En 2018, Ford adquirió el centenario edificio, aspirando a restaurarlo para devolverle su antiguo esplendor. La mejora también incluye planes para utilizar el lugar como un nuevo distrito de innovación en movilidad y como centro para el desarrollo de los vehículos autónomos de Ford.
Sin embargo, el paso del tiempo ha hecho mella en el edificio y muchos elementos arquitectónicos han quedado irreconocibles o incluso han desaparecido por completo. Para complicar aún más las cosas, el edificio es tan antiguo que no se pueden encontrar sus planos arquitectónicos originales.
Desafíos para el equipo de restauración Para resolver los problemas del camino y completar con éxito este proyecto de restauración único, había dos tareas esenciales: encontrar al socio adecuado y utilizar la tecnología adecuada. Gracias a la valiosa ayuda de Computer Aided Technology (CATI) y a sus soluciones de escaneado 3D mundialmente conocidas, Ford ha podido avanzar en el proyecto y superar las fases preliminares de restauración.
Todo empieza con el socio adecuado Para obtener ayuda en la restauración de los componentes del techo y las ventanas, Ford recurrió a CATI, cuya experiencia, capacidad de resolución de problemas y apoyo continuo hicieron posible superar los retos a medida que iban surgiendo. Gracias a la experiencia y los conocimientos de su equipo, pudieron considerar varios enfoques para resolver los problemas; los expertos en ingeniería y fabricación de CATI pudieron entonces elegir las soluciones adecuadas y aplicarlas con eficacia.
La capacidad de respuesta del equipo y la flexibilidad de su forma de trabajar se tradujeron en tiempos de respuesta más rápidos en términos de control de calidad e ingeniería inversa, algo que Ford valoró muy positivamente. Esta relación estratégica con CATI y su selección de tecnología probada en el mercado contribuyeron al éxito de Ford en este titánico proyecto.
Nueva tecnología para reconstruir la antigua estación de tren Los arquitectos que diseñaron la estación de estilo Beaux-Arts también habían trabajado en la Grand Central Terminal de Nueva York. Por eso, en sus días de gloria, el edificio era rico en elementos arquitectónicos que ahora están dañados o han desaparecido parcialmente. Para garantizar la precisión histórica en la recreación de algunas de sus piezas arquitectónicas originales, el equipo de restauración necesitaba poder reproducir el nivel de detalle adecuado.
Los escáneres 3D de Creaform ayudan a convertir diseños intrincados en datos 3D utilizables. Con el MetraSCAN 3D y sus 15 secciones transversales, los expertos en restauración pudieron medir hasta el más mínimo detalle, digitalizar las partes dañadas del edificio y cargarlas en un software donde pudieron repararlas digitalmente. Los archivos digitalizados se utilizaron así para recrear las piezas físicas que faltaban en su forma original.
En resumen, la tecnología de escaneado 3D hizo más rápido y preciso el proceso de restauración, que permite a los ingenieros tomar medidas y capturar información que habría sido imposible obtener con los métodos tradicionales.
La conservación del patrimonio es el encuentro entre los objetos antiguos y las nuevas tecnologías Preservar el patrimonio cultural es una tarea delicada que suele implicar ingeniería inversa, es decir, el proceso de reconstruir un objeto físico como modelo 3D para recuperar la intención de su diseño. Dado que los modelos de diseño asistido por ordenador (CAD) o los planos suelen ser difíciles de encontrar o ya no están disponibles, los archiveros y gestores del patrimonio deben utilizar tecnologías modernas para recuperar datos 3D y recrear modelos 3D.
Herramientas y software de escaneado 3D de alta resolución, versátiles, fáciles de usar y rápidos, como MetraSCAN 3D y VXModel, son las soluciones preferidas para escanear eficazmente los elementos decorativos de un diseño arquitectónico y crear digitalmente modelos 3D con la máxima calidad y realismo para restaurarlos.
Un símbolo histórico devuelto a la vida Ford deseaba marcar la diferencia en su comunidad creando puestos de trabajo y restaurando el antiguo esplendor de un símbolo de innovación del pasado. Para ello, la empresa automovilística se asoció con expertos de CATI que emplearon las soluciones de escaneado 3D de Creaform. Esta nueva generación de tecnologías se utilizó para recrear detalles arquitectónicos perdidos por la exposición y el vandalismo.
La tecnología moderna ha ayudado a restaurar una estación de tren antaño icónica que se había convertido en una famosa ruina urbana, transformándola en un nuevo centro de innovación donde se desarrollarán y desplegarán las tecnologías del futuro. Creaform se enorgullece de haber contribuido, a través de su valioso socio CATI, a este esfuerzo de restauración y a la realización de las visionarias ideas de Ford.
Trek Bicycle Corporation se fundó en 1976 en Waterloo, Wisconsin, donde sigue teniendo su sede. Diseña y fabrica bicicletas de alta gama, que vende en tiendas especializadas independientes de todo el mundo. Trek fabrica bicicletas de montaña, carretera, trail, descenso, infantiles y fat bikes, así como bicicletas de asistencia eléctrica y de diseño ecológico. Trek también vende ropa y equipamiento técnico.
Todo empezó en el granero rojo Trek Bicycle Corporation nació en 1976 en un pequeño granero rojo de la localidad rural de Waterloo (Wisconsin). El primer año había cinco soldadores en plantilla, que produjeron poco más de 900 cuadros de acero para los primeros clientes de la empresa. Desde entonces, la empresa ha crecido hasta contar con miles de empleados en las tiendas Trek, instalaciones de pruebas y oficinas de todo el mundo. Muchas cosas han cambiado desde aquellos primeros días, salvo el compromiso de Trek con sus principios fundacionales de fabricar grandes productos y hacer del mundo un lugar mejor para vivir y montar en bicicleta.
Ahora Trek reside en unas instalaciones de investigación y desarrollo (I+D) de categoría mundial, a un kilómetro y medio de la carretera del granero rojo. Desde allí, diseña y fabrica bicicletas y equipamiento para ciclistas de todo el mundo, desde los principiantes hasta los profesionales de los equipos propiedad de Trek que compiten en las pruebas más importantes del mundo, como el Tour de Francia.
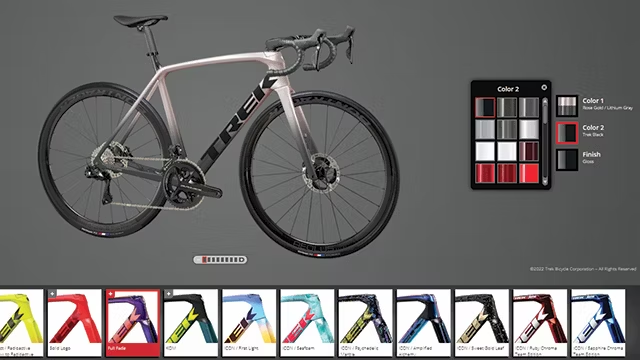
Proyecto Uno El Project One de Trek es un programa que ofrece a los clientes el control sobre el diseño de la bicicleta de carretera, montaña o eléctrica de sus sueños. Si un cliente puede imaginarlo, Trek puede hacerlo realidad en su taller de pintura Project One. Los clientes de Project One tienen la opción de elegir entre una combinación preestablecida de colores, esquemas de pintura y componentes personalizados, o soñar con una idea descabellada para una bicicleta única.
La fabricación, pintura y construcción de las bicicletas Project One se realiza en la sede de Waterloo y en las instalaciones de Hartmannsdorf, Alemania. Trek también fabrica en Waterloo las ruedas de carbono de alta gama para las bicicletas personalizadas.
Trek ha conseguido que el proceso de fabricación de bicicletas personalizadas sea ágil, rápido y sencillo para los clientes, tomando todas las medidas posibles para minimizar los plazos de entrega. Eso ha sido un reto cuando hay escasez de piezas, pero el software Opcenter™, que forma parte de la plataforma empresarial Siemens Xcelerator de software, hardware y servicios, ha permitido a Trek ver el panorama completo, priorizar los componentes para las bicicletas de los clientes y asignar piezas para construir de la manera más eficiente posible.
“Gracias a Opcenter Advanced Planning & Scheduling, somos capaces de ver con antelación que vamos a tener las piezas disponibles para construir el doble de lo que antes era posible”, afirma Eric Schultz, director de programación maestra de Trek.
La transformación digital favorece la fabricación bajo pedido El programa Trek Project One es un negocio de fabricación por encargo de gran variedad y bajo volumen. Su creciente dependencia de las herramientas digitales ofrece la mejor experiencia a sus clientes y socios. Cuando un cliente realiza un pedido, se genera una fecha de producción basada en la disponibilidad de piezas y la capacidad en el momento del pedido. Trek prevé los componentes que necesita comprar en función de lo que cree que serán las preferencias del cliente, en lugar de comprar componentes para una cantidad fija de producción por modelo.
La transformación digital de Trek permite al cliente diseñar la bicicleta de sus sueños en una pantalla, realizar su pedido a través de su tienda de bicicletas local, obtener una estimación del plazo de entrega, obtener notificaciones por correo electrónico/foto durante el proceso de pintura y construcción y, en última instancia, hacer realidad su concepto en forma física.
“Anteriormente, utilizábamos informes SQL y funciones estándar en nuestro sistema ERP que funcionaban bien a pequeña escala, pero que a gran escala no eran sostenibles”, afirma Mike Lodl, director de fabricación global. “Sabíamos que con el continuo crecimiento del negocio el proceso actual no sería sostenible sin añadir más y más programadores”.
Las limitaciones de la forma de trabajar existente impedían a Trek probar nuevos escenarios, realizar análisis de capacidad a más largo plazo a medida que surgían problemas en la cadena de suministro y mover las fechas de las órdenes de trabajo y de los pedidos de venta, lo que suponía un proceso manual que consumía mucho tiempo y limitaba el crecimiento.
Optimización de los plazos de entrega Para Project One, el uso de Opcenter permite a Trek obtener información en tiempo real, combinarla con la disponibilidad de piezas y capacidad y entregar una bicicleta de primera calidad a sus clientes y distribuidores en el menor tiempo posible, siendo tan transparente y útil como sea posible a lo largo del proceso.
