



Producto: Impresión MJP
Industria: Médica y Forense
No hace mucho una de las realidades de la industria de dispositivos médicos era que una empresa tenía que tener una gran huella para llegar al mercado con un producto innovador.
Pero una generación emergente de pequeñas empresas está utilizando un enfoque láser en su nicho de productos y nuevas tecnologías como la impresión 3D para romper las barreras del pasado.
ZetrOZ es un excelente ejemplo. La compañía, financiada con fondos privados con unos 20 empleados, presentó a finales del año pasado sam®, el sistema de terapia por ultrasonido más pequeño del mundo que proporciona una alternativa a los tratamientos contra el dolor basados en productos farmacéuticos.
Sam significa Medicina Acústica Sostenida, un nombre adecuado para un dispositivo que ofrece terapia de ultrasonido continua y de larga duración que está completamente libre de medicamentos y despejada por la FDA. Según ZetrOZ, la terapia ultrasónica de penetración profunda ,disponible sólo antes en máquinas grandes y costosas ubicadas en las oficinas de los proveedores de atención médica, reduce el dolor inflamatorio, alivia los espasmos musculares, mejora la flexibilidad articular y muscular y aumenta la circulación local.

Después de casi un año en el mercado, ZetrOZ necesitaba diseñar una nueva versión de sam, con el énfasis en hacer que la carcasa para el dispositivo sea más estéticamente agradable, tanto a la vista como al tacto. ZetrOZ también quería asegurarse de que Sam pueda soportar los rigores del uso diario en un ambiente doméstico, lo que podría incluir todo lo que normalmente le sucede a un teléfono celular: personas sentadas en él y dejándolo caer, gatos jugando con él, suciedad, polvo, humedad, humedad, lo que sea.
El trabajo de diseño actualizado se realizó con la ayuda del Connecticut Center for Advanced Technology Inc. (CCAT) y una subvención de financiamiento a través del Programa de Asistencia Técnica de Manufactura de Connecticut, un programa apoyado por la legislatura estatal.
CCAT utiliza la impresora ProJet® 5500X (ahora vendida como ProJet 5600) para producir rápidamente prototipos multimateriales que no son solo aproximaciones de productos reales, sino que se ven y se sienten exactamente como piezas moldeadas por inyección.
“El ProJet 5600 es una impresora 3D única”, dice Eric Would, especialista en aplicaciones de mecanizado de CCAT. “Tiene la capacidad de mezclar materiales dentro de una sola pieza de construcción. Es especialmente bueno para piezas con características sobremoldeadas, como un agarre de goma en el exterior de un mango o caja.”
Para ZetrOZ, la capacidad de sobremoldeo es fundamental para crear una caja rígida que proporciona una sensación cómoda y táctil.
“Trabajar con CCAT y la impresora de 3D Systems nos da acceso a una amplia gama de materiales impresos”, dice Eric Kolb, de ZetrOZ. “Podemos experimentar con diferentes propiedades materiales para la resistencia, flexibilidad, acabado superficial, comodidad y resolución.”
CCAT ha desarrollado prototipos sam utilizando tres materiales diferentes de 3D Systems: VisiJet CR-WT, un material blanco, similar a ABS; VisiJet CR-CL, que es claro y tiene la translucencia y la fuerza de un policarbonato; y VisiJet CF-BK para las áreas sobre-moldeadas que requieren una superficie de agarre suave de goma.
En los últimos meses trabajando en la nueva versión de sam, los dos Eric han aprovechado la tecnología de impresión 3D para forjar una relación fácil y claramente definida.
“Básicamente envío un archivo CAD de SOLIDWORKS a Eric y él hace el resto”, dice Kolb.
convertiría el archivo CAD en formato STL y lo carga en el software Sprint 3D de 3D Systems para establecer las piezas en la placa de construcción ProJet 5600. Cuando las piezas salen de la impresora se colocan en un horno para eliminar la cera utilizada durante el proceso de construcción, limpiadas con aceite mineral en una máquina ultrasónica y lavadas suavemente con agua caliente y un jabón suave.
