In 2018, Ford acquired the century-old building, aspiring to restore it to its former glory. The upgrade also involves plans to use the site as a new mobility innovation district and as a hub for the development of Ford’s autonomous vehicles.
Nevertheless, time has taken its toll on the building, with many architectural elements now unrecognizable or even completely missing. Complicating things further, the building is so old that its original architectural plans cannot be found.
Challenges Awaiting the Restoration Team
To solve problems along the way and successfully complete this unique restoration project, there were two essential tasks: finding the right partner and using the right technology. Thanks to valuable help from Computer Aided Technology (CATI) and their world-renowned 3D scanning solutions, Ford has been able to move the project along and get through the preliminary restoration phases.
It All Starts with the Right Partner For help in restoring the ceiling and window components, Ford turned to CATI, whose expertise, problem-solving skills, and continuous support made it possible to overcome challenges as they arose. Thanks to their team’s experience and knowledge, they were able to consider various approaches to resolving issues; CATI’s engineering and manufacturing experts could then choose the right solutions and implement them effectively. The team being responsive to requests and flexible in how they work resulted in quicker turnaround times in terms of quality control and reverse engineering, which Ford really appreciated. This strategic relationship with CATI and its selection of market-proven technology contributed to Ford’s success in this titanic project.
New Technology Required to Rebuild the Old Train Station
The architects who designed the Beaux-Arts style station had also worked on Grand Central Terminal in New York City. Therefore, in its glory days, the building was rich in architectural elements that are now damaged or partially missing. To ensure historical accuracy in recreating some of its original architectural pieces, the restoration team needed to be able to replicate the right level of detail.
Creaform 3D scanners help turn intricate designs into usable 3D data. With the MetraSCAN 3D and its 15 cross sections, the restoration experts could measure the finest details, digitize the damaged parts of the building, and upload them into software where they could digitally repair them. The digitalized files were thus used to recreate the missing physical pieces in their original forms.
In short, 3D scanning technology made the restoration process faster and more precise, which enables engineers to take measurements and capture information that might have been impossible to obtain with traditional methods.
Heritage Preservation Is Where Old Objects Meet New Technology
Preserving cultural heritage is a delicate task that generally involves reverse engineering – the process of reconstructing a physical object as a 3D model to recover its design intent. Since the computer-aided design (CAD) models or the plans are often difficult to find or no longer available, archivists and heritage managers must use modern technologies to recover 3D data and recreate 3D models.
High-resolution, versatile, easy-to-use, and quick 3D scanning tools and software, such as the MetraSCAN 3D and VXModel, are the preferred solutions for efficiently scanning decorative elements of an architectural design and digitally creating 3D models with maximum quality and realism in order to restore them.
A Historical Symbol Brought Back to Life
Ford wished to make a difference in its community by creating jobs and restoring the former glory of a symbol of innovation from the past. The motor company did so by partnering with CATI experts who employed Creaform 3D scanning solutions. This new generation of technologies was used to recreate architectural details lost to exposure and vandalism.
Modern technology has helped to restore a once-iconic train station that had become a famous urban ruin, transforming it into a new innovation hub where future technologies will be developed and deployed. Creaform is proud to have contributed, through its valuable partner CATI, to this restoration effort and the realization of Ford’s visionary ideas.
Product: Artec Space Spider Industry: Design and Art
Nature has always been an inexhaustible source of inspiration for people. Climbing pads mimicking the biomechanics of gecko feet, antibacterial micropattern that mimics the form and function of sharkskin, or the aerodynamics of the famous Japanese bullet train inspired by the shape of a bird’s beak – these are just a few examples of how models, systems, and elements of nature are used to solve complex human problems and design challenges.
As Janine Benyus, biologist, author, and co-founder of Biomimicry Institute famously said in her TED talk: “We are surrounded by genius. We were never the first ones to build [anything].”
Global urbanization, mass migration to cities, and new travel regulations leave us humans with a limited selection of opportunities to get in touch with all the facets, recipes, and blueprints that this greatest invention machine has to offer. However, there are places in the world where you can access thousands of authentic natural history specimens without having to go into the wilderness, fly to a remote island, or wade through impenetrable jungles, unbearable heat, or cold. One such place: the Edna W. Lawrence Nature Lab.
Edna W. Lawrence Nature Lab (photo courtesy of the Nature Lab)
Overview
Founded in 1937 by a Rhode Island School of Design graduate, long-time faculty member, scholar, teacher, and accomplished American painter, Edna Lawrence set out to, in her own words, “open students’ eyes to the marvels of beauty in nature…of forms, space, color, texture, design, and structure.”
The Nature Lab is not your typical laboratory. What started as a small collection of natural specimens that Edna picked up during her summer road trips for her Nature Drawing class in the 1920s, turned into 1,286 species (including shells, butterflies, minerals, skeletons, seed pods, and taxidermy) in 1937, and had grown to up to more than 25,000 items by the time she retired 38 years later.
Today, the Natural History Collection consists of nearly 80,000 individual specimens, which students and faculty members of RISD have unrestricted access to, whether it’s a science, art, or design project they are working on.
“There’s definitely no other department in the university or standalone place that is anything like the Nature Lab and its Natural History Collection,” said Benedict Gagliardi, Staff Biologist at the Lab. “Students can get a fully immersive experience in there – they can open cabinets and take out shells, bones, and pieces of driftwood and taxidermy animals and actually interact with them: draw, feel, move around, and spell them.”
“It’s a very welcoming environment. The notion is like: we’ll go as deep as you want to, but we aren’t going to push it on you,” said Dr. Jennifer Bissonnette, Interim Director of the Nature Lab. “And if you have questions, we have three biologists on staff that can help you dig deeper and do whatever it is you want to find out about.”
Apart from the main collection, the Nature Lab also houses collections of insects, lichens, corals, and other small-scale specimens, collections of organic and non-organic materials, living plants, rare natural history books, as well as provides access to the latest imaging equipment to explore all its variety of natural artifacts at multiple scales and dimensions. One of such imaging tools that the team at the Nature Lab added to their kit in 2015 is Artec Spider.
Adding a 3D scanner to the toolkit
“Part of what we are doing here is creating a space for the visualization to take on new directions,” said Dr. Jennifer Bissonnette, Interim Director of the Lab. “We were thinking of novel ways of appreciating those organisms, surfaces, and textures that we have here, and Artec Spider was a perfect fit because of its state-of-the-art ability to capture really fine resolution of different structures.”
Designed to scan small objects with fine details in high precision, Spider is an ideal solution for digital preservation of natural and historical artifacts in their true shape and color. Powerful, accurate, yet lightweight and easy to use, Spider became a welcome addition to the Lab’s collection of imaging equipment, alongside professional microscopes, action cameras, GPS trackers, and other tools for research and documentation of natural materials, specimens, systems, and processes.
The Nature Lab uses Artec Spider to digitize their 80K+ Natural History Collection (photo courtesy of the Nature Lab)
Since the moment the 3D scanner was available to the Lab faculty members and students, it quickly became one of the most popular tools. “There’s something encouraging in being given access to such a high-level piece of equipment and being able and trusted to use it,” said Gagliardi. “It makes that part of your project so more personal and connected to it, rather than just saying: Oh, can you scan this for me?”
Going digital
3D scans of taxidermy specimens, natural history objects, and materials that students captured with Spider at that time were initially stored on external hard drives by Gagliardi and his team and were solely available only to their creators through direct inquiry. But the whole process changed when the pandemic hit. Since students and faculty members couldn’t come to the Lab and interact with its collections onsite, there needed to be a way for them to access those specimens – at least some of them – digitally. That’s when Benedict came up with an idea to upload all the 3D scans they already had to Sketchfab, an online 3D model sharing platform, and create a Virtual 3D Specimen Library:
“When the pandemic hit, losing that sort of tactile learning was really difficult to substitute with any sort of digitized representation,” said Gagliardi. “But man oh man…that digital collection has been a huge benefit for the teachers who were struggling to digitize their curriculum. 3D scanning with Artec Spider was hugely, critically important to give that three-dimensional understanding of things.”
The Lab team decided to make all the models in the library freely downloadable, so both students and faculty staff could use the files, abstract them, and do whatever they wanted to make them their own.