“El calendario dinámico de Opcenter nos ayuda realmente a optimizar los plazos de entrega a nuestros clientes en función de cómo estamos trabajando y operando en cada uno de nuestros departamentos”, afirma Schultz.
Antes de la pandemia, Trek se enfrentaba a problemas normales de la cadena de suministro y de inventario, como retrasos, materiales no conformes, desastres naturales que afectaban a la entrega o una variedad de otros problemas logísticos. Cuando un componente clave se retrasaba, Trek tenía que mover manualmente cientos o miles de fechas de órdenes de trabajo y pedidos de venta, y luego tenían que encontrar trabajo para volver a llenar el calendario y mantener la planta en funcionamiento.
“Este era un proceso increíblemente lento y manual”, dice Schultz. “Al ser un proceso necesario, pero sin valor añadido, sabíamos que debíamos intentar automatizar o acelerar el proceso con algún tipo de solución de software”.
“No había una forma eficaz de agilizar el trabajo o planificar la producción si nuestro equipo de cadena de suministro y logística conseguía que los componentes llegaran antes.
“Había días que me pasaba horas introduciendo fechas manualmente, pero ahora gracias a Opcenter puedo emplear mi tiempo en hacer análisis o encontrar otras formas de optimizar nuestro negocio. Opcenter libera horas de mi tiempo para tareas de mayor valor añadido”.
En busca de la sostenibilidad Una opción era un proceso de carga masiva de datos, pero eso no proporcionaría el análisis o la inteligencia que Trek necesitaba. La empresa estudió varias soluciones de software, pero al final decidió que Opcenter era la mejor opción.
“En última instancia, sabíamos que el software Opcenter Advanced Planning and Schedule iba a ser la solución”, afirma Schultz.
“Cuando expusimos cuál iba a ser el alcance del trabajo, o lo que queríamos que el software hiciera por nosotros, el socio preferente de Siemens, SNic, fue la única empresa de las tres que nos dijo: ‘Sí, hemos hecho eso con Opcenter para otros clientes’. Incluso hablamos con otros usuarios que nos confirmaron que utilizaban Opcenter de la misma forma que nosotros queríamos para nuestro negocio”.
“La combinación del software y la experiencia de SNic fue única. El equipo comprendió nuestros retos y colaboró en el desarrollo de la solución lógica personalizada específica para nuestro negocio, y Opcenter destacó por sus opciones y funcionalidades listas para usar. También nos gustó el hecho de que Opcenter se había utilizado más ampliamente en la industria que los otros productos que evaluamos.”
La ventaja de Opcenter Según Schultz, “Opcenter automatizó mucho trabajo. Nuestro equipo de programación pasaba horas actualizando miles y miles de fechas de órdenes de trabajo y pedidos de venta cada vez que descubríamos un problema de suministro que no podíamos resolver. Opcenter liberó al equipo de programación para realizar más análisis en lugar de dedicar tiempo a cambiar miles de fechas”.
“Opcenter puede ayudarnos a entender qué componentes tendremos para construir en cada departamento a lo largo del tiempo. Esto nos ayuda a entender dónde podemos necesitar formar o contratar empleados”.
“Podemos gestionar más del doble de trabajo que antes con un equipo del mismo tamaño y hemos evitado innumerables paradas de producción para asegurarnos de que los empleados seguían trabajando remuneradamente en la producción”.
Lodl afirma: “Que los clientes de Trek puedan tener la experiencia de conseguir la bicicleta de sus sueños con meses de antelación ha hecho que su experiencia de compra sea excepcional.”
“Ahora puedo obtener actualizaciones instantáneas de todos nuestros procesos de fabricación, sin moverme de mi mesa. Sé que los sistemas comprueban que todo va bien, en lugar de hacerlo yo, así que puedo dedicar mi tiempo a innovar y mejorar”. -Michele Magri, Directora de producción
Fabricación electrónica de alta calidad Egicon es una empresa europea emergente de diseño y producción electrónica de vanguardia. Con sede en la región italiana de Módena, la empresa ofrece servicios de fabricación de alta calidad para sectores industriales como la automoción, la agricultura, la biomedicina y la industria aeroespacial.
Fundada en 2009, el ala de producción de la empresa se estableció para producir unidades de control electrónico (ECU) para motocicletas, coches de carreras y automóviles de lujo, de conformidad con las normas de calidad IATF 16949. Con el tiempo, la empresa empezó a fabricar productos adicionales, incluidos dispositivos médicos, de conformidad con los requisitos de calidad ISO 13485.
En 2015, la necesidad de ofrecer a los clientes soporte de garantía y datos de trazabilidad inició a la empresa en un viaje de digitalización que finalmente condujo a la automatización completa de sus procesos de fabricación.
“Nuestra búsqueda del sistema de ejecución de fabricación más adecuado nos llevó a Mentor Graphics y Cadlog, su representante italiano”, afirma Michele Magri, director de producción de Egicon. “Las soluciones puntuales y de trazabilidad de Valor encajaban a la perfección”.
El viaje de la digitalización “El proceso de automatización comenzó con un sencillo sistema de recopilación de datos y se aceleró a partir de ahí”, afirma Magri. “Invertimos mucho en sistemas ECAD y MCAD e implantamos el software Valor® Process Preparation para conseguir un flujo de información único y unificado entre nuestros departamentos de diseño y producción. Esto fue especialmente beneficioso en la ejecución de NPI”.
“Inicialmente, el paquete de soluciones puntuales Valor se utilizó para conectar nuestras máquinas, almacén y procesos de montaje y pruebas a nuestra base de datos central, con el fin de lograr la trazabilidad de los materiales”, explica Magri. “Poco después, nos dimos cuenta de que la solución era totalmente adecuada para la supervisión de la productividad y la eficacia general de los equipos”. En 2017, todos los procesos de Egicon estaban conectados al sistema Valor, sustituyendo todos los sistemas manuales de recopilación de datos y realizando un seguimiento de los KPI en tiempo real. En 2019, instalamos el software IoT Opcenter Execution Electronics para mejorar la recopilación de datos y obtener los beneficios del mayor flujo de datos, lo que nos permitió beneficiarnos del software de análisis Opcenter Intelligence Electronics. Hemos hecho realidad la fábrica sin papeles”.
Cómo funciona hoy Con una plantilla de 60 personas y unos ingresos anuales de 10 millones de euros, Egicon está considerada una de las empresas emergentes más interesantes en el campo del desarrollo tecnológico y la producción.
El software Opcenter™ Execution Electronics IoT está totalmente integrado en los sistemas de producción y calidad de Egicon, lo que permite una supervisión continua a través del panel de eficacia general de los equipos (OEE), que permite a los responsables ver el estado del trabajo en curso en tiempo real. El departamento de calidad recibe notificaciones instantáneas sobre incidencias relacionadas con la calidad, lo que se traduce en una reducción significativa de los costes relacionados con los residuos.
Las soluciones Valor y Opcenter, que constituyen el núcleo de los sistemas de producción de Egicon, forman parte de la plataforma empresarial de software, hardware y servicios Xcelerator de Siemens. Egicon lanza cada año al menos 200 nuevas introducciones de productos (NPI) o actualizaciones para su revisión, y la suite Valor Process Preparation gestiona todos los cambios y lanzamientos de productos.
Valor Material Verification verifica que todos los materiales y herramientas están preparados antes del montaje, lo que mejora la eficacia y la calidad. El software también proporciona la máxima flexibilidad al admitir funciones como piezas alternativas, una lista de proveedores aprobados (AVL), posicionamiento libre del alimentador, posiciones alternativas dinámicas, material bloqueado y empalme seguro.
Opcenter Execution Electronics IoT y Opcenter Intelligence Electronics proporcionan una completa recopilación de datos y análisis del taller preparados para Industria 4.0, que se conectan a todos los procesos y máquinas para la recopilación de datos y la trazabilidad completa. Los clientes tienen garantizados los más altos niveles de trazabilidad (niveles tres y cuatro de IPC1782) sin coste adicional.
Egicon, que antes tenía un plazo de un mes para los informes de calidad y producción, ofrece ahora estos servicios en tiempo real. “Ahora puedo obtener actualizaciones instantáneas de todos nuestros procesos de fabricación, sin moverme de mi mesa”, dice Magri. “Sé que los sistemas están comprobando que todo va bien, en lugar de hacerlo yo, así que puedo dedicar mi tiempo a la innovación y las mejoras”.
“Usando las herramientas proporcionadas por Mentor Graphics y Cadlog, somos capaces de reducir nuestra tasa de reparación de 30 ppm a seis, y logramos una tasa de rechazo del cero por ciento en 2019”, explica Magri. “Nuestros clientes aprecian la mejora de los niveles de servicio y, gracias a estas soluciones innovadoras, a menudo podemos anticiparnos a sus solicitudes de sistemas de calidad. Esto ha aumentado el nivel de confianza de nuestros clientes en nosotros y nos ayuda a atraer nuevos negocios. Estamos utilizando las soluciones Valor point para evitar el registro manual de los eventos de calidad, y estamos utilizando la base Valor para el seguimiento de los trabajos en curso. La eliminación del producto desechado está relacionada con la supervisión en tiempo real de los eventos de calidad y es el resultado de las mejoras continuas garantizadas por la plataforma analítica de fabricación.”
Planes de futuro Avanzando en la visión de Industria 4.0, Egicon planea aprovechar las capas de conectividad de datos ISA95 para impulsar la excelencia utilizando aplicaciones como analítica y máquina a máquina (M2M) y otras microsoluciones.
