

admin
Reducing Wheel Force Measurement Costs by 66% Using Virtual Sensors, Simulation and AI

Industry; Automotive

The challenge: accurately measuring wheel forces
For automotive OEMs, understanding the forces acting on the wheels is critical. These forces define the loads a vehicle will experience and directly influence how it must be designed to withstand them.
Traditionally, engineers attach wheel force transducers to each wheel of a vehicle and perform test runs with a wide range of maneuvers to measure all the forces experienced during driving.
However, wheel force transducers are extremely expensive, typically costing €250,000 to €500,000 for a set of four wheels on a single vehicle. In addition, manufacturers must consider how vehicles are used in different countries, as forces vary depending on driving style, road surface, traffic density and weather conditions.
As a result, if forces need to be understood across four different countries using four vehicles, the investment in transducers alone can reach €1 million.
These transducers also require significant time for installation and calibration to ensure accurate measurements. Their size increases the overall width of the vehicle, which can make driving on certain roads impractical or even illegal. This added width also increases the risk of damage on narrow roads, a serious concern given the high cost of the equipment.
Despite these challenges, wheel forces must be measured. Without accurate data, design trade‑offs become difficult, often resulting in vehicles that either degrade too quickly or are over‑engineered, leading to inefficient and costly development.
A new approach: lower cost and faster testing
Fortunately, there is an alternative approach that has already proven successful for one customer.
This Siemens‑delivered solution achieved:
- A 66% reduction in wheel force measurement costs
- A 50% reduction in total proving‑ground testing time, from two weeks to one
Let’s explore how this was achieved.

Combining small sensors, simulation and AI
Simcenter Engineering Services developed a new solution that combines traditional wheel force transducers with lower‑cost, easily configurable sensors, along with simulation and artificial intelligence models. This approach delivers the same results much faster and at a fraction of the cost.
Physical sensors and AI for wheel force measurement
One set of high‑end wheel force transducers is still required to provide ground truth data. This enables benchmarking and validation of the forces estimated by the virtual wheel force sensors. However, all of this data can be collected on a proving ground, without the need to drive on public roads.
Proving grounds are typically busy and offer limited time slots, making efficiency essential. At the same time, a wide variety of maneuvers must be performed to capture real‑world driving scenarios, including:
- Acceleration and braking events
- Lateral events such as cornering
- Vertical events such as speed bumps and hills
- Different road surface conditions
Efficient data acquisition with Simcenter SCADAS RS
Simcenter SCADAS RS enables fast and efficient test setup by allowing multiple engineers to work in parallel. For example:
- One engineer can define channel names
- Another can install sensors and adjust their directions
- A third engineer can perform quick sanity checks on the sensor installation
The software also uses event markers, allowing the test driver to annotate each measurement with the test condition. This eliminates the need for an additional engineer inside the vehicle during testing. These annotations are stored as channels in the dataset, making post‑processing and analysis more efficient.
Creating virtual sensors for wheel force measurement
Simcenter SCADAS RS captures and processes the data and then transfers it to Simcenter Testlab Neo Process Designer. This tool automatically removes accelerometer drift, corrects sensitivity issues and compensates for sensor orientation errors, ensuring the AI model is trained with high‑quality and reliable data.
Further processing in Simcenter Testlab Neo extracts additional information from the measured signals. For example, instead of using raw acceleration data, the workflow can leverage the jerk of a filtered accelerometer signal within a specific frequency range, such as 60 to 100 Hz.
Using Simcenter Testlab Workflow Automation, engineers can apply this processing across hundreds of test runs overnight, without manual intervention.
Finally, Simcenter Reduced Order Modeling is used to build a model that predicts wheel forces based on data from the lower‑cost sensors.
The results show a close correlation between the forces predicted by the AI model and the forces measured by the physical transducers.

Results: 66% lower cost and 50% less testing time
Based on testing conducted across four countries, this solution delivers the same results with a 66% reduction in wheel force measurement costs. In addition, it cuts total proving‑ground testing time in half, from two weeks to one.
These significant savings allow manufacturers to test more vehicles while still spending considerably less than traditional methods applied to fewer units.
Benefits beyond durability
This specific use case focused on durability, ensuring vehicles are designed to last. However, the same methodology can also be applied to:
- Predict maintenance needs earlier or later than average estimates
- Support NVH optimization, helping engineers understand how noise and vibration impact cabin comfort under different conditions