Nautilus Shell 3D model made with Artec Spider
Having exact 3D replicas of various specimens and materials also allowed the team to bring a new perspective to their biomimicry classes:
“One of the topics that we’re working on in the lab is called biomimicry, in other words, using nature to inspire design solutions,” said Bissonnette. “Having a digital collection of different natural forms and materials allows us to analyze them, and take them to other software where we can start building off structures to modify for whatever design intention.”
The new approach also made it possible to lend the items that previously were available for “Lab only” use:
“In normal terms, we can lend out lots of specimens like library books: a hand-made glass box with a spread butterfly in it, for instance, certain types of shells and all kinds of small specimens,” said Gagliardi. “We have red dots on the things that you cannot take out. 3D scanning gave us the ability to lend those out in a way, so people could interact with them after hours or remotely far away. It really changed the way this lending process was working.”
Another advantage of having a digital catalog of 3D models online was an opportunity to connect to a global community of creators and researchers:
“We had so many exciting comments from people who incorporated our 3D scans in their own artworks, video game designs, and other disciplines,” said Gagliardi. “There are also biologists who helped us identify some of our specimens. For example, what we’ve always labeled as a chinchilla skull up on Sketchfab, turned out to be a muskrat skull.”
On typical workflow
During the pandemic, the scanning process had to change, too. With almost everyone working or studying remotely, it was Gagliardi who started scanning different specimens by requests from lecturers or students to replenish their newly created.
“Taking it into a virtual space suddenly became not just an interesting thing for students and faculty to be able to do, but critical to be able to still get access to the collection,” said Bissonnette.
Although each type of specimen is unique, most objects scanned in the Lab follow the same two-scan workflow.
First, an item is scanned one time around on top and the sides, then flipped over for another scan of the bottom and the sides. The team also uses a foldable light box from ORANGEMONKIE to achieve high-quality, evenly lit texture, and an electric turntable for smooth and steady scanning.
“From the first time I used it, I was blown away, especially by seeing the process of what Artec Studio software does,” said Gagliardi. “You get a raw scan and you think ‘cool, this looks like a thing that I’m scanning,’ but the end product, the finalized mesh, is so refined compared to the initial scan that I’m still in awe every time I get the final product out.”
After scanning is complete, the team processes the data using Autopilot mode in Artec Studio. Once done, the final model is exported directly to Sketchfab as is, or in some cases, first to Blender for additional post-processing. “The scans that Artec Studio puts out are pretty high quality, so often we just export the scan and we’re ready to go,” added Gagliardi.
Currently, the digital collection consists of 500-600 scans with almost 400 already uploaded and available for download on Sketchfab.
On future plans
Through launching their virtual library of 3D scanned specimens, the Nature Lab team gave access to some of the finest natural artifacts from Edna Lawrence legendary collection – and not only to the students and faculty members of the Rhode Island School of Design, but public schools and institutions who may not have access to such resources. It has also allowed them to connect and collaborate with other universities and museums that also use Artec scanners, photogrammetry, or other digitization methods.
“I continue to get comments, messages of thanks, and inquiries from professionals and non-professionals in the art and science world, out of RISD,” said Gagliardi. “Recently, a project manager from one of the world’s largest providers of museum technical services contacted me to verify that it was ok for them to use our painted turtle model for a casting project. I’m amazed by the wide reach and variety of connections this platform and unique resource has helped foster.”
Now back to training individual students how to create their own 3D models with the Artec Spider, the virtual collection continues to be of huge value to students, teachers, and other users. There are still remote courses at RISD that make significant use of the digital collection as a learning tool, and it has likewise been a valuable asset as the school expands Continuing Education programs via digital platforms to a wider audience.
“We definitely plan to continue building our remote digital resources,” said Gagliardi. “The pandemic has taught us so much about how valuable they are. We would have had a very different year with regard to our success in being remote if we hadn’t had Artec Spider.”
Yinxu National Archaeological Site Park (Photo: 163.com)
The Yinxu oracle bones
Oracle bone inscriptions are the earliest known systematic characters in China and East Asia, with a history of more than 3,000 years. The oracle bones were mainly unearthed in the area of Xiaotun Village, Anyang, Henan Province. Historically called Yin, Anyang was the capital of the late Shang Dynasty. Oracle bone inscriptions are usually engraved on tortoise shells or animal bones, and most of their content is related to divination by the Yin and Shang royal families.
Today, oracle bone research has become a subject of great interest around the world. At present, more than 150,000 oracle bones have been unearthed, about 2,500 characters have been identified, and about 2,000 characters have yet to be deciphered. There are more than 500 Chinese and foreign scholars engaged in oracle bone inscriptions, with more than 3,000 monographs and papers published. The study of oracle bones has also promoted the development of various disciplines such as linguistics, history, ethnology, astronomy, meteorology, agriculture, medicine, historical geography, and archaeology.
On Dec. 26, 2017, these oracle bones were successfully included in the UNESCO Memory of the World Register, a compendium of the world’s documentary heritage.
Chiselling an oracle bone (Courtesy of the CCTV documentary “the Dynasty of Oracle Bones”)
The ancient method of inscription rubbing
Since the discovery of oracle bone inscriptions by epigrapher Wang Yirong during the Guangxu period of the Qing Dynasty, oracle bone inscription researchers and enthusiasts have faced a challenge that is crucial to solve: how to transcribe, disseminate, and share the textual information on oracle bones without causing damage to the oracle bones themselves.
The mainstream traditional technique used in academia is the rubbing method, an ancient traditional technique used in China. Before the birth of modern technology, rubbing made it possible to preserve the original appearance and details of the object to the best possible extent. In addition, repeated rubbings obtain multiple identical rubbings, which is comparable to printing. The ability to make rubbings has been an essential skill for oracle researchers.
Making a rubbing (Courtesy of the CCTV documentary “the Dynasty of Oracle Bones”)
When making rubbings, you need to apply soaked paper material onto the oracle bones and tap lightly with a brush to push the paper down into the engravings. When the paper is slightly dry, ink is evenly applied. The paper is then peeled off to form a black and white rubbing.
Although rubbing is the most mainstream transcription technique in the academic world, it has many limitations. For example, the oracle bone must be touched while making rubbings, which might cause damage to the object. In addition, the results of the final rubbing are influenced by temperature and humidity conditions, as well as the operator’s skill level.
Introducing 3D scanning
Dr. Li Zongkun is a chair professor and PhD supervisor in Humanities at Peking University, which has a collection of over 4,000 oracle bones. Dr. Li, devoted to the research and teaching classes on oracle bones and palaeography, passes the skills of rubbing on to his students using his extensive first-hand experience. However, this technique is subject to some practical limitations and demands physical contact with the bones.
One day, he came across 3D technology and decided to take a closer look: to see how well it could apply to his work with oracle bones.
Peking University
To test his idea, Dr. Li asked a 3D scanning specialist from trusted Artec 3D reseller ASAHI-3D to scan an oracle bone in the university’s collection using Artec Space Spider. As Artec partners in China, ASAHI-3D has worked in close cooperation with Peking University and offered many 3D scanning solutions.
For scanning: an inscribed bone used for divination. (Photo: Peking University)
The object selected for scanning was an inscribed bone that was used for divination – 31.1 cm long and 16.1 cm wide, the bone is part of a long-treasured collection in the School of Archaeology and Literature of Peking University, dating back to the late Shang dynasty (more than 3,000 years ago).
There are 45 characters on the front, and one character that has almost disappeared on the back, epitomizing the oracle bone inscriptions of the Shang dynasty. This bone can also be pieced together with another small bone (Collection of Oracle Bones, No. 11574) now in the National Library. The two divination scripts on the bone are both related to war.
Dr. Li and a specialist from ASAHI-3D (Courtesy of the CCTV documentary “the Dynasty of Oracle Bones”)
ASAHI-3D chose Artec Space Spider to capture both sides of the oracle bone. Jiao Chunliang, Technical Director of ASAHI-3D, said, “Artec Space Spider is an amazing 3D scanner, which has played a key role in many scanning projects. Precise capture is possible even without any targets or preparation, making a lifelike digital replica well within reach. Zero contact ensures safety for cultural relics. From a cloisonné vase in the early Qing dynasty to Terracotta Warriors, reverse engineering small objects can be a walk in the park. Space Spider has made many brilliant models possible.”