“Gracias a las herramientas proporcionadas por Mentor y Cadlog, pudimos reducir nuestra tasa de reparaciones de 30 ppm a seis, y logramos una tasa de chatarra del cero por ciento en 2019.” Michele Magri, Production Manager
Con sede en Corea del Sur, Autocut es un proveedor de soluciones de películas de protección de pintura (PPF) y películas tintadas para automoción. Ofrece software con más de 17000 datos de patrones de películas de protección de pintura (PPF) y películas de precorte para talleres de recambios de automoción. El precorte de la película basado en las formas de las piezas del automóvil es necesario para los proyectos productivos de PPF. Con más de 15 años de experiencia, las soluciones de Autocut se utilizan en más de 100 talleres de Corea del Sur.
Tradicionalmente, el equipo de desarrollo de Autocut realizaba las mediciones manualmente, con cinta adhesiva y papel transparente, para diseñar nuevos patrones. El corte de la película también se realizaba a mano. Por desgracia, estos procesos no proporcionaban resultados uniformes, ya que los patrones tendían a variar en función de las condiciones del taller. Los patrones grandes, que no podían cubrirse con papel y película, eran difíciles, si no imposibles, de hacer.
La transformación digital de Autocut: La búsqueda del escáner 3D adecuado. Sangwon Jung, director general de Autocut, y Chango Kim, director, decidieron buscar una alternativa más moderna y realizar la transición hacia la digitalización. “Queríamos tanto hardware como software que fueran fáciles de usar y fiables”, explica Jung.
El equipo estudió varios proveedores de tecnología de escaneado 3D; por desgracia, tras numerosas pruebas, la calidad de los escaneados era mala y las plataformas de software no eran muy intuitivas. Algunos de los escáneres ni siquiera podían mostrar una imagen nítida debido a los fuertes reflejos o a la distorsión de los colores en las líneas de delimitación.
Los escáneres 3D de Creaform se enfrentan a los proyectos más desafiantes de Autocut. A continuación, Autocut probó los escáneres 3D de grado metrológico de Creaform. “Las soluciones de Creaform eran diferentes”, dijo Jung. “Son muy fáciles de usar, y el software es igualmente sencillo. Supimos de inmediato que podríamos implementar estas soluciones muy rápidamente en nuestros flujos de trabajo existentes.”
La empresa adquirió los escáneres MetraSCAN 3D y Go!SCAN 3D de Creaform, junto con el software VXelements, una avanzada plataforma de software de metrología 3D. Los resultados fueron casi inmediatos. Los técnicos pueden escanear rápidamente un vehículo y obtener las mediciones 3D que necesitan en muy poco tiempo. Jung y Kim estiman que los escáneres 3D han duplicado la eficacia.
Los escáneres 3D de Creaform también han reducido drásticamente las tareas repetitivas. “Una vez escaneados los componentes por primera vez, resulta sencillo ampliarlos y modificarlos con nuevos patrones adicionales, todo ello garantizando la coherencia”, añade Kim. Esto significa que los técnicos pueden obtener tantos patrones como deseen analizando y sustituyendo varios modelos 3D. Autocut también observó importantes mejoras de eficiencia en el corte de láminas altamente personalizadas para coches concretos, lo que inevitablemente permitió a la empresa aceptar aún más proyectos.
A diferencia de otros escáneres 3D del mercado, MetraSCAN 3D y Go!SCAN 3D generaron datos limpios y precisos en tiempo real sin ninguna limitación, incluyendo superficies blancas, negras, brillantes y reflectantes. Las geometrías complejas también podían capturarse con facilidad. Además, las funciones de posprocesamiento de VXelement aceleraron el desarrollo gracias a la versatilidad del software y a su rapidez de tratamiento.
“Quedamos muy satisfechos con el soporte técnico inmediato y las continuas actualizaciones de software”, dijo Jung. El equipo pudo confiar en la capacidad de respuesta de los expertos locales de Creaform para cualquier pregunta o resolución de problemas, algo imprescindible para las empresas que están empezando con las tecnologías de escaneado 3D”.
Autocut planea expandirse a otros sectores a corto plazo, ofreciendo servicios para motocicletas, bicicletas y palos de golf. “Creemos que gracias a los escáneres 3D de Creaform, nuestro negocio ha mejorado enormemente la satisfacción del cliente y nos ha ayudado a obtener una ventaja competitiva en nuestro mercado.”
El protésico francés Julien Montenero utilizó la tecnología 3D de Artec para crear prótesis post-mastectomía. Escaneando el seno de la paciente antes de la mastectomía, procesaba los datos del escaneo 3D para preparar un modelo y lo imprimía en 3D para crear un prototipo con silicona médica especial
A finales de 2020, 7,8 millones de mujeres habían sido diagnosticadas con cáncer de mama durante los cinco años anteriores, lo que lo convierte en el cáncer más prevalente a nivel mundial. La enfermedad ataca a las mujeres a cualquier edad y en todos los países del mundo. En medio de la pérdida y el dolor, también hay historias de supervivencia, coraje e inspiración. Ser diagnosticada con la enfermedad y luchar contra ella es lo suficientemente traumático, y ser sobreviviente de cáncer de mama trae nuevas preocupaciones, como aprender a vivir con una nueva versión de uno mismo.
Someterse a una mastectomía, una extirpación quirúrgica de uno o ambos senos, brinda la mejor oportunidad de obtener un resultado positivo. Pero el coste emocional que impone ciertamente no debe tomarse a la ligera. Para muchas mujeres, la pérdida de uno o ambos senos a causa del cáncer puede causar sentimientos de desesperanza, cuerpo incompleto, inconvenientes sociales, falta de confianza y pérdida de la sensualidad.
Un número creciente de mujeres optan por usar prótesis en lugar de someterse a una cirugía reconstructiva después de la mastectomía. Esto implica tener que encargarse de crear la prótesis antes de la cirugía: tener una prótesis mamaria incómoda, que se deteriora lenta o simplemente disfuncional no es más que agregar insulto a la lesión.
Precursor del avance médico
Durante el confinamiento por la pandemia, un protésico francés cumplió su ambición de toda la vida: creó una prótesis mamaria personalizada que abordaba por completo las necesidades y preocupaciones antes mencionadas. Julien Montenero siempre ha visto como su misión volver a poner a las personas en el centro de la industria de la salud, por lo que comenzó a buscar métodos innovadores y eficientes para ayudar. A Montenero se le ocurrió por primera vez la idea de ayudar a pacientes posmastectomía hace 17 años, pero fue recién el año pasado cuando identificó la tecnología 3D como la mejor solución.
Descubriendo el escaneo 3D para prótesis transformativas a medida
Como cualquier visionario, este protésico siempre está atento a las noticias sobre la última tecnología que posiblemente podría implementar en su trabajo. Entonces, cuando se emitió un informe de televisión sobre un proyecto de arqueología en Egipto que usaba escáneres 3D de Artec, instantáneamente despertó su interés. Montenero estaba encantado con la precisión de la tecnología y no podía esperar para ponerla a prueba. Después de un par de proyectos de prueba, para los que alquiló un escáner 3D, se convirtió en uno de los primeros profesionales en utilizar el escaneo 3D para aplicaciones médicas. Sintiéndose listo para invertir con total libertad y la alta calidad que solo esta tecnología podía brindar, Montenero se puso en contacto con Boreal, un socio de Artec 3D Gold-Certified, cuyos expertos le presentaron Artec Eva y Artec Space Spider. Estos escáneres 3D portátiles se convirtieron en la solución largamente esperada para crear prótesis ligeras y personalizadas.
Florian Goussu, técnico de ventas de Boreal, explicó: “Con el uso de tecnologías 3D en la cirugía reconstructiva, los epitetistas ahora cuentan con una variedad de herramientas digitales, como los escáneres 3D de Artec, que les permiten duplicar extremidades u órganos de manera rápida y eficiente. Estas operaciones dan a los pacientes el coraje y la fuerza para enfrentarse al mundo que les rodea”.
Cada uno de los dos escáneres ya ha demostrado ser insustituible en la industria de la salud actual. La creación de prótesis personalizadas con la comprensión más completa de la anatomía individual del paciente se ha vuelto mucho más rápida y profesional desde que Artec Eva y Artec Space Spider entraron en escena. El software de procesamiento y escaneo 3D de Artec Studio compensa fácilmente los pequeños movimientos que un paciente puede hacer al escanear y ayuda a convertir los datos 3D en un excelente modelo anatómico en 3D.
Cada vez más empresas médicas están poniendo grandes esperanzas en el escaneo 3D para prótesis. Vistos como la próxima revolución en la medicina, los dispositivos 3D brindan prácticas y tecnologías de próxima generación a familias desfavorecidas, a quienes sufrieron en el conflicto o, en el caso de los pacientes de Montenero, a sobrevivientes de cáncer. Uno de estos dispositivos es Artec Eva, un escáner portátil estándar de la industria, basado en una tecnología de escaneo de luz estructurada. Es ampliamente utilizado en todo el mundo para capturar partes del cuerpo, lo que ayuda a crear escaneos texturizados increíblemente precisos. Siempre que necesite escanear el cuerpo humano, no hay nada como el Eva ligero y seguro, ahora con el modo HD.
En el caso de que los profesionales médicos necesiten brindar detalles elaborados, a menudo se recurre a Artec Space Spider. Este escáner 3D produce resultados de alta precisión al escanear objetos pequeños con geometría compleja. Space Spider incluso se usa para predecir escenarios de cirugía para asegurarse de que todo salga bien en situaciones en las que no hay lugar para el error humano.
“Desde el principio hemos estado buscando nuevos procesos, materiales innovadores a partir de tecnologías de punta”, afirmó Montenero en su sitio web. “Desarrollamos técnicas sostenibles para la comodidad y el bienestar de nuestros pacientes.”
Los resultados son prótesis personalizadas, livianas y cómodas que ayudan a restaurar la confianza en sí misma de una persona después de su batalla contra el cáncer de mama. Su trabajo no se trata solo de innovación, sino de curación personal, empoderamiento y difusión de la esperanza de un mañana mejor.
