh using Autodesk (beta) Memento Software.
Adding in a back wall and floor. Because the ark was mounted to the museum wall, it was impossible to scan the back and underside of the ark. Rather than construct a false rendition of them, it was decided to computer generate a simple wall and floor and add them to the model.
Image processing of the texture map. Despite the meticulous work during the scanning stage, small defects still remained, as well as an inaccurate color rendition of the ark. Additional photography was subsequently carried out using a DSLR Nikon camera, and the corrected surfaces were fused into the original UV map. Various methods were tested for this purpose, including:
Parameterization and texturing from rasters in Meshlab.
Exporting the map as a PSD (Photoshop) file, correcting in Photoshop, reimporting to and then exporting the corrected model.
Opening the OBJ file in Photoshop and working directly on the texture layer. Ultimately, a combination of the above techniques was employed until satisfactory results were achieved.
Color correction was carried out on the final texture map with Photoshop software, using the actual ark as the sole reference.
After scanning dozens of historical pieces, Professor Caine elaborated on his approach to the 3D scanning and processing workflow:
“One major piece of advice (for those planning to 3D scan cultural heritage) is this: work slowly and carefully. Don’t hurry. Move in as close as possible to the object. Use lots of soft light. And remember the saying: ‘Garbage in… garbage out.’ The result will only be as good as the work and care that goes into it.”
When Professor Caine finished his meticulous scan processing, the final model was uploaded for public viewing to the Nahon Museum website Mantua in Jerusalem, dedicated to the art of Mantua’s Jewish community. In addition, an onsite kiosk with a touchscreen was installed next to the ark, making it possible for museum visitors to view the magnificent historical showpiece from all angles, zoom in and out to examine every detail, and most importantly, to have immediate access via hotspots to the relevant information for various aspects of the historic artifact.
The overall response to the model has been very positive and enthusiastic. According to the museum’s personnel and Professor Caine, people particularly appreciate the ability to explore the ark up close and from all angles. This is the magic of 3D models, which 2D images or even physical objects as large as the Mantua Ark normally cannot compete with. Projects such as this are an amazing example of how 3D scanning technologies transform the way we perceive and can preserve cultural heritage.
Back in the 1500s, the citizens and members of Mantua’s Jewish community couldn’t even imagine that their descendants would one day not merely be able to see their community’s signature artifact all in one piece, even after 500 years, but also be able to explore it up close in 360 degrees without even leaving their homes.
Product: NX CAD Industry: Electronics and Semiconductors
Using NX Open to automate iterative design and analysis processes results in highly efficient, standardized operations.
Engineers helping engineers
Founded by three United Technologies engineers in 1995, Design Automation Associates Inc. (DAA) offers a variety of engineering consulting services, with a focus on helping companies automate their product development and configuration processes. The firm, which now has a staff of 20, serves a wide range of industries, including rotating equipment, electronics packaging, industrial machinery, aerospace, military and automotive.
DAA has a great deal of experience in determining which activities are suitable for automation. One of the most promising involves the design and analysis of engineered-to-order (ETO) and configured-to-order (CTO) products. “Iterative problems occur in all areas of engineering design and analysis, but they especially occur in companies with engineered-to-order and configured-to-order products where certain parts are designed so repetitively that automation can provide huge time savings,” says John Lambert, president and CEO of DAA.
As a specific example in electronics packaging, Lambert points to the finite element analysis (FEA) that must be performed for ETO printed circuit boards (PCBs). “For every new order, these companies have to re-engineer their circuit boards. Even when companies use good analysis technology, there is still a lot of work that must be done by hand,” Lambert explains. In many cases, manual calculations are needed to deter-mine loads, for example, and to assess the results of an analysis. “Many of those calculations, such as those used to interpret results, involve specialized procedures that are part of a company’s intellectual property that makes it unique and able to compete,” Lambert continues. “There is a whole domain of logic and calculation that won’t be added to any analysis software as out-of-the-box functionality, because it is company-specific.”
DAA has seen situations where the analysis process for a single ETO product took as many as 40 hours. “And a company might perform that same analysis process 100 to 200 times a year,” Lambert says. “In addition to the time and expense incurred, having to rely on so much manual calculation introduces the likelihood of error.” Whenever DAA does see attempts at automation, it’s almost always in the form of macros, which are, as Lambert points out, “twenty-year-old technology.”