Artec Space Spider scanning the oracle bone (Courtesy of the CCTV documentary “the Dynasty of Oracle Bones”)
An improved process
Space Spider can start capturing data in just one click, with no targets required. The specialist simply needs to point the scanner at the bone from a distance of 20-30 cm. While the scanner is moved around the bone, the captured 3D surface data is displayed on the computer screen in real time.
After the front of the bone is scanned, the bone is turned over and scanned using the same process; the scanning session takes only a few minutes from start to finish.
Artec Studio screenshot showing scanning of the oracle bone (Courtesy of the CCTV documentary “the Dynasty of Oracle Bones”)
The scan data is then processed in Artec Studio. After outlier removal, the front and back scans of the oracle bone are aligned, so as to make a complete model. Next, global registration and fusion algorithms are run to create a final mesh model.
The oracle bone has an extensive amount of surface detail, which can prove to be a challenge from a texture-reproduction perspective. However, the photorealistic texture feature in Artec Studio fully meets the requirements of the client, and without the need for any other software, the original color was replicated using hi-res textures captured using various photogrammetry equipment (e.g. DSLR cameras). The final result: a complete, lifelike model of the oracle bone that is fully suitable for research and a range of other applications.
A close-up of the color model
After processing the scans in Artec Studio, the 3D model can be exported to third-party software, such as Geomagic or ZBrush, for additional processing. Following the scanning process, the scanning specialist was able to present complete information on the oracle bone with the digital rubbing made from the scan data.
Using a different method of data capture from the past, a 3D-scanned digital rubbing of oracle bones no doubt offers an abundance of possibilities for digital archival and museum exhibitions.
A digital rubbing (left), compared to Artec Space Spider scan data
Working with Space Spider means no spray or targets are required for capturing oracle bones, which means zero risk for these priceless artifacts. The total scanning process takes only a few minutes, and Space Spider’s high-quality data and Artec Studio’s efficient algorithms together ensure a relatively small file size, which further reduces scan processing time. As a result, high-resolution color 3D models are produced quickly and easily.
Countless opportunities
Regarding the use of 3D scanning in heritage preservation, the client explained, “3D scanning technology is able to satisfy the rising demand for digitization of cultural relics. It has proven to be a reliable tool for archiving and restoring valuable heritage, and it has inspired new ideas and approaches. This is something innovative that we need to pay more attention to.”
Jiao Chunliang from ASAHI-3D added, “We are honored to be part of the oracle bone scanning process. This is a brand new way of recording history and is of much significance to heritage preservation and digital archiving. We hope that, in technical terms, the whole process is effective and the clients are pleased. As long as we have captured all the data, it may be possible to showcase the 3D models of oracle bones in a VR or AR environment, bringing cultural heritage within reach of students all over the country.”
Aesthetic Value Meets Productivity Over the last few years, 3D printing has become commonplace in the movie industry for applications such as prototyping, prop making and creating objects that are difficult to construct in traditional ways. But, in the sheer volume of parts and in the emotional realm in which it is used, Anomalisa sets new precedents for 3D printing in entertainment.
Duke Johnson, co-director of Anomalisa, along with Charlie Kaufman (Being John Malkovich, Eternal Sunshine of the Spotless Mind), cited 3D printing for helping to establish the inner feelings of the characters and providing a higher level of detail. But for all the aesthetic value that the ProJet CJP 660 helped bring to the characters, the use of this particular 3D printer came down primarily to productivity: the system is fast, reliable and generates life-like color.
The ProJet CJP 660 outputs full-color 3D prints in one run without having to change palettes. Its build area of 254 x 381 x 203 mm (10 x 15 x 8 inches) enabled Starburns to turn out dozens of faces with different expressions in a single run within hours. “Color is the most important attribute for us, along with speed and the volume the machine can produce,” says Bryan LaFata, Operations Supervisor at Starburns Industries. “We were running the ProJet almost non-stop for a year and a half during Anomalisa production, creating thousands upon thousands of faces.”
Thousands of Expressions Starburns modeled and printed three basic head designs for Anomalisa: One each for the lead characters Michael and Lisa, and another for what is called the “world face,” a composite face modeled from 20 or more Starburns employees. The world face was used for every character except Michael and Lisa.
The faces for the characters include an upper and lower faceplate. Thousands of expressions were modeled and printed by Starburns for the characters. This gave animators access to nearly every possible expression for a given scene. “We produced racks full of faces so they could be switched out at any time,” says LaFata. “It could take multiple facial models just to get the right smile.”
Retaining the Look and Feel A conscious choice was made by the Anomalisa directors to keep the lines between the upper and lower faces in place without digital airbrushing.
James A. Fino, Executive Producer and Partner at Starburns, explains this decision in an article on the Producer’s Guild of America website: “Recent stop-motion animated features typically erase those lines digitally, but that was not our choice for Anomalisa. Rather than a distracting element, the seams serve as subtle and persistent signs of the incredible artistry on display in the film.”
In a New York Times article by Mekado Murphy, co-director Kaufman explained it this way: “We didn’t want to hide the fact that it’s stop-motion. We didn’t want to paint out the thing that it was…we wanted that feeling of the unseen presence of the animators.”
Starburns also did minimum post-processing of the characters’ faces, retaining the look and feel that came directly from the ProJet 660. Again, this was the directors’ preference.
“We used [3D printing] for a very specific purpose with the realism that they wanted in the faces, and the textures and the differences in color would not have been possible by hand-painting,” says Caroline Kastelic, Starburns Puppet Supervisor, in an IndieWire interview. “And that’s why they have that nice texture on them…I find that aesthetically brilliant and it also saved us a lot of time.”
Local Support Creating the thousands of faces, dozens of body models, and the realistic sets for a production such as Anomalisa takes teamwork; not just among the nearly 200 people at Starburns, but by outside partners as well.
LaFata gives credit to 3D Rapid Prototyping, a 3D Systems partner based in nearby Garden Grove, California, for keeping Starburns supplied with materials and even printing face models when needed.
“We were pushing out a lot of faces, often 24/7, and Bill Craig [3D Rapid Prototyping President/CFO] and his team were always there to help us out,” he says.
Big Future for 3D Printing No matter how fascinating the behind-the-scenes technology is for a film, the ultimate measure of success is how the story is delivered. In the case of Anomalisa, 3D printing is not just a special effect or quirky conversation piece; it is integral to the way the characters perform.
The approach seemed to have struck a chord: Beyond Oscar and Golden Globe nominations, Anomalisa was the first animated film to win the Grand Jury Prize at the 72nd Venice International Film Festival. In his five-star review in Rolling Stone magazine, Peter Travers calls Anomalisa a “stop-motion masterpiece.”
Bryan LaFata doesn’t think Anomalisa is a one-off phenomenon.
“The scale and speed at which you can produce full-color models on a machine such as the ProJet CJP 660 is definitely a major benefit,” he says.
“I think 3D printing has a big future for stop-motion films.”
3D Systems has spent its 30-year history enabling its customers to optimize their designs, transform their workflows, bring innovative products to market and drive new business models. And the company benefits from the very same 3D technology solutions in its own business. Case in point: when it came time to launch the ProX® SLS 6100 3D printer, 3D Systems turned to its in-house Geomagic software group and trusted partner Hexagon Manufacturing Intelligence to ensure that the printers matched the high quality of their design.
Quality Components Make Quality Products
The ProX SLS 6100 is a precision industrial 3D printer that must meet exacting specifications to ensure it builds production-quality parts accurately and reliably, 24 hours a day, 7 days a week. Achieving this quality requires meeting stringent dimensional tolerances, starting from the very beginning with the welded steel frame that serves as the foundation of the 3000+ lb (1360+ kg) industrial 3D printer. The frames of the ProX SLS 6100 are manufactured by a specialty supplier based on designs provided by 3D Systems, and are then delivered to 3D Systems’ manufacturing facility in Rock Hill, South Carolina, where the printers are assembled.