ZetrOZ está refinando un diseño y materiales favorecidos después de que se consideraran unos seis conceptos de diseño muy diferentes. CCAT tarda aproximadamente una semana en devolver un prototipo impreso en 3D para cada iteración, según Kolb.
“Si estuviéramos usando un proceso tradicional de moldeo por inyección, cada prototipo podría tardar de ocho a 12 semanas en construirse y probablemente sólo tendríamos tiempo y dinero para una iteración de diseño”, dice Kolb. “Algunos nuevos procesos de moldeo pueden reducir ese tiempo a un par de semanas, pero todavía es el doble de tiempo que nos lleva trabajar con CCAT y sus equipos, software y materiales de 3D Systems.”
“La calidad y el detalle de la impresora 3D son increíbles”, dice Would. “Hemos hecho que la gente visite nuestras instalaciones que han estado imprimiendo en 3D durante años y no pueden creer los detalles finos de los que la impresora es capaz. Las piezas que salen de la impresora parecen piezas de producción terminadas, no prototipos impresos en 3D.”
La nueva versión mejorada de sam no es sólo una preocupación profesional para Kolb de ZetrOZ. Como corredor y triatleta que ha sufrido lesiones crónicas, Kolb está usando sam para volver a estar en forma para la competencia futura. Se está beneficiando del tratamiento de liberación controlada y larga duración proporcionado por Sam, usando el dispositivo hasta cuatro horas al día, cinco días a la semana.
“En el pasado nunca he podido usar productos en los que he trabajado porque eran para procedimientos quirúrgicos”, dice Kolb. “Es bueno estar diseñando algo que pueda tocar y operar como usuario final.”
Kolb espera que el sam más robusto y estéticamente agradable sea lanzado en la primera parte de 2016, proporcionando otro ejemplo de cómo, con la ayuda de la impresión 3D, las grandes ideas de las pequeñas empresas pueden salir al mercado más rápido y menos costoso que nunca.
Producto: Artec Eva
Industria: Diseño y Arte
El Arca de la Sagrada Torá de Mantua es una de las más raras e impresionantes exhibiciones en el Museo Nahon de Arte Judío Italiano en Jerusalén. Diseñada para albergar los pergaminos de la Sagrada Torá y creada por los mejores artesanos de Mantua, en Italia, en 1543, esta singular arca de madera decorada con la talla dorada original es una de las más antiguas del mundo. Su estilo es similar al del Templo Sagrado de Jerusalén, que se cree que albergó el Arca de la Alianza. Fue diseñada en forma de edificio y presenta elementos arquitectónicos como columnas y capiteles.

Desde el momento de su construcción hasta el día de hoy, el Arca de Mantua ha sufrido muchas transformaciones. Finalmente, después de la Segunda Guerra Mundial, con la decadencia de la comunidad judía, el arca fue enviada a Jerusalén y colocada en su actual emplazamiento. Una vez allí, se ha sometido a una extensa renovación, preservación y restauración, que la han devuelto a su magnífico estado actual.
Sin embargo, para un visitante corriente del museo, así como para los visitantes de la página web, continúa siendo un misterio la peculiar historia del arca en cuanto a su simbolismo y sus características. Su tamaño y emplazamiento impiden una buena inspección e incluso las características que son visibles no se pueden apreciar totalmente.
En 2015, el Museo Nahon inició un proyecto para contar la historia del arca, su viaje y su significado histórico en el contexto de la vida judía italiana. La página web Mantua en Jerusalem describe la historia, la vida y la cultura de la comunidad judía de Mantua y la importancia que el arca tuvo para su gente, generación tras generación.
Esta fue la razón por la que el museo eligió embarcarse en este ambicioso proyecto: escanear el arca en 3D y permitir el acceso total a los visitantes, tanto en persona como virtualmente.
Debido a su tamaño, geometría y la complejidad de su textura, el escaneo del Arca de Mantua presentó algunas complicaciones:
Después de evaluar la complejidad del trabajo, estaba claro que era necesario utilizar una herramienta de máxima calidad para digitalizar el arca, y el museo recurrió a Caliber Engineering and Computers Ltd, Socio certificado Gold de Artec 3D en Tel Aviv. Zvi Grinberg, jefe de Calibre en ese momento, se incorporó inmediatamente al proyecto. Como era un proyecto tan distinto a los que su empresa solía llevar a cabo y era consciente tanto del reto profesional como del valor cultural único del proyecto, se ofreció como voluntario para llevarlo a cabo sin coste alguno.