Producto: Metra 3D Industria: Maquinaria y Equipo Industrial
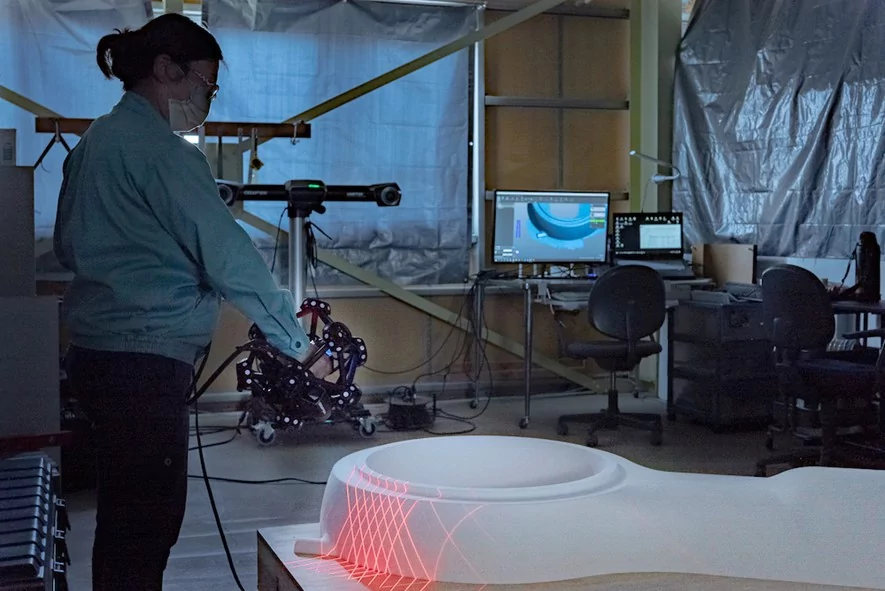
Muchas empresas ahora están acelerando sus esfuerzos para reformar la forma en que trabajan, y en Japón, donde hay escasez de ingenieros, la fabricación es la industria que tiene la necesidad más apremiante de abordar este problema. Además, con la jubilación de la generación del baby boom de ingenieros veteranos, muchas empresas enfrentan el desafío de transmitir habilidades a trabajadores más jóvenes, y un número cada vez mayor de empresas está trabajando para mejorar la eficiencia del trabajo de medición en los sitios de producción, que había sido ineficiente.
En el pasado, la medición manual con calibradores era el método común, y tomaba una enorme cantidad de tiempo medir formas curvas y de forma libre de espuma de estireno. Además, el trabajo de medición a menudo tiende a basarse en el conocimiento tácito de empleados veteranos, y puede llevar varias horas-hombre comparar los resultados de la medición con los datos CAD originales. Además, para garantizar la precisión de la medición, la línea de producción debe detenerse temporalmente, lo que en algunos casos conduce a operaciones ineficientes.
Sakai Model Making Corporation es un fabricante que aprovecha su tecnología y experiencia, acumulada durante más de medio siglo, para producir una variedad de modelos, incluidos modelos de fundición para flans, V-process, máquinas de moldeo automático, moldes, moldes de resina , y molde completo. El modelo de negocio de la empresa es recibir pedidos directamente de los fabricantes de máquinas herramienta y trabajar en asociación con los fabricantes de fundición, cambiando de forma flexible la forma, el tamaño y la cantidad de modelos entregados caso por caso en respuesta a las solicitudes de los clientes. Sakai Model Making se enfrentaba al mismo problema de medición.
Además de estos problemas de medición, Sakai Model Making Corp. también enfrentó los desafíos de lidiar con una fuerza laboral en declive debido a la caída de la tasa de natalidad y el envejecimiento de la población, la transmisión de habilidades, la capacitación de trabajadores jóvenes y la evolución de los estilos de trabajo. Entrevistamos a los miembros principales del proyecto sobre los esfuerzos de medición 3D realizados por Sakai Model Making Corp.
Necesidad urgente de mejorar las inspecciones dimensionales, demasiado genéricas e ineficientes.
Antes de enviar un modelo, es fundamental garantizar la calidad mediante la inspección dimensional. La medición se hacía convencionalmente a mano, lo cual es una tarea muy difícil porque muchos de los modelos son fundidos, contienen muchas superficies curvas y tienen formas complejas. Además, dado que la mayoría de los modelos están hechos de espuma de estireno, que es blanda y quebradiza, se debe tener mucho cuidado al medirlos. La evaluación de las dimensiones se realizó aplicando con cuidado una regla o un calibre convexo a cada punto y, en el caso de superficies curvas complejas, es posible que se haya fabricado un calibre especial para la medición.
El tamaño de las piezas fundidas varía desde el tamaño de la palma de la mano hasta 10 metros. Naturalmente, dado que el modelo es la parte que lleva la base, se requiere la entrega de un modelo de alta calidad y precisión.
La precisión dimensional requerida para la creación de modelos es de entre 0,5 mm y 1 mm, pero no es realista medir manualmente cada dimensión detallada de un modelo. Por tanto, era necesario determinar qué dimensiones eran importantes a la hora de desmoldar o acabar las piezas fundidas y evaluar correctamente los puntos de medición. Además, solo yo pude hacer la evaluación final durante la inspección previa al envío. Por lo tanto, a veces pasé casi toda la semana antes del envío sin hacer nada más que inspecciones. No tuve más remedio que detener las cotizaciones y otros trabajos mientras se realizaban las inspecciones.
Director representante de Sakai Model Making Corp. Sr. Naruhito Sakai
La evaluación dimensional previa al envío en Sakai Model Making Corp. fue un proceso manual, una técnica que el Sr. Sakai había adquirido a través de prueba y error y por tacto durante muchos años. “Debido a esta dependencia del conocimiento tácito, fue difícil formalizarlo y transmitirlo a otros miembros del personal de la empresa”, dice.
“De haber continuado con el mismo sistema que antes, hubiera sido difícil mantener la confianza de nuestros clientes para el futuro. Para salir de esta situación y mejorar nuestras operaciones, decidimos pasar a un enfoque digital”, dijo el Sr. Sakai.
MetraSCAN 3D fue elegido por su velocidad de medición abrumadoramente rápida y su compacidad
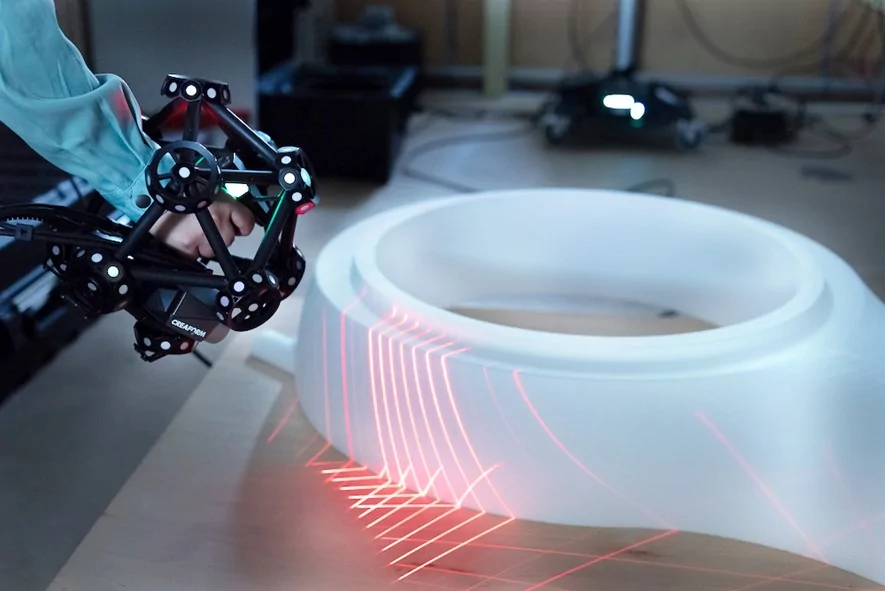
Como medio para mejorar el proceso de medición, Sakai Model Making Corp. centró su atención en los escáneres 3D , que pueden escanear superficies curvas reales y formas complejas simultáneamente con un láser y digitalizarlas como datos 3D. El Sr. Isonuma tomó la iniciativa y comenzó a comparar productos.
El mayor inconveniente común a todos los escáneres 3D que estábamos considerando en ese momento era la velocidad de medición”, dijo Isonuma. Solo se tardó ocho horas en medir un producto y pensamos que esto no era práctico.
Sakai Model Making Corp. Ingeniero técnico Sr. Yasuhumi Isonuma
La baja velocidad de medición fue un factor decisivo para los modelos de Sakai Model Making Corp., muchos de los cuales también eran grandes e incluían una cantidad considerable de puntos de medición. Además, la fábrica estaba atestada de equipos de procesamiento y una gran máquina de medición habría abrumado el limitado espacio de trabajo.
Para que cualquier persona, independientemente de su experiencia, pueda realizar mediciones en 3D, la compacidad es imprescindible. Además, la velocidad de medición es importante para responder rápidamente a las solicitudes de los clientes. Cuando buscábamos un escáner 3D que cumpliera con estos requisitos, nos enteramos de que un fabricante de fundición con el que negociamos estaba usando un MetraSCAN 3D portátil con exactamente estas características, por lo que contactamos al fabricante de inmediato. Cuando probamos MetraSCAN 3D, descubrimos que la velocidad de escaneo era muy rápida y que los datos 3D podían visualizarse en tiempo real en la pantalla de la PC mientras se realizaba la medición. Terminamos seleccionando este escáner porque era la única solución que cumplía con todos los requisitos.
La capacidad de MetraSCAN 3D para escanear objetos grandes a alta velocidad y realizar mediciones 3D precisas de formas complejas en poco tiempo fue un factor decisivo en nuestra decisión de introducir el sistema.Los resultados del escaneo se visualizan en tiempo real en la pantalla de la PC utilizando el software VXelements incluido, lo que permite al usuario verificar en el acto si el escaneo se realizó lo suficientemente bien como para crear datos digitales en 3D del producto de manera rápida y eficiente, al mismo tiempo que evita la repetición innecesaria.