To ensure all products are developed and delivered at the highest standard with continual improvement, the entire organization contributes to quality control. Bryan Rough, Manufacturing Program Manager for 3D Systems, supports the ProX SLS 6100 manufacturing process, including inspecting components like the printers’ frames. “We need to know that everything about this new product meets engineering specifications, and works exceedingly well in the field,” said Rough. “We have several critical flatness and parallelism requirements, and we need to make sure we are delivering on our commitment to quality at every turn.”
Saving Time and Money with 3D Inspection
According to Rough, if a frame is out of tolerance and the issue is not discovered prior to assembly, it could lead to manufacturing errors that cost tens of thousands of dollars to correct — not to mention delay the delivery of printers to customers. Rough’s requirements are clear: to quickly inspect the large, heavy frames of the ProX SLS 6100 directly on the factory floor with minimal time commitment. “This is a very important step, but it is also just one aspect of my job, so I don’t have time to become an expert at using complex inspection tools. I need an inspection system that I can pick up a couple times a week, get the measurements I need, generate a report, and move on to my other projects. Geomagic® Control X™ is perfect for that.”
Together with an AICON MoveInspect XR8 portable optical CMM from Hexagon Manufacturing Intelligence, Geomagic Control X allows Rough and his teammates to measure flatness, parallelism, perpendicularity, and other Geometric Dimensions & Tolerances (GD&T) right on the factory floor. Best of all, it takes less than an hour to set up, take measurements, and generate a complete inspection report for each ProX SLS 6100 frame.
“The MoveInspect XR8 is ideal for measuring these large welded frames because I can use the wireless probe anywhere in a large measurement volume. I don’t have to worry about line-of-sight issues because of the XR8’s dynamic referencing capability that lets me move the device wherever I need to without realigning it,” said Rough. The software also makes things easy, and was intuitive to learn and incorporate into the manufacturing process. “Control X is very straightforward to use,” says Rough. “I had a half day of training on Control X months before the first printer frame was ready, and when it came time to pick up the software again, I was able to start and finish my first inspection the very same day.” Rough says this is a big distinction from other metrology software he has used in the past. “Other inspection software I’ve used has been far more complicated and there’s no way I could have picked those up as quickly as I learned Control X.”
Flexible and Easy 3D Inspection with LiveInspect
Rough uses the 3D CAD files of the frame to define exactly what he needs to measure in Control X. The software then automatically plans a measurement routine and connects directly to the MoveInspect XR8. All Rough or his teammates need to do is walk up to the frame and follow the on-screen and spoken prompts from Control X to take measurements where needed using the XR8’s MI.Probe, in a process called LiveInspect. When necessary, they can take other measurements too. Unlike a script-based inspection routine, the LiveInspect process is flexible so users can measure whatever they need to and add it to the inspection report with a couple of clicks.
“We’re now able to be proactive rather than reactive when it comes to quality because we can see problems before they happen,” said Rough. “Using the MoveInspect XR8 with Control X enables us to meet 3D Systems’ elevated standards of quality for our customers every time, and it’s been extremely helpful to the introduction of the new ProX SLS 6100.”
3D Systems’ use of Control X for its own quality control is another example of how simple, intuitive inspection software helps companies ensure quality everywhere by empowering more people to measure more things in more places. Learn more about Geomagic Control X today.
3D printer delivers color, volume and quality to enable Starburns to create “thousands upon thousands” of faces for stop-motion puppets.
“Sad,” “beautiful,” “witty,” “every character fascinating and boldly realized”: These are not words one typically associates with a stop-motion film starring puppets.
But, then again, the film Anomalisa is something that’s not been seen before.
The range of expressive humanity achieved in the film was made possible by the high-resolution 3D color printing of the 3D Systems ProJet® CJP 660 system. Starburns Industries, a full-service production company based in Burbank, California, used the 3D printer to turn out thousands of different faces with life-like details such as wrinkles, smiles, frowns, worry lines and bags under the eyes.
Aesthetic Value Meets Productivity
Over the last few years, 3D printing has become commonplace in the movie industry for applications such as prototyping, prop making and creating objects that are difficult to construct in traditional ways. But, in the sheer volume of parts and in the emotional realm in which it is used, Anomalisa sets new precedents for 3D printing in entertainment.
Duke Johnson, co-director of Anomalisa, along with Charlie Kaufman (Being John Malkovich, Eternal Sunshine of the Spotless Mind), cited 3D printing for helping to establish the inner feelings of the characters and providing a higher level of detail. But for all the aesthetic value that the ProJet CJP 660 helped bring to the characters, the use of this particular 3D printer came down primarily to productivity: the system is fast, reliable and generates life-like color.
The ProJet CJP 660 outputs full-color 3D prints in one run without having to change palettes. Its build area of 254 x 381 x 203 mm (10 x 15 x 8 inches) enabled Starburns to turn out dozens of faces with different expressions in a single run within hours. “Color is the most important attribute for us, along with speed and the volume the machine can produce,” says Bryan LaFata, Operations Supervisor at Starburns Industries. “We were running the ProJet almost non-stop for a year and a half during Anomalisa production, creating thousands upon thousands of faces.”
Thousands of Expressions
Starburns modeled and printed three basic head designs for Anomalisa: One each for the lead characters Michael and Lisa, and another for what is called the “world face,” a composite face modeled from 20 or more Starburns employees. The world face was used for every character except Michael and Lisa.
The faces for the characters include an upper and lower faceplate. Thousands of expressions were modeled and printed by Starburns for the characters. This gave animators access to nearly every possible expression for a given scene. “We produced racks full of faces so they could be switched out at any time,” says LaFata. “It could take multiple facial models just to get the right smile.”
Retaining the Look and Feel
A conscious choice was made by the Anomalisa directors to keep the lines between the upper and lower faces in place without digital airbrushing.
James A. Fino, Executive Producer and Partner at Starburns, explains this decision in an article on the Producer’s Guild of America website: “Recent stop-motion animated features typically erase those lines digitally, but that was not our choice for Anomalisa. Rather than a distracting element, the seams serve as subtle and persistent signs of the incredible artistry on display in the film.”
In a New York Times article by Mekado Murphy, co-director Kaufman explained it this way: “We didn’t want to hide the fact that it’s stop-motion. We didn’t want to paint out the thing that it was…we wanted that feeling of the unseen presence of the animators.”
Starburns also did minimum post-processing of the characters’ faces, retaining the look and feel that came directly from the ProJet 660. Again, this was the directors’ preference.
“We used [3D printing] for a very specific purpose with the realism that they wanted in the faces, and the textures and the differences in color would not have been possible by hand-painting,” says Caroline Kastelic, Starburns Puppet Supervisor, in an IndieWire interview. “And that’s why they have that nice texture on them…I find that aesthetically brilliant and it also saved us a lot of time.”
Local Support
Creating the thousands of faces, dozens of body models, and the realistic sets for a production such as Anomalisa takes teamwork; not just among the nearly 200 people at Starburns, but by outside partners as well.
LaFata gives credit to 3D Rapid Prototyping, a 3D Systems partner based in nearby Garden Grove, California, for keeping Starburns supplied with materials and even printing face models when needed.
“We were pushing out a lot of faces, often 24/7, and Bill Craig [3D Rapid Prototyping President/CFO] and his team were always there to help us out,” he says.
Big Future for 3D Printing
No matter how fascinating the behind-the-scenes technology is for a film, the ultimate measure of success is how the story is delivered. In the case of Anomalisa, 3D printing is not just a special effect or quirky conversation piece; it is integral to the way the characters perform.
The approach seemed to have struck a chord: Beyond Oscar and Golden Globe nominations, Anomalisa was the first animated film to win the Grand Jury Prize at the 72nd Venice International Film Festival. In his five-star review in Rolling Stone magazine, Peter Travers calls Anomalisa a “stop-motion masterpiece.”
Bryan LaFata doesn’t think Anomalisa is a one-off phenomenon.
“The scale and speed at which you can produce full-color models on a machine such as the ProJet CJP 660 is definitely a major benefit,” he says.
“I think 3D printing has a big future for stop-motion films.”