Después de un minucioso examen del arca, el equipo de Caliber decidió que Artec Eva era el escáner más adecuado para el trabajo. Bautizado como ” el monstruo de los escáneres de mano”, este escáner 3D de luz estructurada destaca por escanear objetos de tamaño medio-grande con una extraordinaria precisión de hasta 0,1 mm y una resolución increíble, incluso para superficies negras y brillantes, lo que le da ventaja frente a otras soluciones de escaneo del mercado. Además, es ligero y rápido, lo que lo hace especialmente útil para capturar distintas piezas históricas, esculturas y monumentos en entornos poco propicios para el escaneo, tanto en días soleados en el exterior como en galerías poco iluminadas.

Para capturar el arca desde el suelo y dar al equipo de escaneo un acceso fácil a la parte superior del arca, se construyó un andamio especial en el museo. Normalmente usado para objetos de tamaño medio, fue un reto para Eva capturar un objeto tan grande. El equipo tardó 15 horas durante tres días en completar el escaneo, además de varios días más para alinear, limpiar y fusionar los múltiples escaneos. En total, se hicieron 78 escaneos distintos. El modelo final pesaba más de 700 MB y contenía más de 16 millones de polígonos.
“A pesar del gran tamaño del arca, hemos obtenido buenos resultados con Artec Eva desde el primer momento gracias a la textura y la geometría del objeto. Después del escaneo, fuimos capaces de terminar todo el trabajo en la oficina usando el software Artec Studio , sin necesidad de volver para escaneos adicionales ni arreglos”, dice Guy Engel, CEO de Caliber Engineering.
Después de la etapa inicial de procesamiento, el equipo de Caliber redujo el tamaño del archivo manteniendo la calidad de los escaneos originales, y retocó el modelo 3D para prepararlo para su presentación pública. En este punto, el archivo pasó de Caliber al Departamento de Comunicación Fotográfica del Colegio Académico Hadassah en Jerusalén, concretamente al Profesor Asociado Moshe Caine. Con amplios conocimientos y experiencia en soluciones de escaneo 3D y fotogrametría para la preservación del patrimonio cultural, el profesor Caine pulió el modelo 3D del arca hasta alcanzar la máxima perfección.
Ajustar y limpiar los defectos menores de la malla usando el software Autodesk (beta) Memento.
Añadir una pared trasera y suelo. Debido a que el arca estaba montada en la pared del museo, era imposible escanear la parte trasera y la parte inferior del arca. En vez de construir suelo y pared falsos, se decidió diseñar por ordenador una pared y un suelo sencillos y añadirlos al modelo.
Procesamiento de imágenes del mapa de texturas. A pesar del meticuloso trabajo durante la etapa de escaneo, todavía quedaban pequeños defectos y una interpretación inexacta del color del arca. Posteriormente se realizaron fotografías adicionales con una cámara Nikon DSLR, y las superficies corregidas se fusionaron con el mapa UV original. Se probaron varios métodos para este objetivo, incluyendo:
Tras escanear decenas de piezas históricas, el profesor Caine elaboró su método para el flujo de trabajo de escaneo y procesamiento en 3D:
“Un consejo importante (para aquellos que quieran escanear patrimonio cultural en 3D): Trabajen despacio y con cuidado. No se apresuren. Acérquense lo máximo posible al objeto. Usen una luz suave. El resultado será tan bueno como el trabajo y el cuidado que se le dedique.”
Cuando el profesor Caine terminó su meticuloso proceso de escaneo, el modelo final se subió para su visualización pública en la página web del Museo Nahon, Mantua en Jerusalem, dedicado al arte de la comunidad judía de Mantua. Además, se ha instalado un stand con una pantalla táctil junto al arca, que permite a los visitantes del museo ver la magnífica pieza histórica desde todos los ángulos, acercarse y alejarse para examinar cada detalle y lo que es más importante, tener acceso inmediato a través de puntos clave a la información más importante de este monumento.