Otra ventaja de MetraSCAN 3D es que puede medir objetos grandes y pequeños, y los objetos grandes se pueden escanear sin necesidad de recombinar y realinear los datos más adelante. Además, dado que no es necesario adjuntar objetivos, las mediciones se pueden realizar una tras otra, incluso si hay docenas de objetos para medir. Esta es una característica única del C-Track, que fue desarrollado para sistemas de posicionamiento automático automatizados que pueden realizar mediciones 3D de objetos grandes con alta precisión y velocidad.
La estandarización y la simplificación del trabajo de medición mejoran drásticamente la eficiencia del trabajo
Después de implementar MetraSCAN 3D, el administrador del sistema de Sakai Model Making Corp. vio resultados inmediatos en las operaciones de medición.
Cualquiera puede aprender a calibrar y medir usando el MetraSCAN 3D con solo una simple explicación de su funcionamiento. Por supuesto, se necesita algo de tiempo para poder editar y crear datos para la inspección, pero los nuevos empleados aprendieron el trabajo de medición en su primer día en el sitio.
MetraSCAN 3D es una CMM de alto rendimiento, pero es fácil de operar. Los nuevos empleados que han estado en la empresa durante solo unos meses aprenden rápidamente a operarla y ahora miden los productos como parte de su trabajo diario.
El Sr. Sakai continuó: “ Cuando solía medir manualmente las dimensiones de los modelos medianos, el trabajo de medición por sí solo solía llevar un día y medio, pero MetraSCAN 3D ha reducido el tiempo a medio día. Todavía hago la evaluación final yo mismo, pero ahora que estoy libre de medir e informar, ya no tengo que dedicar una semana solo a las inspecciones previas al envío. El tiempo ahorrado ahora se puede utilizar de manera efectiva para hacer cotizaciones ”, dice.
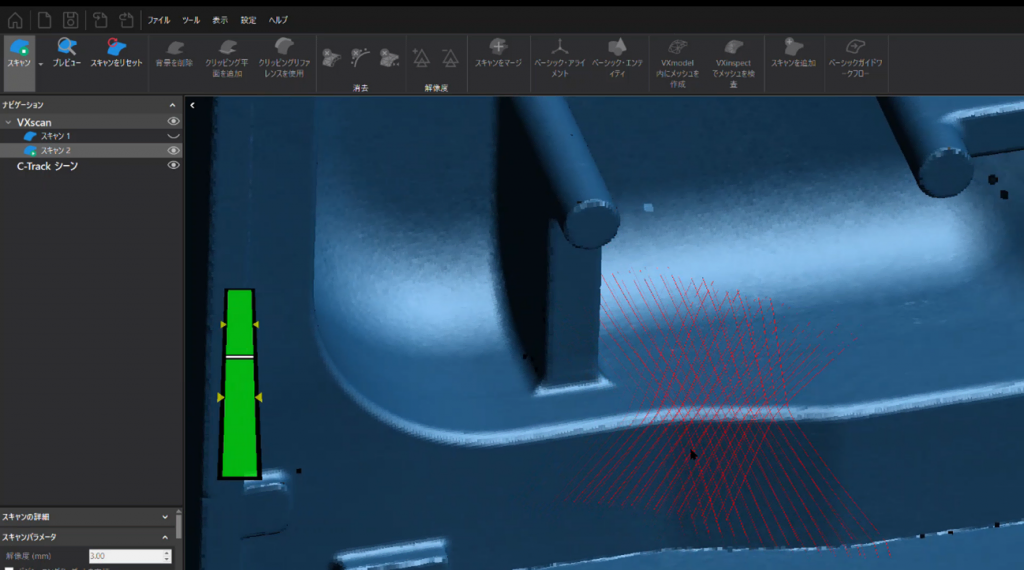
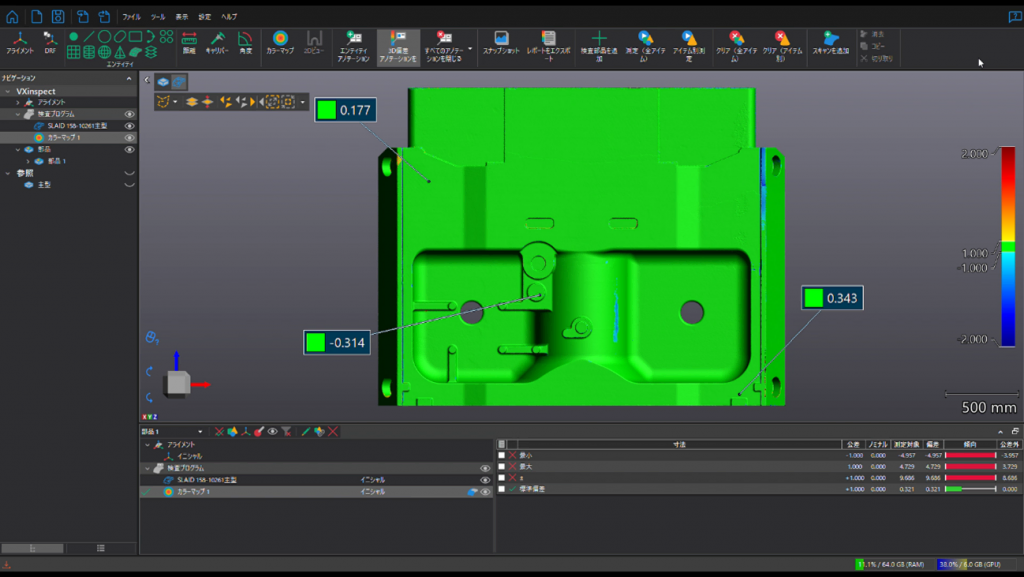
Actualmente, el Sr. Isonuma utiliza datos 3D para crear datos de procesamiento, que luego el administrador del sistema verifica antes de convertirlos en datos de mecanizado. Los productos ensamblados luego se miden con el MetraSCAN 3D, y los datos de diseño y los datos 3D obtenidos de la medición se superponen y comparan. Además, dado que los resultados de las mediciones se almacenan como datos 3D, también se ha establecido un sistema de garantía de calidad para los clientes después de la entrega. No se trata solo de mejorar la eficiencia de la inspección; el proceso empresarial en sí se está digitalizando.
Los datos medidos por MetraSCAN 3D se comparan con los datos CAD en VXinspect, el software incluido, y después de que el trabajo de medición se realiza fácilmente, Sakai Model Making Corp. almacena los datos como datos de inspección del envío del producto.
Acelerar la eficiencia empresarial con datos 3D para comenzar una nueva era
Sakai Model Making Corp. planea automatizar aún más su sistema de trabajo, incluidas las inspecciones previas al envío, para crear un entorno en el que las operaciones puedan ser realizadas principalmente por trabajadores más jóvenes sin depender de trabajadores calificados. La compañía también planea utilizar MetraSCAN 3D y datos 3D no solo en el proceso de inspección, sino también en el proceso de fabricación. Como parte de este plan, la compañía planea usar también impresoras 3D, con el objetivo de mejorar aún más la eficiencia operativa.
“El reciente problema de Corona y los problemas geopolíticos han hecho que la adquisición de madera y otros materiales sea inestable, y los precios se han disparado. Además, la empresa perderá credibilidad si no aborda los ODS. Para abordar estos problemas sociales, trabajaremos para mejorar aún más la eficiencia utilizando datos 3D”, dijo el Sr. Sakai, expresando sus planes para el futuro.
Producto: Simcenter Industria: Automotriz y Transporte
Trabajando en asociación con Siemens, UTAC CERAM mira hacia el futuro del diseño acústico automotriz, incluida la homologación virtual, el diseño predictivo de ruido de paso y la optimización del sonido de los vehículos equipados con AVAS.Louis-Ferdinand Pardo, Líder Experto Acústico y Gerente de Departamento, Compatibilidad Electromagnética y Ruido, Vibración y Aspereza UTAC CERAM
Pasando la primera vez
Los científicos confían en que la contaminación acústica puede dañar la salud y el comportamiento de todos los seres, por lo que reducir los niveles de ruido generados por automóviles, aviones y máquinas es un requisito para apoyar un futuro sostenible.
Los gobiernos de todo el mundo, especialmente en Europa, están tomando medidas drásticas para hacer cumplir niveles de ruido de paso de vehículos (PBN) más estrictos. En junio de 2016, Europa emitió un plan para disminuir los niveles regulares de ruido de los automóviles de pasajeros del nivel actual de 72 decibelios (dB) a un máximo de 70 dB para 2020 y 68 dB para 2024. Lograr una reducción de 4 dB requerirá un enorme esfuerzo , ya que los fabricantes de vehículos ya están presionando los límites de ingeniería para permanecer por debajo del objetivo actual.
Los fabricantes de vehículos y los proveedores de piezas simplemente tendrán que trabajar de la mano para ofrecer sistemas que cumplan con los objetivos acústicos individuales y generales. Habrá que prestar especial atención a los componentes que generan más ruido: la cadena cinemática, la admisión, el escape y los neumáticos.
Todo vehículo debe estar certificado por la norma 362 de la Organización Internacional de Normalización (ISO), que ha sido revisada en los últimos años. Ahora requiere pruebas más extensas para representar aún mejor la realidad del tráfico urbano. Los equipos de prueba ya están dedicando mucho esfuerzo a realizar las pruebas regulares de homologación y tienen poco o ningún tiempo o recursos de sobra.
La realidad es clara: los vehículos deben diseñarse para poder pasar la prueba la primera vez.
Preparándonos para el futuro
Durante décadas, UTAC CERAM ha ayudado a los fabricantes de vehículos a pasar las pruebas de certificación y homologación. UTAC CERAM es un grupo privado e independiente que brinda servicios en muchas áreas del transporte terrestre: regulación y aprobación, pruebas y experiencia técnica (medio ambiente, seguridad, durabilidad y confiabilidad), certificación, eventos automotrices públicos y capacitación en seguridad para conductores. UTAC CERAM también trabaja a título oficial con dos instituciones reguladoras francesas que supervisan las normas de inspección técnica (Organización Técnica Central) y la normalización (Oficina de Normalización Automotriz).