In high-performance cycling, speed is everything. And even if you’re racing on an indoor track with controlled conditions, you’re going to be battling wind resistance and drag every turn of the pedals. With up to 90% of a cyclist’s energy output being spent to overcome air resistance, reducing drag is paramount. In terms of professional riders and serious hobbyists, there’s comparatively little to be gained from spending what could easily be ten thousand dollars and up on a more aerodynamic bike. With the rider’s body being responsible for roughly 80% of the drag, and their bike the remaining 20%, it makes far more sense to focus on the rider, their biomechanics in various riding positions, their training, and especially, their clothing.
Vorteq is making use of a full-sized, sports-dedicated wind tunnel, a custom fabric wind tunnel, and the latest in 3D scanning technology to create custom skinsuits for cyclists. A skinsuit is essentially the most aerodynamic piece of clothing a rider can wear, reducing their level of drag down below that of being naked. A quality skinsuit should also be comfortable, lightweight, breathable, and made specifically for the athlete wearing it. Otherwise they’re bound to fit improperly and wrinkle up, and in the world of aerodynamics, every wrinkle adds to performance-killing drag. As well, many fabrics “open up” when overstretched, introducing greater drag across their surfaces, so fabrics and seams should be chosen carefully for specific areas of the body, with each skinsuit designed and manufactured to have the exact amount of fabric tension for that particular rider’s anatomy, to achieve optimum airflow and the least wind resistance. Considering how body shapes and sizes of cyclists can differ so dramatically, such a customized fit simply isn’t possible with an off-the-shelf, small-medium-large type of skinsuit.
Vorteq’s parent company, TotalSim, has deep experience from working closely with professional cyclists, Olympic cycling teams, Tour de France riders, and other top cyclists over the past 10 years. This has made it possible for Vorteq to create what they believe to be the fastest skinsuits available today. To engineer their skinsuits beyond what was ever possible in the past, Vorteq has invested in excess of $500,000 in R&D, while testing more than 45,000 different material, tension, and speed combinations in the specialized wind tunnels at Silverstone Sports Engineering Hub (SSEH). The end result is every athlete receives their own skinsuit, created with custom patterns and fabrics, each designed for maximum performance.
Despite Vorteq’s lengthy work exclusively with Olympic teams and other elite athletes, as of January 1st, 2020, their custom skinsuits are available to serious riders of all levels of experience. This means that any cyclist, not just the pros, now has the chance to get a custom Vorteq skinsuit, and when they’re sprinting towards the finish line, they’ll be wearing the same level of skinsuit technology as if they were one of Vorteq’s Olympic clients.
To create these custom skinsuits, the use of a 3D scanner is a crucial element for digitally capturing a rider’s exact anatomy, and in the hours that follow those few minutes of scanning, all the sizes, patterns, and types of fabric will be meticulously selected in the computational draping system and then assembled by Vorteq’s skinsuit team.
In the past, TotalSim was using an arm-based scanner for scanning race cars, bicycles, and other objects, but when it came to using the scanner for capturing people, they ran into significant difficulties and weren’t able to proceed any further with their old technology.
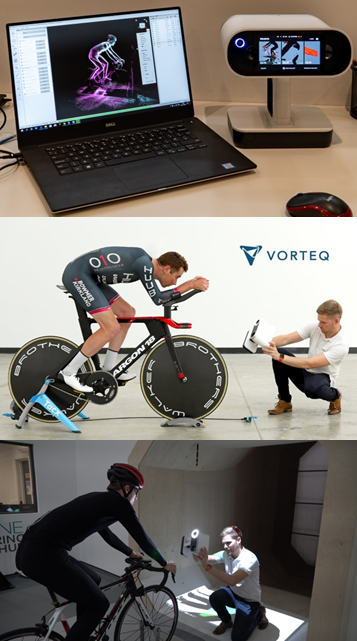
That’s when Vorteq turned to Artec Ambassador Central Scanning, specialists in all aspects of 3D scanning. During an onsite visit and consultation, the experts at Central Scanning recommended the Artec Leo, a revolutionary handheld 3D scanner with a built-in touchscreen and up to 80 fps capture rate, as well as being an entirely cable-free scanner that excels at capturing medium-sized objects such as people in mere minutes. TotalSim had used two Artec scanners in the past for their CFD and metrology work, Artec Eva and Artec Spider, so they were already familiar with Artec’s high level of scanning technology.
When Sam Quilter and his colleagues at Vorteq saw how fast and accurately Leo captured the exact anatomy of a cyclist, they knew they had found the right tool for the job. In the hours after taking delivery of their new Leo, they began creating their digital capture workflow, which Quilter described as follows:
“The rider comes into the wind tunnel with their bike, mounts it in place on the platform, hops on, and in just 5 to 6 minutes with Leo, I capture the rider in two positions in precise, high-resolution color 3D. And then I need just another minute to capture their shoe, on all sides,” Quilter said. “Basically this means that in ten minutes I can be totally done with that rider and they can go elsewhere. I’ve got everything I need to design an anatomically-accurate, fast-as-a-bullet Vorteq skinsuit. No chance of a rescan needed. Not once.”
Quilter continued, “We usually scan cyclists in their underwear, to get as much detail of the body as possible, so that when we design the skinsuits, they lay down perfectly over that cyclist’s anatomy in a way that just isn’t attainable if we’re designing from a scan that includes some overlying fabric blocking exact anatomical structures from view.”
“When we’re making our skinsuits, we’re working directly from the Leo scans, so it’s not measurements we’re taking, it’s the exact physical data that’s being used, and the difference is crucial. Because if you’re taking physical measurements and then entering them into a CAD system, or a computational draping system like ours, something is going to be lost in the transition. And that something can easily result in imprecise dimensions being used to create a skinsuit, which is entirely unacceptable to us. Even one tiny mismeasurement could result in a wrinkle here or there, or fabric being overstretched. So, for us, how Leo gives us the exact physical data of the athlete to work with makes all the difference.”
Quilter summarized the process, “From the time an athlete walks in the door and we start scanning with Leo, then using Artec Studio to post-process the scans, followed by 3D modeling work in Geomagic Wrap, and finally exporting the 3D model for use in making a skinsuit, we are looking at about 2 hours total, which absolutely wasn’t possible in the past, not even close. And as far as the total production time for a skinsuit that’s ready to race, currently we’re at 2 days, but that gap is narrowing, and we’re shooting for a 24-hour turnaround time, which we’re sure to hit before too long.”
Quilter explained his post-processing workflow in Artec Studio, “Leo makes it easy for me. Not many steps are needed in Artec Studio at all. I basically read the Leo data in, double-check everything visually, then use the Eraser tool for a few clicks to remove any occasional, unwanted bits. I normally keep the bike in the scan, since it’s a great reference point to get XYZ positioning as well as the angle, and then I go into Global Registration, where I just use the default settings because they work brilliantly as is. Normally I don’t need to do Outlier Removal, because the data is already clean enough for a person. Then I do a Smooth Fusion, and after a few other minor changes, I export it as an STL file for use in Geomagic Wrap.”
“In Geomagic Wrap, I use the Decimate tool to get the triangle count down further, and if I’m getting rid of any wrinkles, which shouldn’t be in the scan, but on a very rare occasion might be, I use the Relax command, and then I move on to the Smooth commands, which let me cut out any imperfections, because sometimes athletes twitch their fingers during the scanning, and we need to fix that. After we’ve done all we need to do, we export it as an OBJ file for use in our computational draping software,” Quilter said.
Vorteq’s newest offering is that of using their Leo to create scans for 3D printing anatomically-precise mannequins of athletes. These mannequins are then used to create new skinsuits for the athletes without them having to visit the Vorteq office. Let’s say, for example, that a cyclist is training on the other side of the world and needs a skinsuit specifically for an upcoming long-distance time trial that’s mostly on the flats but also includes a long downhill phase. By having a 3D mannequin of the athlete, Vorteq can create a custom skinsuit for them, test multiple fabrics and patterns in its wind tunnels, and craft the new skinsuit in the hours that follow, then express deliver it to them on the other side of the world, or anywhere. At present, the custom mannequin process takes just under 2 days, but that number is decreasing with each passing week. The target turnaround time is 24 hours from 3D scan to completion for creating a new 3D-printed mannequin.