En general, la respuesta al modelo ha sido muy positiva y exitosa. Según el personal del museo y el profesor Caine, la gente aprecia especialmente la capacidad de examinar el arca de cerca y desde todos los ángulos. Esta es la magia de los modelos 3D, con las que las imágenes 2D o incluso objetos físicos tan grandes como el Arca de Mantua no pueden competir. Proyectos como este son un ejemplo asombroso de cómo las tecnologías de escaneo 3D transforman la forma en que percibimos y podemos preservar el patrimonio cultural.
En el siglo XVI, los ciudadanos y miembros de la comunidad judía de Mantua no podían ni siquiera imaginar que, 500 años después sus descendientes no sólo podrían ver el emblemático artefacto de su comunidad de una sola pieza, sino que también podrían explorarlo de cerca en 360 grados sin siquiera salir de sus casas.
Producto: NX CAD
Industria: Electrónica y Semiconductores
El uso de NX Open para automatizar los procesos de diseño y análisis iterativos da como resultado operaciones estandarizadas y altamente eficientes.
Fundada por tres ingenieros de United Technologies en 1995, Design Automation Associates Inc. (DAA) ofrece una variedad de servicios de consultoría de ingeniería, con un enfoque en ayudar a las empresas a automatizar sus procesos de desarrollo y configuración de productos. La firma, que ahora cuenta con una plantilla de 20 personas, atiende a una amplia gama de industrias, incluyendo equipos rotativos, embalaje electrónico, maquinaria industrial, aeroespacial, militar y automotriz.

DAA tiene una gran experiencia en la determinación de qué actividades son adecuadas para la automatización. Uno de los más prometedores consiste en el diseño y análisis de productos de ingeniería a pedido (ETO) y configurados a pedido (CTO). “Los problemas iterativos ocurren en todas las áreas del diseño y análisis de ingeniería, pero ocurren especialmente en empresas con productos de ingeniería a pedido y configurados a pedido donde ciertas piezas están diseñadas de manera tan repetitiva que la automatización puede proporcionar enormes ahorros de tiempo”, dice John Lambert, presidente y CEO de DAA.
Como ejemplo específico en el embalaje electrónico, Lambert señala el análisis de elementos finitos (FEA) que debe realizarse para placas de circuito impreso (PCB) ETO. “Por cada nuevo pedido, estas empresas tienen que rediseñar sus placas de circuito. Incluso cuando las empresas utilizan una buena tecnología de análisis, todavía hay mucho trabajo que debe hacerse a mano”, explica Lambert. En muchos casos, se necesitan cálculos manuales para disuadir las cargas de las minas, por ejemplo, y para evaluar los resultados de un análisis. “Muchos de esos cálculos, como los utilizados para interpretar resultados, implican procedimientos especializados que forman parte de la propiedad intelectual de una empresa que la hace única y capaz de competir”, continúa Lambert. “Hay todo un dominio de lógica y cálculo que no se agregará a ningún software de análisis como funcionalidad lista para usar, porque es específico de la empresa.”
DAA ha visto situaciones en las que el proceso de análisis de un solo producto ETO tomó hasta 40 horas. “Y una empresa podría realizar ese mismo proceso de análisis de 100 a 200 veces al año”, dice Lambert. “Además del tiempo y los gastos incurridos, tener que basarse en tanto cálculo manual introduce la probabilidad de error.” Cada vez que DAA ve intentos de automatización, casi siempre está en forma de macros, que son, como señala Lambert, “tecnología de hace veinte años”.
Los ingenieros de DAA utilizan una serie de soluciones avanzadas de diseño y análisis en su trabajo, pero cuando se trata de automatizar análisis complejos e iterativos y bucles de análisis de diseño, la firma se basa en el software Simcenter y NX de Siemens Digital Industries Software. DAA utiliza Simcenter 3D y Simcenter Nastran, ambos parte de la cartera Simcenter de Siemens, para análisis avanzados. “El conjunto de herramientas Simcenter y NX es una funcionalidad de clase mundial”, dice Lambert. “Con Simcenter 3D y NX, obtenemos capacidades integradas de modelado y análisis, así como NX Open.” NX Open es la interfaz de programación de aplicaciones (API) integrada en Simcenter 3D y NX. DAA utiliza NX Open, junto con algunas codificaciones personalizadas, para sus automatizaciones más complejas. “Los problemas en los que nos estamos centrando requieren complejidad y automatización más allá de la compatible con capacidades lista para usar”, dice Lambert. “Para eso usamos NX Open.”