An end‑to‑end approach enabled by Siemens
The key to the significant time and cost savings achieved in this case lies in the end‑to‑end approach developed by Simcenter Engineering Services, covering the complete workflow:
- Data acquisition
- Data processing
- AI model training
All fully enabled by Siemens tools.
Advanced data and AI solutions make these gains possible. Simcenter Engineering Services helps integrate data into automated, AI‑driven workflows using simulation and physical testing solutions such as Simcenter SCADAS and Simcenter Testlab, providing a powerful competitive advantage in product development.
Xtreme Manufacturing Boosts Quality and Efficiency with Creaform’s HandySCAN 3D MAX Series
Industry: Telescopic Handlers
Xtreme Manufacturing offers the most extensive and complete line of high-capacity, heavy-duty telehandlers in North America. Known for robust performance and reliability in the most demanding environments, Xtreme places a strong emphasis on quality at every stage of production.
To uphold its commitment to quality when inspecting large welded structures, Xtreme Manufacturing needed a solution that could deliver fast, accurate, and versatile measurements. Among all requirements, speed proved critical to accelerate telehandler assembly. The chosen solution met these demands, combining efficiency, accuracy, and ease of use without compromise.
This article explores how Xtreme Manufacturing improved manufacturing quality and inspection efficiency by integrating the Creaform HandySCAN 3D | MAX Series into its workflow.

Inspection Challenges Impacting Assembly Efficiency
Before adopting Creaform’s 3D measurement technology, accurately inspecting large welded structures was a significant challenge for Xtreme Manufacturing. Manual inspection methods were not only slow but also allowed certain defects to go unnoticed, reaching the assembly line and causing delays and costly rework.
With multiple large welded structures requiring frequent inspections, the company needed a faster and more reliable measurement solution. Speed was a particular concern, as slow inspection processes jeopardized production flow and created bottlenecks.
The Need for Fast, Detailed Inspections on Large Welded Structures
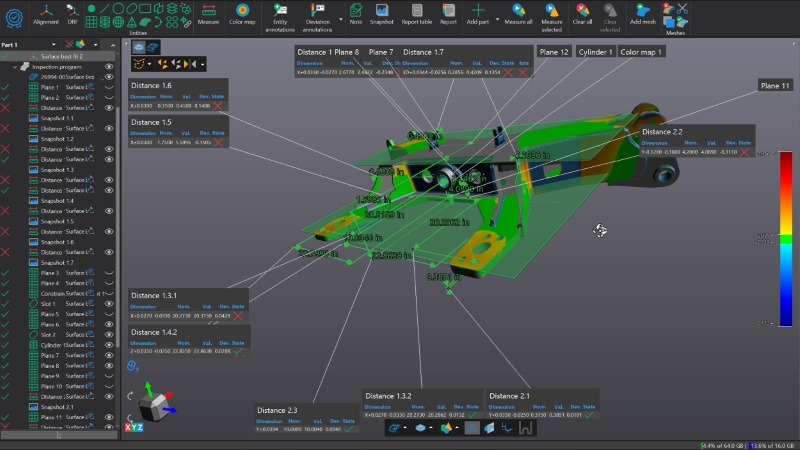
After evaluating several options, Xtreme Manufacturing chose the Creaform HandySCAN 3D | MAX Series for its ability to efficiently inspect multiple features on large welded structures and generate detailed inspection reports. One of the most valued functions was the ability to create an inspection file with all dimensions directly from the CAD model, ensuring a clear correlation between design intent and measurement results.
Integrating the portable HandySCAN 3D scanner into existing inspection workflows was straightforward, and the adoption process exceeded expectations. After just a few scans, the team quickly gained confidence in using both the Creaform portable scanner and the inspection module within the Creaform Metrology Suite, making implementation intuitive and seamless.
Solving Problems Before They Reach the Assembly Line
The adoption of Creaform’s 3D scanning technology quickly paid off. In one case, Xtreme Manufacturing detected an increase in welded stabilizer base structures that could not be installed on machines during assembly. To prevent further disruptions, they proactively removed 30 units from inventory and scanned each one to identify defects before they reached production.
This proactive approach allowed the team to isolate the issue in time and avoid repeated delays. Moving forward, they now have the ability to anticipate quality problems by quickly scanning inventory parts when needed, ensuring that “the pain is felt only once.” As Adam Truster, Manufacturing Engineer, explains:
“Implementing 3D scanning technology has significantly reduced production disruptions by quickly identifying quality defects before they escalate. This has optimized our process, ensuring smoother operations and maintaining high product standards.”
Adam Truster, Manufacturing Engineer at Xtreme Manufacturing

Xtreme and Creaform: A Partnership That Delivers Results
Xtreme Manufacturing’s experience with Creaform has been overwhelmingly positive, from technical support to the performance of the HandySCAN 3D solution. Encouraged by the results, they plan to expand the use of this technology to inspect additional components such as chassis, telescopic booms, and welded structures before they reach the assembly line.
With Creaform, Xtreme continues to raise the bar for innovation and product quality. After all, innovation should simplify processes, not complicate them. By integrating Creaform’s 3D scanner into their workflow, they have improved quality control without disrupting operations—proving that the right technology drives better engineering outcomes.