Quilter spoke about the why behind 3D-printed mannequins, “A full-sized mannequin lets us do wind tunnel tests on fabrics in isolation on just an arm, for example, to see how various fabrics and patterns affect drag reduction. That’s where the marginal gains really add up. Because with a live rider in the wind tunnel, there’s going to be the wiggle factor to deal with, where the rider is moving around, even ever so slightly, and that’s going to affect results. With a live rider, you can never have the exact measurement possible with a perfectly still mannequin, where the only factor that’s changed is the fabric that’s been put on.”
“Mannequins don’t get tired, and they’re always perfectly still, which allows us to know exactly what kinds of changes our fabrics and designs are causing in terms of drag and performance.”
TotalSim also provides biomechanical consultation and training for cyclists and teams, advising athletes on which body positions, equipment adjustments, riding habits, and clothing will either enhance or diminish their power, drag, endurance, and more.
“Our mission is to help serious athletes, many of whom are already at the top of their game or near, find those many ‘tiny’ gains that when you add them all together, can really give an athlete the kind of edge that helps them surge over the top and on to victory,” Quilter said.
In addition to Vorteq’s skinsuits and TotalSim’s biomechanical consulting and training services, they also provide scanning services to a range of clients, including cycling teams. Their Leo has played a pivotal role in their ability to 3D scan anywhere their projects lead them, whether in-house, around the UK, or overseas.
As Quilter explained, “In contrast to our previous scanners, Leo gives us that flexibility to just pick up and go virtually anywhere in the world to do scanning, without requiring extra hardware, just the Leo itself. This kind of freedom is tremendous when you’re going offsite to random locations that aren’t exactly laboratories in regards to their conditions.”
Product: Artec Space Spider Industry: Design and Art
One of the most iconic scenes depicted in a dinosaur exhibit has to be the Stegosaurus and Allosaurus facing off in the Denver Museum of Nature & Science. The 26-foot-long Stegosaurus represents Colorado’s State Dinosaur. Not just the species of dinosaur, but the individual specimen that was adopted to represent the state. Stegosaurus was a herbivorous dinosaur weighing up to 10 tons that inhabited the area now called Colorado 150 million years ago. What makes this particular Stegosaurus so special is not the fact that it was found in Cañon City, Colorado, or even that it was mostly complete, a very rare thing for dinosaur skeletons. It was found by a class of high school students on a fossil-hunting field trip in 1936, and the teacher of that class of students, Frederick Carl Kessler, was able to arrange for his students to work alongside professional paleontologists to excavate the fossil skeleton.
Enter Mike Triebold of Triebold Paleontology, Inc. (TPI) in Woodland Park, Colorado. TPI restores and mounts fossil skeletons and creates skeleton casts, supplying them to museums across the globe. The company’s clients include the American Museum of Natural History in New York, Carnegie Museum in Pittsburgh, and the Smithsonian Museum of Natural History in Washington, D.C. The TPI headquarters house a collection of casts and original fossil specimens, which are on exhibit at the company’s hands-on natural history museum, the Rocky Mountain Dinosaur Resource Center.
Mike Triebold was looking to add a Stegosaurus to his catalog of casts, but not just any Stegosaurus. He was focused on getting the famous Kessler Stegosaurus at the Denver Museum for the project if at all possible because the new Royal Gorge Dinosaur Experience in Canon City was being built and they wanted a copy of the Stegosaurus that was collected by Kessler near Canon City. RGDE owner Zach Reynolds’ grandfather regularly accompanied Kessler on dinosaur digs from the 40s through the 60s, so the Stegosaurus has both family and community ties.
Discussions ensued and with the Denver Museum’s blessing, the work began
Reproducing this specimen was complicated by a couple of factors. One is the size of the specimen. Not only is this dinosaur over 26 feet long, but with the tall plates lining its neck, back and tail, it is also over 9 feet tall. Normally the size would not be an insurmountable challenge as each individual bone would just be molded in silicone and cast from liquid plastics. This specimen is not just bones on shelves though. It was mounted and placed on exhibit in the 1990s using purely permanent means, so it was not built to ever be taken apart. Steel was shaped around the skeleton, welded in place, and permanently puttied to the bones, so molding the individual bones in silicone was rendered impossible.
To recreate this specimen TPI’s Matt Christopher needed to mold it using 3D scanning. “We needed to three-dimensionally digitize the skeleton that could not be dismantled so that a replica could be 3D printed,” says Matt. “The dimensions and surface details needed to be close enough to what we would get from a silicone mold so that we could hand-finish 3D prints to look exactly like the original specimen.”
TPI used Artec Spider structured-light 3D scanner along with Artec Studio 3D scanning and processing software for the job. The scanner was supplied by Artec’s local partner 3D Printing Colorado. “Our Artec Spider captured exactly what we needed,” says Matt.
Spider was used to scan individual bones and regions of the skeleton as individual projects in Artec Studio. “This involved crawling inside the rib cage (yes, a full-grown person fits inside the rib cage of Stegosaurus) to capture the dorsal vertebrae forming the dinosaur’s back and the medial surfaces of the rib cage, shoulder blades, and hips,” says Matt. “There were also some interesting poses taken atop a step ladder to reach the tops of the big fan-shaped plates on the dinosaur’s back. We were able to capture all of the elements we needed, from the tip of the nose to the huge spikes at the end of the tail.”
The team ended up with 629 individual scans across 71 individual scan projects in Artec Studio. The number could have been higher, but in order to save time it was decided to skip scanning the elements that could be mirror-imaged to generate the other side, like the arms, legs and ribs.
Each scan needed to be aligned, cropped, and converted to 3D mesh files in Artec Studio. “The alignment features in Artec Studio were absolutely paramount to the success of this project,” says Matt. “Aligning each scan was as simple as manually orienting to a loose approximation of the correct position and letting the alignment tool refine the fit to perfection. Using Artec Studio to create and control the mesh generated from the aligned scans allowed us to extract the exact level of detail we wanted for manipulating and 3D printing.”
Exported meshes were free of artifacts thanks to a filter in Artec Studio that removes all elements smaller than the master scan. Small holes were automatically filled using the hole filling algorithm in Artec Studio. “Had we been scanning individual, unmounted bones, it would have been easy to generate complete, watertight meshes directly out of Artec Studio that would have required no additional post processing” says Matt. “With the steel armature remaining to be removed and the obstructed surfaces left to be reconstructed, watertight meshes were not really an option or a necessity for remaking the Stegosaurus.”
The resulting meshes were imported into ZBrush for separation of articulated elements, reconstruction of surfaces that were impossible to reach with the 3D scanner, like the spaces between articulated bones, and removal of the steel armature that obscured some bone surfaces.
TPI has a variety of 3D printers at their disposal ranging from a small Formlabs Form2 SLA desktop unit to a large-format Atlas from Titan Robotics. With numerous printers working on the project, printing the skeleton required six months. As the prints were finished, they were lightly resurfaced by hand and prepared for molding by adding mockups for internal steel armature and articulating some specimens to be molded in sections rather than as individual bones. Each completed bone or assembly is called a master. These masters were then molded in silicone rubber using high quality liquid silicone rubbers in two-part to multiple-part molds; something TPI staff has been doing for nearly 30 years.
The finished molds were then fitted with internal steel to be surrounded by plastic resins in the casting process. “The plastic is poured around the steel, so no external armature that would hide bone surfaces is needed,” says Mike. “With the casts poured around the armature, we can assemble the skeleton in any one of an infinite number of poses and weld together the steel protruding from inside each plastic cast. The mounted skeleton is then ready for hand-painting and delivery.”
With the project now completed, it will be on permanent display at the Royal Gorge Dinosaur Experience ( www.dinoxp.com ) in Canon City, Colorado, being unveiled on Saturday, May 19th. Zach Reynolds, his family and dad Dave will now be able to share the fulfilment of this important wish with the public for years to come.