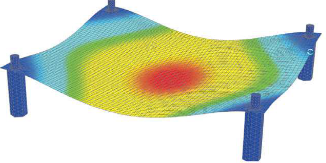
Como un ejemplo de la automatización daa ha hecho, Lambert describe un análisis de elementos finitos de un PCB destinado para su uso en una aplicación aeroespacial. “Este es un gran ejemplo de una tarea que debe hacerse iterativamente, en parte porque hay tantas variables de diseño, como los componentes de la placa y los soportes, que se pueden cambiar”, explica Lambert. “Además, las placas están sujetas a vibraciones aleatorias, y dependiendo del espectro puede haber una o más zonas de exclusión. Es necesario mover iterativamente las frecuencias para alejarlas de las “zonas de exclusión” y en áreas de menor vibración, pero no es tan simple porque se pueden aumentar las cargas y las tensiones haciendo eso. Al mover frecuencias, debe reevaluar las cargas. Y a menudo en los envases electrónicos hay componentes que tienen frecuencias cerca unas de otras, por lo que se magnifican entre sí. Se convierte en un juego exhaustivo e iterativo para lograr el equilibrio entre la colocación de frecuencia adecuada y la integridad de la placa estructural.”
La versión automatizada de DAA de este proceso, que mira al usuario como la funcionalidad nativa de NX, incluye modelado geométrico, preprocesamiento FEA, postprocesamiento y análisis utilizando Simcenter 3D y Simcenter Nastran® software. A partir del modelo de geometría NX del PCB, el programa crea automáticamente la malla de elementos finitos y aplica las propiedades de material adecuadas. A continuación, ejecuta iterativamente un análisis de extracción de frecuencia (Simcenter Nastran Solution 103). Código personalizado escrito por DAA usando NX Open compara los resultados con el espectro de vibración aleatorio, y luego continúa el bucle iterativo y las modificaciones a la geometría PCB hasta que las frecuencias de vibración PCB están fuera de la zona de exclusión en la curva de vibración aleatoria. A continuación, se realizan cálculos personalizados para determinar cargas, seguidos de análisis de tensiones y desviaciones (Simcenter Nastran Solution 101). Algún código personalizado adicional combina esos resultados con el conocimiento de la industria y el proceso para generar predicciones de vida, hacer comparaciones con los materiales permitidos y, en última instancia, determinar si el diseño es aceptable. Si no es así, el proceso se inicia de nuevo y las iteraciones continúan hasta que el diseño tiene una integridad estructural adecuada.
En este ejemplo, Lambert señala que el análisis térmico no está involucrado, aunque podría ser: “Generalmente hay análisis térmicos que hay que hacer y se puede incluir en la automatización también”.
Uno de los beneficios más obvios de la automatización, como se ilustra en el ejemplo pcb, es el tiempo que ahorra. Lambert ha visto situaciones en las que el proceso automatizado realiza ahora un análisis que antes requería 40 horas en 15 minutos.
Por supuesto, crear la automatización lleva tiempo, y DAA tiene una buena regla general para estimar cuánto tiempo. “Se tarda aproximadamente 10 veces más en crear una rutina de automatización algo robusta como para ejecutar una sola iteración”, explica Lambert. “Así que no todo es apropiado para una automatización. Si es un análisis que una empresa va a ejecutar sólo un puñado de veces, probablemente no vale la pena. Pero si es algo que están haciendo 25 o 100, o 200 veces al año, tiene mucho sentido”.
¿Qué nivel de habilidad se necesita para crear una automatización como la que describió? “Necesitas a alguien que tenga un nivel moderado de capacidad de programación”, dice Lambert. “La función de registro en diario generará una gran cantidad de código NX Open para usted, pero necesita saber cómo abrir ese código, editarlo y mejorarlo para que sea más adecuado para una aplicación de uso general, en lugar de simplemente grabar pulsaciones de teclas.”