Más de 400 empleados trabajan en dos centros de pruebas en Linas-Montlhéry y Mortefontaine, Francia, así como en las instalaciones de los clientes en Francia y en el extranjero. Además, UTAC tiene filiales en el Reino Unido, América del Norte, Rusia y China.
La homologación de ruido de paso de vehículos es una de las muchas actividades de UTAC CERAM. Numerosos vehículos se prueban cada año de acuerdo con la norma ISO 362 en la pista de ruido de paso exterior en el sitio de Linas-Montlhéry. Sin embargo, la participación de UTAC CERAM en la industria automotriz va más allá de la simple homologación. La empresa ofrece soluciones para el diseño y las pruebas automotrices para que los fabricantes puedan estar seguros de que sus vehículos pasarán la última prueba de homologación.
Con el fin de dominar el diseño del ruido de paso, UTAC CERAM ha invertido en una cámara acústica de última generación. La gran instalación cuenta con aislamiento de sonido ajustado, un banco de ruedas con tracción en las cuatro ruedas y dos filas de micrófonos combinados con el software Simcenter Testlab™ de Siemens Digital Industries Software para análisis y el hardware Simcenter SCADAS™ para adquisición. Como tal, está diseñado para reproducir las condiciones de las pruebas de ruido de paso exterior con la mayor precisión posible.
Los beneficios de las pruebas de ruido de paso en interiores son enormes. Las pruebas de ruido de paso en interiores permiten a los equipos realizar pruebas precisas y perfectamente reproducibles en un entorno controlado, independientemente de las condiciones climáticas cambiantes. Dado que la velocidad del vehículo y el cambio de marchas están robotizados, se elimina el riesgo de error del conductor humano. Sin embargo, el ruido de los neumáticos es más difícil de reproducir con precisión en una habitación, ya que suena diferente en un banco de ruedas que en la superficie de la carretera. Esta es la razón por la que el software Simcenter Testlab Pass-by Noise Testing, parte de la cartera Simcenter™ de Siemens, presenta un cálculo de modelo de ruido de neumáticos que corrige los datos de ruido de neumáticos de acuerdo con el procedimiento ISO 362-3:2016.
Gracias a la repetibilidad de las pruebas, los resultados son más fiables. A medio plazo, se espera que se realicen ensayos de ruido de paso interior para la homologación de vehículos y que complementen o sustituyan los ensayos exteriores. Louis-Ferdinand Pardo, líder experto acústico y gerente del departamento de compatibilidad electromagnética (EMC) y ruido, vibración y aspereza (NVH) en UTAC CERAM, confirma esta tendencia con base en su experiencia como miembro del comité ISO que define el estándar para pasar. por nivel de ruido.
Pero los beneficios de las pruebas en interiores van más allá de eliminar la ocurrencia de casualidades, errores o incidentes en una prueba. Las pruebas en un entorno controlado permiten al usuario implementar técnicas avanzadas de ingeniería de ruido de paso. Las contribuciones de ruido de las fuentes de sonido individuales, como los sistemas de propulsión, los escapes y las tomas, se pueden evaluar y calcular para ayudar a establecer objetivos acústicos precisos para los componentes.
Dar forma al sonido de los vehículos eléctricos
El diseño de sonido del vehículo no se trata solo de la reducción de los niveles de ruido. Hoy en día, cada vez se utilizan más vehículos híbridos y eléctricos en las zonas urbanas. Estos vehículos conducen con bastante suavidad. El riesgo de accidentes aumenta cuando ningún sonido alerta a los peatones o ciclistas de la presencia, velocidad y dirección de un automóvil que se aproxima. Para evitar este riesgo, los gobiernos y las instituciones han estado debatiendo la necesidad de equipar los vehículos híbridos y eléctricos con dispositivos de advertencia de generación de ruido descritos como sistemas acústicos de alerta de vehículos (AVAS).
En 2016, las Naciones Unidas (ONU) publicaron una nueva regulación (ONU 138) sobre requisitos mínimos de ruido que exigiría la instalación de tales sistemas en vehículos nuevos dentro de un par de años. En el mismo año, la Administración Nacional de Seguridad del Tráfico en las Carreteras de los Estados Unidos (NHTSA) redactó una regla final que establece el estándar federal de seguridad de vehículos motorizados (FMVSS 141) de requisitos mínimos de sonido para vehículos híbridos y eléctricos.
Las pruebas de automóviles equipados con AVAS se realizarán mejor en interiores, ya que los niveles de ruido son, por definición, bajos y se debe excluir el ruido de fondo. Simcenter Testlab Interior Pass-by Noise Testing admite la definición de niveles mínimos de ruido al integrar el estándar ISO 16254 (Acústica: medición del sonido emitido por vehículos de carretera de categoría M y N en reposo y funcionamiento a baja velocidad: método de ingeniería) en sus hojas de trabajo. Con sus instalaciones acústicas de última generación equipadas con soluciones de prueba de Simcenter, UTAC CERAM está bien posicionado para ayudar a los fabricantes de vehículos híbridos y eléctricos a diseñar sonido para el sistema de alerta.
Productividad óptima de las pruebas
Para realizar una prueba de ruido de paso interior, el vehículo se coloca y asegura en los cuatro rodillos del banco de ruedas. El vehículo se encuentra en medio de la gran cámara con dos filas de unos 20 micrófonos, cada uno colocado a los lados de la cámara a una distancia exacta de 7,5 metros del vehículo y una altura de 1,2 metros. Los micrófonos envían sus señales a los dos sistemas de adquisición de datos móviles de hardware Simcenter SCADAS, parte de la cartera de Simcenter, en cada lado de la sala. Una vez que el vehículo está colocado en el banco de rodillos, el ingeniero comienza la prueba. A partir de ese momento, la mayor parte del procedimiento está automatizado. El ingeniero sale de la sala acústica hacia la sala de control, donde podrá configurar los parámetros para la prueba y ejecutarla de forma remota. Si necesario,
En UTAC CERAM, la instalación ha sido diseñada para garantizar la máxima productividad de las pruebas.
“Hemos seleccionado las soluciones de prueba de Simcenter de Siemens por tres razones principales”, dice Pardo. “Primero, ofrece una excelente calidad de datos y capacidades de procesamiento para el ruido de paso en interiores con algoritmos que brindan resultados precisos, comparables a los obtenidos con las pruebas reales de ruido de paso en exteriores. En segundo lugar, el uso de las soluciones de prueba de Simcenter garantiza la continuidad y la compatibilidad de las pruebas realizadas en interiores con las pruebas ejecutadas en exteriores con sistemas Simcenter similares. En tercer lugar, apreciamos mucho la asociación de larga data con Siemens para la ingeniería y las pruebas acústicas.
“La participación de Siemens en la ingeniería de ruido de paso no se limita al suministro de equipos de medición; la empresa actúa como socio en investigación y desarrollo, brindando soluciones para la cuantificación de fuentes acústicas y evolucionando hacia un diseño anticipado y predictivo del ruido de paso de vehículos. Siemens también está involucrado, como yo, en la definición de los procedimientos de certificación ISO del mañana, avanzando hacia la homologación virtual”.
Realización de pruebas de última generación y mucho más
Los nuevos procedimientos de certificación ISO prescriben más pruebas exteriores a velocidades constantes y de arranque, y en varias relaciones de transmisión. Esos requisitos se pueden reproducir en la cámara acústica de UTAC CERAM, lo que permite al usuario evaluar una variante de diseño y prepararse para la homologación del vehículo. Los procedimientos de prueba están preprogramados en el controlador de la cámara: el ingeniero solo ajusta los parámetros de acuerdo con los requisitos del vehículo bajo escrutinio, abre la hoja de trabajo de Simcenter Testlab e inicia la prueba. Luego se ejecuta de forma autónoma, con disparadores que inician y detienen las mediciones en Simcenter Testlab. Yoni Meyer, ingeniero de pruebas de UTAC CERAM, es un usuario entusiasta del software: “Nos beneficiamos de casi todas las funcionalidades implementadas de Simcenter Testlab y, a pesar de ser usuarios avanzados,
Mediante el uso de las capacidades de posprocesamiento de Simcenter Testlab, se pueden realizar otras tareas, como la separación y cuantificación de fuentes de ruido. El resultado es poder identificar claramente la contribución al ruido de los componentes individuales. Este análisis permitirá establecer objetivos acústicos exactos en los componentes y significa que, en el futuro, el usuario podrá predecir con precisión el nivel de ruido del paso del vehículo en función de la contribución del ruido de los componentes.
Pardo concluye: “Trabajando en asociación con Siemens, UTAC CERAM está mirando hacia el futuro del diseño acústico automotriz, incluida la homologación virtual, el diseño predictivo de ruido de paso y la optimización del sonido de los vehículos equipados con AVAS.Nos beneficiamos de casi todas las funcionalidades implementadas de Simcenter Testlab y, a pesar de ser usuarios avanzados, apreciamos las hojas de trabajo fáciles de usar y el enfoque de flujo de trabajo intuitivo.Louis-Ferdinand Pardo, Líder Experto Acústico y Gerente de Departamento, Compatibilidad Electromagnética y Ruido, Vibración y Aspereza UTAC CERAM
Producto: Artec LEO Industria: Productos de Consumo y Venta
Vista de la cabina de mando en el juego Flight Simulator
Catorce años después del último lanzamiento del famoso juego de simulación de vuelo, el 18 de agosto de 2020, Microsoft y Asobo Studio han presentado la última edición de Flight Simulator.
Ya es juego de PC más vendido desde su lanzamiento, Microsoft Flight Simulator es un éxito mundial, con más de 1 millón de jugadores y con más 26 millones de vuelos realizados por usuarios.
Para recrear el entorno del juego, los gráficos y las cabinas de los aviones a la perfección, Asobo Studio necesitaba que se reprodujera fielmente hasta el último detalle. Esto es muy importante, ya que la mayoría de los jugadores son pilotos, aficionados a la aviación y expertos en juegos con amplios conocimientos en simuladores de vuelo.