According to Mike, this project would have been impossible to complete a couple of decades ago. “With our Artec Spider we were able to marry the best technologies of today with the most advanced traditional methods of molding and casting to create an exact copy of that great dinosaur without even touching it,” he says. “Now, how about that Allosaurus…”
The Holy Torah Ark of Mantua is one of the rarest and most impressive exhibits at the Nahon Museum of Italian Jewish Art in Jerusalem. Designed to house the holy Torah scrolls and created by the finest craftsmen of Mantua, Italy in 1543, this unique wooden ark decorated with the original gilded carving is one of the oldest in the world. Its style echoes that of the biblical Holy Temple in Jerusalem, which is believed to have housed the Ark of the Covenant. It was designed in the shape of a building and features architectural elements such as columns and capitals.
From the time of its construction to the present day, the Mantua Ark has undergone multiple incarnations. Finally, after World War II, with a declining Jewish community, the ark was shipped to Jerusalem and placed in its present abode. Once there, it underwent extensive renovation, preservation, and restoration, all of which brought it back to its wonderful present condition.
For an ordinary visitor to the museum as well as visitors to the museum’s website, however, the ark’s special history in regards to its symbolism and features remains unknown. Its size and position prevents close inspection and even the features which are visible cannot be fully appreciated.
In 2015, the Nahon Museum initiated a project designed to tell the story of the ark, its journey, and its historic meaning in the context of Jewish Italian life. The website Mantua in Jerusalem outlines the history, life, and culture of the Mantua Jewish community and the importance the ark held to its people, generation after generation.
It was for this reason that the museum chose to embark on an ambitious endeavor – to 3D scan the ark and make it fully accessible to visitors, both in person and virtual.
Due to its size, geometry, and the complexity of its texture, the scanning of the Mantua Ark posed certain challenges:
The topography of the ark – extremely complex, with numerous areas without direct visual access. In addition, the ark stands so close to museum walls it left very little room for the scanning equipment to work, as well as operating the scanner at the angles required to reach the blocked surfaces.
The texture. The ark was initially made of wood. However, its entire surface is coated in a gold leaf, which is smooth and shiny – one of the most hard-to-capture surfaces for any 3D scanner. When it came time to do the scanning, it was neither permitted nor practical to coat the surface with matte powder. Even if it were, it would have altered the surface quality of the ark.
Thirdly, while the topography of the ark is complex, the texture is very symmetrical and the pattern is repetitive, which somewhat complicated aligning and fusing the multiple scans.
And finally, the size of the ark (over 3 meters high) made the scanning process all the more challenging.
After assessing the complexity of the job, it became clear that the highest-quality tool is needed to digitize the ark, and the museum turned to Caliber Engineering and Computers Ltd, Artec 3D’s Gold Certified Partner in Tel Aviv. Zvi Grinberg, head of Caliber at the time, was immediately brought into the project. Being so different from the technical engineering CAD projects his company usually undertook, he recognized both the professional challenge and the unique cultural value of this project, which he volunteered to take on at no cost.
After a thorough examination of the ark, the Caliber team decided Artec Eva was the most suitable scanner for the job. Called “a monster among handheld scanners,” this structured-light 3D scanner excels at capturing medium-to-large objects with an outstanding accuracy of up to 0.1 mm and exceptional resolution, even for black and shiny surfaces, which gives it an edge over other scanning solutions on the market. Plus, it is lightweight and fast, which makes it especially helpful when capturing diverse historical pieces, sculptures, and monuments in far-from-ideal scanning environments, whether on a sunny day outside or deep within a dimly lit gallery.
To capture the ark from the ground up and give the scanning team easy access to the top of the object, special scaffolding was built in the museum. Normally used for medium-sized objects, it was a personal challenge for Eva to capture such a large object. It took 15 hours over three days for the team to complete the scanning, followed by several more to align, clean, and fuse the multiple scans together. Overall, 78 separate scans were made. The final model was over 700 MB and contained over 16 million polygons.
“Despite the ark’s large size, we’ve managed to get good results with Artec Eva right from the first attempt thanks to the texture and geometry of the ark. After the scan, we were able to finish all the work at the office using Artec Studio software, with no need to come back for additional scans and repair,” said Guy Engel, CEO of Caliber Engineering.
After the initial processing stage, the Caliber team reduced the size of the file while maintaining the quality of the original scans, and touched up the 3D model to prepare it for public display. At this point, the file was passed on from Caliber to the Department of Photographic Communication at the Hadassah Academic College in Jerusalem, to Associate Professor Moshe Caine specifically. Having extensive knowledge and experience in 3D scanning and photogrammetry solutions for cultural heritage preservation, Professor Caine polished the 3D model of the ark to the peak of perfection.
Professor Caine’s scan processing workflow went as follows:
Fine-tuning and cleaning minor defects of the mesh using Autodesk (beta) Memento Software.
Adding in a back wall and floor. Because the ark was mounted to the museum wall, it was impossible to scan the back and underside of the ark. Rather than construct a false rendition of them, it was decided to computer generate a simple wall and floor and add them to the model.
Image processing of the texture map. Despite the meticulous work during the scanning stage, small defects still remained, as well as an inaccurate color rendition of the ark. Additional photography was subsequently carried out using a DSLR Nikon camera, and the corrected surfaces were fused into the original UV map. Various methods were tested for this purpose, including:
Parameterization and texturing from rasters in Meshlab.
Exporting the map as a PSD (Photoshop) file, correcting in Photoshop, reimporting to and then exporting the corrected model.
Opening the OBJ file in Photoshop and working directly on the texture layer. Ultimately, a combination of the above techniques was employed until satisfactory results were achieved.
Color correction was carried out on the final texture map with Photoshop software, using the actual ark as the sole reference.
After scanning dozens of historical pieces, Professor Caine elaborated on his approach to the 3D scanning and processing workflow:
“One major piece of advice (for those planning to 3D scan cultural heritage) is this: work slowly and carefully. Don’t hurry. Move in as close as possible to the object. Use lots of soft light. And remember the saying: ‘Garbage in… garbage out.’ The result will only be as good as the work and care that goes into it.”
When Professor Caine finished his meticulous scan processing, the final model was uploaded for public viewing to the Nahon Museum website Mantua in Jerusalem, dedicated to the art of Mantua’s Jewish community. In addition, an onsite kiosk with a touchscreen was installed next to the ark, making it possible for museum visitors to view the magnificent historical showpiece from all angles, zoom in and out to examine every detail, and most importantly, to have immediate access via hotspots to the relevant information for various aspects of the historic artifact.
The overall response to the model has been very positive and enthusiastic. According to the museum’s personnel and Professor Caine, people particularly appreciate the ability to explore the ark up close and from all angles. This is the magic of 3D models, which 2D images or even physical objects as large as the Mantua Ark normally cannot compete with. Projects such as this are an amazing example of how 3D scanning technologies transform the way we perceive and can preserve cultural heritage.
Back in the 1500s, the citizens and members of Mantua’s Jewish community couldn’t even imagine that their descendants would one day not merely be able to see their community’s signature artifact all in one piece, even after 500 years, but also be able to explore it up close in 360 degrees without even leaving their homes.
Restoration is a major undertaking. Beyond the painstaking care essential to preserve and stabilize historical structures, restoration includes lots of research and planning to return relics to a known or assumed state with as much integrity as possible.
When the Historic Royal Palaces (HRP) in the United Kingdom began its undertaking to restore The Great Pagoda, Kew, it faced some monumental challenges. Several key design elements from the original building had been lost to history, and replacing them quickly proved challenging in terms of cost, logistics and design. Yet by bringing the technologies and expertise of 3D Systems On Demand Manufacturing to this project, this effort was made not only manageable, but efficient.
Using a scan-to-CAD workflow with selective laser sintering (SLS) additive manufacturing, 3D Systems On Demand Manufacturing team delivered durable and repeatable fixtures for HRP’s restoration effort. Far from a hands-off process, the team contributed many hours of frontend engineering and backend finishing to provide high quality full-service design and manufacturing expertise.
A UNESCO World Heritage Site
Though popular opinion of King George III may be divided, there is no denying the impact of his 59-year reign. Beyond the countless volumes of extensive studies and films on his life and rule, his legacy is steeped into the very earth of the lands he governed – particularly at The Royal Botanic Gardens, Kew. A UNESCO World Heritage Site, the gardens are home to The Great Pagoda, a striking 163-foot structure commissioned in 1761 and built in ornate and highly fashionable Chinoiserie style.