Hay varios otros beneficios para el apareamiento automático de procesos de simulación iterativa con Simcenter 3D. Las automatizaciones mantienen el aspecto y la sensación de NX, por lo que los usuarios que se sienten cómodos con NX CAD necesitan una formación mínima para usarlos. Además, una vez que los procesos son automatizados por analistas expertos, pueden ser dirigidos por usuarios con menos educación y capacitación, liberando a los analistas para proyectos más desafiantes. La automatización de un proceso también tiene el efecto de estandarizarlo y eliminar errores humanos, como los errores de los analistas en los cálculos manuales.
DAA ha tenido tanto éxito usando la automatización NX Open que sorprende a Lambert que más empresas no están aprovechando la funcionalidad de programación del software. “Hay una capacidad muy potente en NX y Simcenter, pero rara vez vemos que se utiliza a pesar de que hay una gran necesidad de este tipo de automatización entre nuestros clientes”, dice. “En las situaciones correctas, automatizar los procesos de simulación dentro del entorno NX CAD bien podría valer la pena la inversión.”
Producto: Tecnomatix
Industria: Automotriz y Transporte
Los modelos de simulación de plantas de Tecnomatix ofrecen a los planificadores más flexibilidad; simulación de flujo de material también aumenta la salida y reduce los residuos.
Continental Automotive GmbH es uno de los principales proveedores de automóviles del mundo. Las tres divisiones de la compañía – Chasis y Seguridad, Tren Motriz e Interior – desarrollan y fabrican productos que hacen que la conducción sea más segura (bolsas de aire y sensores; sistemas de control de frenos y chasis), más eficientes en el consumo de combustible (sistemas de inyección de gasolina y diésel) y más divertidas (sistemas de infoentretenimiento y pantallas multifuncionales).
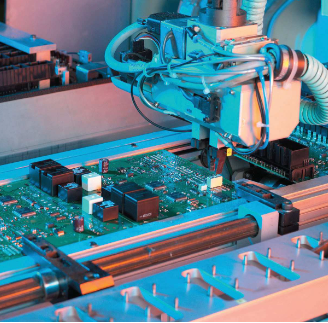
Las instalaciones de la compañía en Ratisbona, Alemania, son su mayor planta de electrónica. En un área de 16.500 metros cuadrados (aproximadamente 177.000 pies cuadrados), casi 2.000 empleados producen alrededor de 67 millones de dispositivos electrónicos al año. La planta opera 24/7, ejecutando 22 líneas para dispositivos montados en superficie (SMDs) junto con otros productos-líneas específicas de montaje e inspección.
Las diferentes unidades de negocio de la compañía demandan mucho de los planificadores de fabricación de la planta de Ratisbona. Las alternancias frecuentes del producto, así como los cambios en la cantidad, requieren ajustes repetidos en la línea de producción. Para apoyar a los planificadores en este complejo esfuerzo, la planta estableció una agencia de consultoría interna, llamada “Lean Office”, que proporciona a las unidades de negocio una infraestructura de producción experta y experiencia en fabricación. “Ofrecemos a nuestros clientes, las unidades de negocio individuales, una especie de paquete despreocupado para la fabricación de sus productos”, dice el Dr. Markus Fischer, jefe de ingeniería industrial de Continental Regensburg.
Lean Office depende cada vez más de tecnología avanzada, como el software Tecnomatix® de Siemens PLM Software. Esta solución de fabricación digital fue elegida después de un riguroso proceso de benchmarking – que implica el proceso de producción de satélites de airbag laterales (sensores utilizados para detectar un impacto) – que resultó ser de 120.000 piezas por día, cubriendo más de 200 variantes. La tarea era simular el flujo de material entre estaciones de procesamiento, comenzando con el montaje preliminar, hasta el montaje SMD y hasta el embalaje personalizado. Después de que el proceso fue modelado en Tecnomatix Plant Simulation (en dos semanas), la simulación resultante ganó sobre la gestión de la planta, y el software Tecnomatix se integró rápidamente en la cartera de tecnología de Lean Office.