Tecnologías 3D para ayudar con los exigentes requisitos de rendimiento
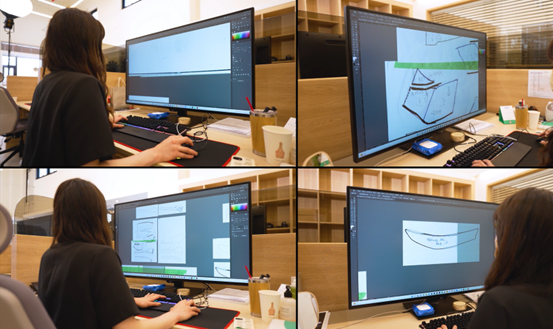
Ingenieros de Asobo Studio, el principal desarrollador independiente de juegos para PC y consolas de Francia con sede en Burdeos, ha utilizado tecnologías de escaneo 3D para recrear con precisión real las cabinas de los aviones, haciendo que hasta el más mínimo detalle sea mucho más realista en esta nueva versión de Microsoft Flight Simulator.
Diseñador de vehículos de Asobo escaneando el interior de una aeronave con Artec Leo
El equipo de Asobo Studio visitó varios hangares para digitalizar meticulosamente diferentes aviones, desde los biplazas acrobáticos hasta los jumbo.
Las operaciones de escaneo se hicieron en pocas semanas, y fueron realizadas con la ayuda del escáner 3D de mano Artec Leo, un dispositivo capaz de escanear 80 fotogramas por segundo, y que funciona a través de una simple pantalla táctil. El escáner fue suministrado por 3D Numerisation, socio de Artec 3D.
De este modo, se utilizó Artec Leo para obtener rápidamente los colores, formas y dimensiones precisas de un avión Robin DR 400 además de muchos otros aviones.
Una vez que los aeroplanos son escaneados, los datos son procesados en el Software Artec Studio, donde las densidades de malla de los escaneos se reducen y optimizan para ajustarse a los requisitos del motor del juego antes de que los escaneos se exporten para un mayor perfeccionamiento. Artec Studio permite al usuario crear, editar y procesar todos los datos 3D manualmente. Cada avión escaneado necesita alrededor de un día de trabajo de procesamiento con el software para poder ser exportado.
Facilidad de uso, hiperrealismo y ahorro de tiempo
Artec Leo, que es capaz de escanear cualquier tipo de objeto, también se usó para digitalizar otras partes de la aeronave, como el tren de aterrizaje y los fuselajes.
Obviamente es mucho más rápido escanear un objeto existente que recrearlo desde cero usando un software de modelado 3D. Las tecnologías de escaneo 3D permiten a los usuarios dar vida a un objeto exactamente igual a su versión en el mundo real. Para mostrar lo rápido que es el proceso, escanear un avión lleva de medio día a un día, dependiendo de su tamaño. Cabinas de mando y trenes de aterrizaje enteros se pueden escanear en tan sólo una hora.
En el interior del simulador se prueban modelos de aviones hiperrealistas
“Podemos capturar una gran cantidad de datos en muy poco tiempo y cambiar el ángulo de escaneo muy rápidamente”, señala Nicolas Favre, diseñador de vehículos en Asobo. “Durante el proceso de digitalización, la única dificultad fue encontrar la distancia suficiente para escanear el panel de instrumentos dentro de la cabina, que es muy estrecha. Sin el escaneo 3D, habría sido mucho más difícil conseguir un nivel de precisión tan alto, especialmente para los muchos botones y controles de la cabina”.
El escaneo 3D fue crucial en cuanto al ahorro de tiempo, así por ejemplo, nos ahorramos algunos controles de calidad de los diferentes fabricantes de aviones que tenían que darnos su autorización para validar nuestro trabajo. Con las tecnologías de escaneo 3D pudimos pasar directamente a la fase de modelado, ganándonos la confianza y la credibilidad de los fabricantes, que pudieron verificar la precisión de nuestros modelos de aviones y de las cabinas de mando en el juego”, explica Gabriel Turot, diseñador de vehículos de Asobo Studio.
Asobo Studio, siempre a la vanguardia de las últimas tecnologías, considera este proyecto de escaneo 3D como un “Laboratorio de ideas” para utilizarlo posteriormente en otros proyectos, con el objetivo de crear videojuegos aún más realistas.
Andrey Vakulenko, Director de Desarrollo de Negocios de Artec 3D, concluye: “Con este enfoque de desarrollo de juegos de simulación, cualquiera puede entrar virtualmente en una cabina de avión que es claramente idéntica a la original. Es realmente impresionante experimentar los resultados que ofrece Asobo Studio para crear los aviones en Flight Simulator. El escáner Leo de Artec se utiliza habitualmente para el diseño de aviones reales, y para asegurar el control de calidad de sus piezas. Es excitante comprobar que ahora todo el mundo puede disfrutar de los modelos 3D de estos aviones con el nivel de calidad que usan los ingenieros aeronaúticos. Esto abre muchas puertas a desarrolladores de la industria de los videojuegos, pero también para la realidad virtual y la realidad aumentada.”
Producto: Teamcenter Industria: Productos de Consumo y Venta
Los representantes de Siemens Digital Industries Software siempre han sido proactivos y prácticos; se familiarizaron rápidamente con la jerga técnica de nuestra organización y respondieron con conocimiento a las preguntas de nuestros diseñadores, que utilizan Pro/Engineer. La integración entre dos proveedores diferentes obviamente generó algunas dudas, pero la experiencia de Siemens PLM Software en este tipo de integración ofreció garantías sólidas que resultaron ser ciertas.Elisa Galassi, Gerente de SI Faber SpA
Imaginar, diseñar y fabricar campanas de cocina
Durante cincuenta años, Faber SpA (Faber) imagina, diseña y fabrica campanas, convirtiéndose en líder en la escena mundial, no solo en Italia, donde una de cada dos campanas es fabricada por Faber. Establecida en 1955, la empresa se ha expandido constantemente a través de adquisiciones en todo el mundo hasta 2005, cuando todas las organizaciones fueron adquiridas por Franke Group de Suiza, líderes en sumideros. En la actualidad, la marca Faber se administra dentro de la línea de productos de campanas de Franke Group. Como “especialista en aire” dentro de la división de Sistemas de Cocina del grupo, Faber está a cargo de coordinar las actividades de las empresas del grupo en India, Turquía, Argentina, Suecia, Francia y Rusia.
Fabriano, la sede histórica de la empresa en la región de Marche, alberga el principal centro de investigación y desarrollo (I+D) del grupo; otros centros de I+D están ubicados en Suecia y en Pune, India, donde está prevista una planta de fabricación.
PLM comienza en Fabriano
Para manejar la coordinación de las actividades de desarrollo de productos asignadas por Franke Group a Faber después de la adquisición, los gerentes de sitio de Fabriano inmediatamente comenzaron a buscar una herramienta adecuada para mejorar la coordinación y la sinergia entre todas las empresas del grupo. Samuel Riitano, gerente de I+D de la línea de productos de campanas en Faber, explica: “Para nuestras operaciones de desarrollo de productos y gestión del ciclo de vida del producto (PLM), inicialmente intentamos centralizar las búsquedas de datos utilizando bases de datos replicadas; sin embargo, este enfoque era inadecuado, principalmente porque queríamos maximizar la reutilización por un lado y crear un proceso ordenado de I+D por el otro. Cuando su organización está articulada y distribuida, necesita reglas claras para administrar proyectos dentro de equipos distribuidos que tienen diferentes culturas e idiomas. Estábamos buscando una solución para mantener todo junto,
A principios de 2008, la empresa lanzó una actividad de exploración dirigida al análisis de plataformas que pudieran responder a los requerimientos de Faber. “Además de Windchill y SAP, que ya usábamos, ampliamos nuestra evaluación a una tercera opción, Teamcenter de Siemens Digital Industries Software”, dice Marco Castellani, responsable de BI y SOA (inteligencia empresarial y arquitectura orientada a servicios) en Faber. “Para todos los candidatos de software, verificamos la integración con nuestro paquete CAD (diseño asistido por computadora) Pro/Engineer y celebramos una serie de reuniones con nuestro grupo de investigación y desarrollo para considerar posibles desarrollos en PLM. Desde el principio, surgió una preferencia por Teamcenter”.
Después de tres años de analizar el valor potencial y los beneficios de adoptar una solución PLM que, a partir de la línea de productos de campanas, podría implementarse en toda la organización, la gerencia reactivó la búsqueda de tecnología en 2011. “Al final de esta nueva análisis, todos coincidieron en que la solución PLM de Siemens Digital Industries Software era la plataforma adecuada”, añade Castellani. “Se lanzó un proyecto piloto en Fabriano para probar los beneficios que ofrece la introducción de PLM”.
Rápidamente en funcionamiento
Solo unos meses después de la implementación, el software Teamcenter® estaba en pleno uso productivo en Italia y Suecia, mientras que otras empresas del grupo en Argentina, India y Turquía lo empleaban principalmente para la visualización. Todos tenían acceso directo y en tiempo real a toda la información de diseño disponible en la base de datos. “Tenemos más de 30 personas que usan Teamcenter”, dice Elisa Galassi, gerente de IS (sistemas de información) en Faber. “Además de utilizar la funcionalidad de bóveda con registro de entrada y salida de dibujos, gestión de datos de proyectos, flujos de trabajo y ciclos de aprobación de dibujos, hemos completado la integración con SAP, el software ERP (planificación de recursos empresariales) adoptado por Franke Group en toda la organización. permitiendo el intercambio de datos con la base de datos para búsquedas de componentes basadas en códigos de artículos transferidos entre Teamcenter y SAP”.
La implementación de Teamcenter en Faber es importante para el mercado italiano, donde la cultura PLM a menudo se reduce a la gestión y el almacenamiento de archivos CAD. “Estamos completando el proceso de clasificación de componentes, para lo cual hemos creado y llenado la mayor parte del árbol”, señala Galassi. “Ahora estamos definiendo la gestión adecuada de las órdenes de cambio de ingeniería (ECO) y finalizando el modelo para la gestión de la lista de materiales de ingeniería (EBOM) con la introducción de la configuración”. Agrega: “Es muy fácil trabajar en el EBOM usando Teamcenter”.