In the years following the pagoda’s unveiling, it drew crowds of tourists who came to marvel at its exotic and eye-catching details. Central to all conversations were the 80 painted wooden dragons that adorned the octagonal corners of each successive level.
The talk of the town for more than twenty years, the Kew dragons were removed in the 1780s to accommodate roof repairs to the pagoda and were never replaced. Although rumors allege the dragons served as payment for royal gambling debts, experts believe the wood had simply rotted over time. An often revisited topic for conservationists, The Great Pagoda is finally being returned to its former splendor, dragons and all, for the first time in over 200 years. As part of a restoration project undertaken by HRP and the Royal Botanic Gardens, Kew, this batch of dragons is designed to stand the test of time with special reinforcement by modern technology.
Quality fit for a king
As HRP began to explore methodologies for replacing the dragons, it faced a dilemma: not only would wooden replacements invite the same longevity issue as before, but the pagoda had not supported the weight of the dragons for two centuries. “One of the most challenging aspects of this project was to minimize the impact imposed by so many dragons on this grade one listed building,” said Craig Hatto, Project Director at Historic Royal Palaces. Concerned that the aged structure may respond poorly to the sudden reintroduction of 80 full-weight, large-scale ornaments, HRP wanted to explore a lighter-weight alternative to help guarantee a successful and incident-free installation. Paired with these practical considerations were the equally valid issues of the time and costs associated with traditional materials and processes.
HRP was looking for a restoration solution that would answer the quality, weight, time and cost concerns inherent to the project. In searching for a supplier capable of delivering on all aspects, HRP asked 3D Systems to submit a competitive tender, which it subsequently won on the basis of being able to provide the expertise, technology, quality and scalability required to fulfill the project.
Designing the dragons
The Kew dragons were brought to life as a collaborative effort between two sets of specialized designers. The exterior appearance of the dragons was recreated by HRP using the scarce historical information available to achieve the most accurate representation possible. Once designed, a dragon prototype was carved from wood to enable the digital manufacturing workflow that followed, undertaken by the second design and engineering team at 3D Systems. Seven additional wooden dragons were carved to adorn the first level of the pagoda, leaving 72 to be created using SLS printing.
Using a reverse engineering workflow and a FARO® Design ScanArm, the carved wooden dragon was scanned into a 3D design environment that would allow 3D Systems to address HRP’s concerns regarding weight. 3D Systems’ design experts used a variety of software including Geomagic® Design X™ to reverse engineer the scan data into CAD and hollow the scan data to a controlled thickness, preserving both the exterior details and structural integrity in the process.
When combined with the intricate exteriors of the hand cut masters, the resulting hollow geometry was too complex to be manufactured traditionally and required additive manufacturing for production. Using a digital manufacturing workflow also enabled 3D Systems to seamlessly scale the dragons to achieve a slightly different size for levels two through ten of the pagoda. In total, 18 designs were prepared, comprised of nine different dragon sizes and a left- and right-hand version of each.
3D Systems’ engineers incorporated another simple yet compelling feature into each of the dragon designs by adding built-in mounting features directly into the CAD files. These designs constituted part of the dragons’ construction designs, and were devised and implemented by 3D Systems’ On Demand Manufacturing team in close collaboration with Hockley & Dawson, the other lead engineering team on the project. Due to the mechanics required for reinforcement and mounting, each of the 18 dragon variations required individual attention and design work.
“The final dragons are essentially a perfect copy of the original, but have been improved upon in a way that is invisible to the observer,” said Nick Lewis, General Manager UK, 3D Systems On Demand Manufacturing. “We engineered internal elements for a secure mounting process, but designed them in such a way as to be completely concealed so no nuts, bolts or traces of construction will be visible.”
Hidden benefits of additive manufacturing
Taking advantage of the ability to design for additive manufacturing, 3D Systems’ On Demand Manufacturing team incorporated a series of screws, threads and covers that follow the exact form of the dragons along the spine. “The final structures we delivered take advantage of the unique value that can be extracted from the additive process,” said Lewis. “Engineering in this way is common practice for us, but it is still miraculous to our customers. The wow-factor makes it fun to reveal, but to me it’s about being resourceful and solving problems more effectively and efficiently, which is a central benefit of using our technology.”
3D Systems’ engineering expertise is built into each of the 18 different versions of the dragons that were SLS printed. As 3D Systems On Demand Manufacturing Regional Sales Manager Simon Hammond points out, the ability to match precision with variety is a consistent benefit of using additive manufacturing for production. “Many hours of careful engineering work were put into the final designs, but by using a digital workflow with 3D CAD and 3D printing, we are able to frontload the time investment,” Hammond says. “Once final files were ready, we could launch into production with 18 different outcomes without 18 sets of tooling and molds. Designing and manufacturing the same outcome with good cost and sensible timing would be challenging for any other process.”
Following 3D scanning and design, early prototypes of the dragons were printed for analysis and testing to ensure the final designs were built in accordance with the stringent requirements of modern construction.
Throughout this process, 3D Systems worked diligently to deliver on the customer’s aesthetic requirements while meeting all the technical requirements of the builders. These considerations came into play as 3D Systems’ engineers determined how to best divide the SLS models for printing as well as position and conceal the various caps and closures for mounting.
Production 3D printing for historical restoration
3D Systems’ On Demand Manufacturing teams in the UK and the Netherlands printed the dragons using SLS technology. Due to the large scale of the dragons, each with final dimensions in the 1.2 – 2 meter range, 3D Systems sPro® 230 SLS machines were chosen for the task. With a maximum build volume of 550 mm x 550 mm x 750 mm, the sPro 230 enabled the dragons to be produced in a low number of large pieces that were expertly assembled by the 3D Systems team.
The dragons were 3D printed in DuraForm® PA, a durable polyamide 12 nylon material capable of producing a comparable look and feel to the original dragons. The resolution and mechanical properties of DuraForm PA make it an ideal candidate for complex parts with thin walls or snap fit requirements. In the case of the Kew dragons, these features suited both the functionality requirement of installation as well as the cosmetic requirements of the historic restoration. Once printed, the dragons were finished and hand painted in the UK by the 3D Systems High Wycombe finishing department. 3D Systems’ team also painted the final wooden dragons to ensure visual consistency across the project.
“3D Systems is greatly honored to have been selected for this project,” said Lewis. “In addition to the rare opportunity to help restore a cultural and historical landmark, this project showcases the extreme element of what we do. Our expertise extends far beyond 3D printing and we were able to offer guidance across multiple stages of this restoration, from engineering and scalable production through to finishing.”
The big reveal
After standing for 200 years without its proper ornamentation, The Great Pagoda, Kew, will finally be restored to draw curious crowds once more. “Over the decades, many have tried and failed to recreate the lost dragons at Kew, which has now only become possible through the innovative use of 3D printing,” says Hatto. “The specialist team developed an innovative, lightweight and durable solution, which has ultimately allowed us to return these lost icons to this treasured royal building. The dragons can take their rightful place within this UNESCO World Heritage Site and once again be part of the London skyline for many years to come.”
Whether you are seeking full reverse engineering and low volume manufacturing services or need fast turn 3D printed parts, advanced prototyping or appearance models, 3D Systems On Demand Manufacturing can help. Technologies include a broad array of 3D printing technology and finishing expertise as well as conventional CNC, urethane casting and injection tooling.




















 The ProJet CJP 660 outputs full-color 3D prints in one run without having to change palettes. Its build area of 254 x 381 x 203 mm (10 x 15 x 8 inches) enabled Starburns to turn out dozens of faces with different expressions in a single run within hours.
The ProJet CJP 660 outputs full-color 3D prints in one run without having to change palettes. Its build area of 254 x 381 x 203 mm (10 x 15 x 8 inches) enabled Starburns to turn out dozens of faces with different expressions in a single run within hours. The faces for the characters include an upper and lower faceplate. Thousands of expressions were modeled and printed by Starburns for the characters. This gave animators access to nearly every possible expression for a given scene.
The faces for the characters include an upper and lower faceplate. Thousands of expressions were modeled and printed by Starburns for the characters. This gave animators access to nearly every possible expression for a given scene.