Way beyond macros
DAA engineers use a number of advanced design and analysis solutions in their work, but when it comes to automating complex, iterative analyses and design-analysis loops, the firm relies on Simcenter and NX software from Siemens Digital Industries Software. DAA uses Simcenter 3D and Simcenter Nastran, both part of the Siemens’ Simcenter portfolio, for advanced analysis. “The Simcenter and NX toolset is world-class functionality,” says Lambert. “With Simcenter 3D and NX, we get integrated modeling and analysis capabilities, as well as NX Open.” NX Open is the application programming interface (API) embedded within both Simcenter 3D and NX. DAA uses NX Open, along with some custom coding, for its more complex automations. “The problems we’re focusing on require complexity and automation beyond that supported by out-of-the-box capabilities,” says Lambert. “For that we use NX Open.”
As an example of the automation DAA has done, Lambert describes a finite element analysis of a PCB destined for use in an aerospace application. “This is a great example of a task that must be done iteratively, in part because there are so many design variables, such as the components on the board and the mounts, that can be changed,” Lambert explains. “Also, the boards are subject to random vibration, and depending on the spectrum there can be one or more keep-away zones. You need to iteratively move frequencies to get them away from “keep-away zones” and into areas of lower vibration, but it’s not that simple because you can increase loads and stresses by doing that. When you move frequencies, you have to reassess loads. And often in electronics packaging there are components that have frequencies close to each other, so they magnify each other. It becomes an exhaustive, iterative game to achieve the balance between proper frequency placement and the structural board integrity.”
DAA’s automated version of this process, which looks to the user like native NX functionality, includes geometric modeling, FEA preprocessing, postprocessing and analysis using Simcenter 3D and Simcenter Nastran® software. Starting with the NX geometry model of the PCB, the program automatically creates the finite element mesh and applies the appropriate material properties. Then it iteratively runs a frequency extraction analysis (Simcenter Nastran Solution 103). Custom code written by DAA using NX Open compares the results to the random vibration spectrum, and then continues the iterative looping and modifications to the PCB geometry until the PCB vibration frequencies are out of the keep away zone on the random vibration curve. Next, custom calculations are done to determine loads, followed by analyses of stresses and deflections (Simcenter Nastran Solution 101). Some additional custom code combines those results with industry and process knowledge to generate life predictions, make comparisons against material allowables, and ultimately determine whether the design is acceptable. If not, the process starts again and the iterations continue until the design has adequate structural integrity.
In this example, Lambert notes that thermal analysis is not involved, although it could be: “Generally there is thermal analysis that has to be done and it can be included in the automation as well.”
Huge time savings and fewer errors
One of the most obvious benefits of automation, as illustrated in the PCB example, is the time it saves. Lambert has seen situations where an analysis that previously required 40 hours is now done by the automated process in 15 minutes.
Of course, creating the automation takes time, and DAA has a good rule of thumb for estimating how much time. “It takes approximately 10 times as long to create a somewhat robust automation routine as it does to run a single iteration,” Lambert explains. “So not everything is appropriate for an automation. If it’s an analysis that a company will run only a handful of times, it’s probably not worth it. But if it’s some-thing they’re doing 25 or 100, or 200 times a year, it makes a lot of sense.”
What skill level is needed to create an automation such as the one he described? “You need someone who has a moderate level of programming capability,” Lambert says. “The journaling function will generate a lot of NX Open code for you, but you need to know how to open that code, edit it and enhance it so it’s more suited to a general-purpose application, instead of just recording keystrokes.”
There are several other benefits to auto-mating iterative simulation processes with Simcenter 3D. Automations maintain the NX look and feel, so users who are comfortable with NX CAD need minimal training to use them. Also, once processes are automated by expert analysts, they can be run by users with less education and training, freeing up analysts for more challenging projects. Automating a process also has the effect of standardizing it and eliminating human errors, such as analysts’ mistakes in hand calculations.
DAA has had so much success using NX Open automation that it surprises Lambert that more companies aren’t taking advantage of the software’s programming functionality. “There is very powerful capability in NX and Simcenter but we rarely see it used even though there is a great need for this kind of automation among our customers,” he says. “In the right situations, automating simulation processes within the NX CAD environment could be well worth the investment.”