Riitano agrega: “Este será el paso final de la primera fase; luego, saldremos de la ingeniería para definir los requisitos para las operaciones de ventas y fabricación. Los desarrollos potencialmente interesantes incluyen la cuantificación de costos y el cálculo de costos de nuevos productos. Estamos considerando la participación directa de nuestra cadena de suministro, a través de un portal que recopila información de Teamcenter y pone a disposición de nuestros proveedores planos, especificaciones y otra información. Luego, cada proveedor tendrá acceso a toda la información necesaria para preparar una cotización y publicarla en el portal, con un proceso completamente rastreable. En cuanto a los costos, nos gustaría que nuestros diseñadores leyeran el costo de los módulos existentes directamente del sistema ERP para estimar el costo de un nuevo producto; luego, la administración comercial y de compras estará a cargo solo de los componentes nuevos”.
Galassi señala: “Sabemos que, con Teamcenter, puede abrir una vista en SAP para recuperar cualquier información cuando la necesite, sin actualizaciones frecuentes ni sincronización entre los dos sistemas”.
Beneficios tangibles
La gerencia de Faber identificó esencialmente tres beneficios resultantes de la primera fase de la implementación. Primero, la integración completa con el software ERP corporativo permite búsquedas de información más rápidas y sencillas para todos los usuarios del departamento de ingeniería, quienes pueden trabajar a través de una sola interfaz y un escritorio. En segundo lugar, la gestión de los dibujos y la información técnica es más precisa y fiable y, después de llenar la base de datos inicial, mucho más rápido. En tercer lugar, los flujos de trabajo estructurados guían a los usuarios a través de las etapas posteriores del proyecto sin utilizar documentos en papel o mensajes de correo electrónico, lo que mejora el seguimiento de todas las actividades.
Los beneficios esperados en la segunda etapa son igualmente importantes, comenzando con la integración del software SAP®. Castellani explica: “Tan pronto como completemos la integración de la lista de materiales de ingeniería con ERP, tendremos un solo documento que describa el producto en Teamcenter y SAP, con una transferencia de información optimizada entre diseñadores y creadores de códigos de artículos; esta transición es crítica tanto por los problemas típicos relacionados con la transferencia de datos como por el tiempo. Con Teamcenter, estamos seguros de que minimizaremos ambos. Vale la pena notar que la integración entre Teamcenter y SAP es bidireccional, una situación única en Italia”.
Según Riitano, una vez finalizada, la clasificación de componentes permitirá un mejor uso y una mayor reutilización de los componentes, particularmente útil en sitios extranjeros incluso más que en Fabriano, donde los empleados tienen experiencia comprobada y un conocimiento profundo de todos los componentes. Él explica: “Al recopilar y clasificar todos los componentes en un sistema unificado accesible a escala global, ayudaremos a todos nuestros usuarios a evitar duplicaciones inútiles o recrear partes y objetos que ya existen en alguna parte”. Los beneficios de la clasificación son evidentes para una empresa como Faber que administra de 400 a 500 códigos en 100 familias de productos, además de todo el catálogo y modelos de Franke Group para sus clientes OEM. “La cartera actual incluye códigos activos para aproximadamente 5.000 productos terminados y casi 300 modelos, y cada año generamos más de mil nuevos códigos de productos terminados”, dice Riitano. “Si nos referimos a componentes, tenemos de 40 a 50.000 códigos de materias primas y productos semielaborados”.
Desarrollos prometedores
“Estamos complacidos con el servicio que ofrece Siemens Digital Industries Software, partiendo del acercamiento inicial con una presentación y propuesta de alto impacto”, dice Galassi. “Los representantes de Siemens Digital Industries Software siempre han sido proactivos y prácticos; se familiarizaron rápidamente con la jerga técnica de nuestra organización y respondieron con conocimiento a las preguntas de nuestros diseñadores, que utilizan Pro/Engineer. La integración entre dos proveedores diferentes obviamente generó algunas dudas, pero la experiencia de Siemens Digital Industries Software en este tipo de integración ofreció garantías sólidas que resultaron ser ciertas”.Estamos satisfechos con el servicio ofrecido por Siemens Digital Industries Software, partiendo del acercamiento inicial con una presentación y propuesta de alto impacto.Elisa Galassi, Gerente de SI Faber SpA
Producto: Figure 4 Industria: Productos de Consumo y Venta
Decathlon, el mayor minorista de artículos deportivos del mundo, está utilizando la plataforma de alta velocidad Figure 4 y la nueva función de apilamiento del software 3D Sprint® de 3D Systems para permitir la producción directa de piezas de uso final impresas en 3D. La función de apilado permite la producción por lotes de una o varias piezas mediante una combinación de herramientas definidas por el usuario y automatizadas, y elimina un tiempo considerable del proceso de preparación de impresión.
“Al apilar piezas, podemos imprimir en lotes de 100 y hemos reducido el tiempo que toma preparar una impresión de 30-60 minutos a solo 6-10 minutos. La combinación de materiales apilables y de nivel de producción hace que Figure 4 esté listo para la producción”.
– Gregoire Mercusot, ingeniero de materiales, ADDLAB, Decathlon
Decathlon usó Figure 4 para resolver un problema de molde de inyección para un pequeño componente de unas gafas de tiro que conecta el marco con las lentes.
El desafío
VALIDAR LA PRODUCCIÓN EFICIENTE CON LA FABRICACIÓN ADITIVA
Cuando se enfrentó a un problema de inyección de moldes en un pequeño componente para gafas de tiro que conecta el marco con las lentes, Decathlon optó por probar la nueva solución de apilamiento de 3D desarrollada por 3D Systems para evaluar la fabricación aditiva para la producción. Tras realizar un estudio de viabilidad sobre la solución de Figure 4 y la función de apilado, los equipos de Decathlon confirmaron la productividad y la economía de la fabricación aditiva y decidieron que esta solución podría considerarse para la producción en serie del producto final.
La solución de Figure 4 con función de apilado de 3D Sprint permite la producción por lotes.
La solución
01 Función de apilamiento de piezas en el software 3D Sprint
El laboratorio de fabricación aditiva de Decathlon (ADDLAB) usa la solución de impresión 3D de Figure 4 de 3D Systems en toda una serie de aplicaciones (incluidos los modelos maestros de molde), y ahora está considerando utilizar la nueva funcionalidad de apilamiento de piezas de alta densidad del software 3D Sprint de 3D Systems para facilitar la producción directa. 3D Sprint es un software avanzado, todo en uno, que agiliza el flujo de trabajo del archivo al patrón con herramientas para la preparación y optimización de archivos de impresión, incluida la generación automática de soportes, y la colocación optimizada de piezas para maximizar la productividad. La nueva función de apilado ayuda a los usuarios a imprimir lotes de gran volumen con un flujo de trabajo de preparación de archivos eficiente.
Para usar la función de apilamiento, los usuarios importan un archivo de pieza y base, definen el apilamiento en términos de orientación y cantidades de piezas, y utilizan herramientas automatizadas para replicar capas y soportes de apilamiento verticales consecutivos. Según el ingeniero de Decathlon Gregoire Mercusot, el apilamiento ha reducido el tiempo de preparación de la impresión hasta en un 80 %. Las construcciones que antes tardaban entre 30 minutos y una hora en prepararse ahora pueden completarse en seis a 10 minutos.
Mercusot afirma que la utilidad de esta función va mucho más allá de la producción: “Uso esta función varias veces a la semana cuando necesito varias piezas. Es increíble para la producción, pero también es muy útil para la creación de prototipos”, dice.
La función de apilamiento de 3D Sprint ayuda a los usuarios a imprimir lotes de gran volumen con un flujo de trabajo de preparación de archivos eficiente.
02 Materiales de nivel de producción
Decathlon está usando el material Figure 4® PRO-BLK 10 para este componente funcional de gafas y menciona las sólidas propiedades de rigidez del material y las grandes velocidades de impresión (62 mm/h) como ventajas clave. Este material de alta precisión produce piezas con un suave acabado de la superficie y una calidad de las pared laterales, y tiene propiedades mecánicas excelentes y estabilidad ambiental a largo plazo que agrega un nuevo nivel de seguridad a la producción en 3D. A partir de su estudio de viabilidad de la producción, Decathlon confirmó la reproducibilidad en todos los lotes de impresión y la plena funcionalidad de la pieza.
La funcionalidad de apilamiento de Figure 4 aporta eficiencias de escala al postprocesamiento, así como a la construcción de piezas.
03 Velocidad de impresión
Figure 4 es una tecnología de fabricación aditiva basada en la proyección. Utiliza una membrana sin contacto para combinar la precisión y la asombrosa fidelidad de detalles con velocidades de impresión ultrarrápidas. Decathlon usa el sistema Figure 4 Modular para imprimir pilas de 100 piezas en 85 minutos, lo que equivale a solo 42 segundos por pieza. Figure 4 Modular es una solución de producción en 3D escalable y semiautomatizada que consta de un controlador central que puede emparejarse con un único módulo de impresión hasta 24 módulos de impresión, lo que la convierte en una opción flexible que prepara a las empresas para el crecimiento.
04 Postprocesamiento
La funcionalidad de apilamiento de alta densidad de Figure 4 aporta eficiencias de escala al postprocesamiento, así como a la construcción de piezas, lo que permite a Decathlon tratar un lote de piezas como si fuera una sola pieza. Esto significa que el tiempo que tardaría Decathlon en limpiar, curar y retirar los soportes de una sola pieza sigue siendo el mismo, incluso para un lote de 100 piezas. Para la aplicación de vidrio de seguridad de Decathlon, se necesitan seis minutos para limpiar las 100 piezas, 90 minutos para curarlas sin intervenciones y diez minutos para retirar los soportes de todo el lote.








































{kind=link}