La oficina utiliza la funcionalidad de simulación de flujo de material Tecnomatix para examinar y optimizar nuevas líneas de producción, así como para optimizar las existentes. Las líneas se pueden evaluar y optimizar para varios parámetros, como el rendimiento, los tiempos de ciclo, los límites de rendimiento, las interferencias, etc. Para realizar predicciones fiables, los modelos de simulación deben asignar la línea real con la mayor precisión posible. Además, las modificaciones deben ser rastreadas cuidadosamente. Dadas las alternancias frecuentes del producto, el objetivo es identificar rápidamente los problemas potenciales en el software y solucionarlos antes de que comience el proceso real. “Con una simulación, muchos problemas se solucionan fácilmente”, explica Stefan Lamken, consultor de procesos de Lean Office y usuario clave de Tecnomatix.
Normalmente en regensburg Plant, los planificadores manufactura diseñan líneas con estaciones de procesamiento precisas y sucesivas. En este contexto, se utiliza un modelo de simulación para comprobar el rendimiento planificado de la línea. “Para nuestros planificadores, Tecnomatix Plant Simulation es una herramienta muy interesante”, dice Fischer. “Una simulación fuera de línea muestra soluciones que a veces sorprenden incluso al colega más experimentado.” Por ejemplo, una línea multiproducto con hasta 100 hormigas vari no alcanzó la salida teórica dirigida. Un cuello de botella imprevisto desenlace el flujo de material. La simulación de Tecnomatix mostró que una estación de procesamiento estaba operando demasiado rápido, lo que resultó en atascos en estaciones posteriores. La solución sin pectoral – ralentizar el ciclo para esa estación en particular – se habría descubierto mucho más tarde si no se hubiera utilizado la simulación.
En otra situación, el objetivo era aumentar la producción de una línea de producción. Los planificadores de fabricación desarrollaron cuatro escenarios posibles, señalando el costo de cada posibilidad. Al evaluar los cuatro tivesalternos utilizando simulaciones de Tecnomatix, la empresa pudo ver que el enfoque más económico cumpliría con el objetivo deseado. “Estábamos eufóricos con el software”, recuerda Lamken. “Con él, pudimos ver que el concepto más barato devivía tanta producción adicional como la más cara.” En general, esta es una de las principales ventajas de la solución Tecnomatix: datos precisos de rendimiento sobre los que basar las decisiones financieras.
Tecnomatix también ahorra dinero al eliminar la necesidad de pruebas que consumen mucho tiempo en líneas de producción reales. Por ejemplo, una línea SMD ocasionalmente embotellada y atascada, lo que requiere la intervención del operador para resolver el problema. Esto puso en peligro la calidad del producto y afectó el rendimiento de la línea. Un búfer de refrigeración resolvió estos problemas. Una simulación de Tecnomatix llevó la solución un paso más allá al mostrar cómo el búfer también podría permitir una mayor salida. Esto se determinó sin realizar ninguna prueba física. “Las posibilidades de una simulación son realmente excelentes para reducir costos”, dice Lamken.

Además de verificar los procesos de producción nuevos y revisados, Lean Office utiliza Tecnomatix para minimizar el stock y reducir los residuos. Las preguntas sobre el número ideal de portadores de piezas de trabajo en una línea son respondidas en detalle por el software. Al mismo tiempo, la simulación permite considerar los efectos de diversas condiciones externas, como posibles perturbaciones del suministro y cambios de personal. “Con Tecnomatix somos capaces de evaluar varios escenarios en las etapas de planificación”, dice Fischer. “Con esta capacidad, tenemos la flexibilidad necesaria para satisfacer perfectamente las demandas de los clientes.”
Actualmente, Lean Office utiliza modelos de simulación de plantas de Tecnomatix en aproximadamente ocho proyectos al año, aunque ese número está creciendo. “Todos los planificadores de fabricación que han experimentado los beneficios de la simulación vuelven a nosotros y a nuestros servicios”, dice Lamken. “La simulación de flujo de material digital con Tecnomatix tiene un enorme potencial en nuestra planta de Ratisbona.”







