Industry: Industrial machinery

Leading the world in roll production
Sinosteel Xingtai Machinery and Mill Roll Co., Ltd. (Sinosteel Xingtai) is the world’s largest producer of mill rolls with an annual output of 180,000 tons and a global market share of more than 20 percent. Pursuing the China 2025 national industrial manufacturing strategy, the company began upgrading its plants in 2018. The company moved to the Xingtai economic development zone to build new plants, investing nearly 10 billion RMB. Xingtai Machinery and Mill Roll aims to become the world’s first intelligent digital roll production enterprise.

Implementing Tecnomatix digital manufacturing
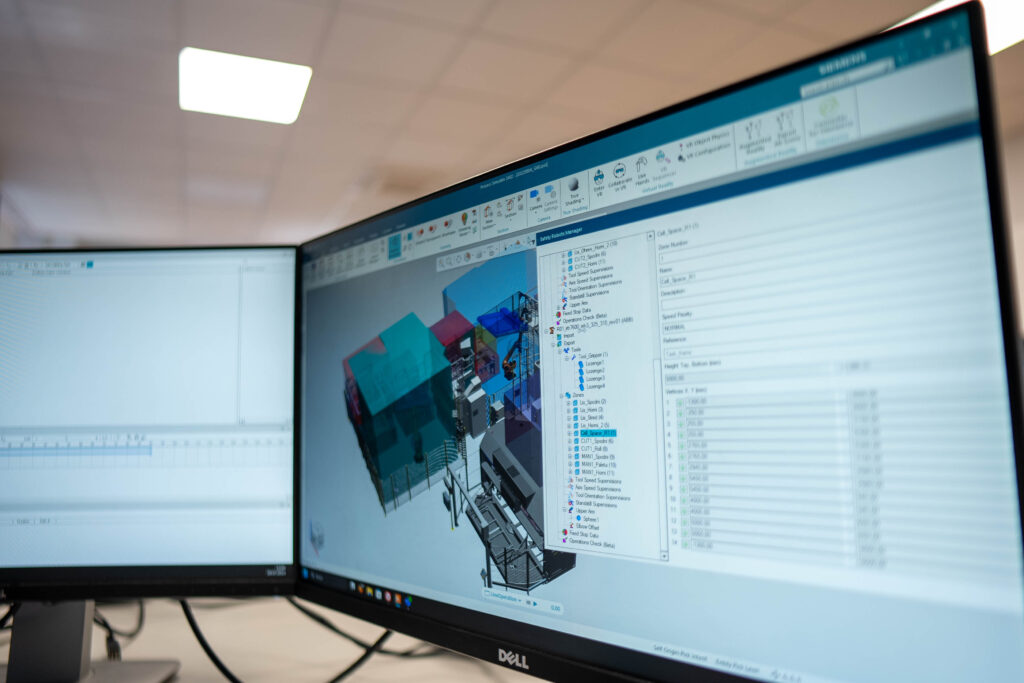
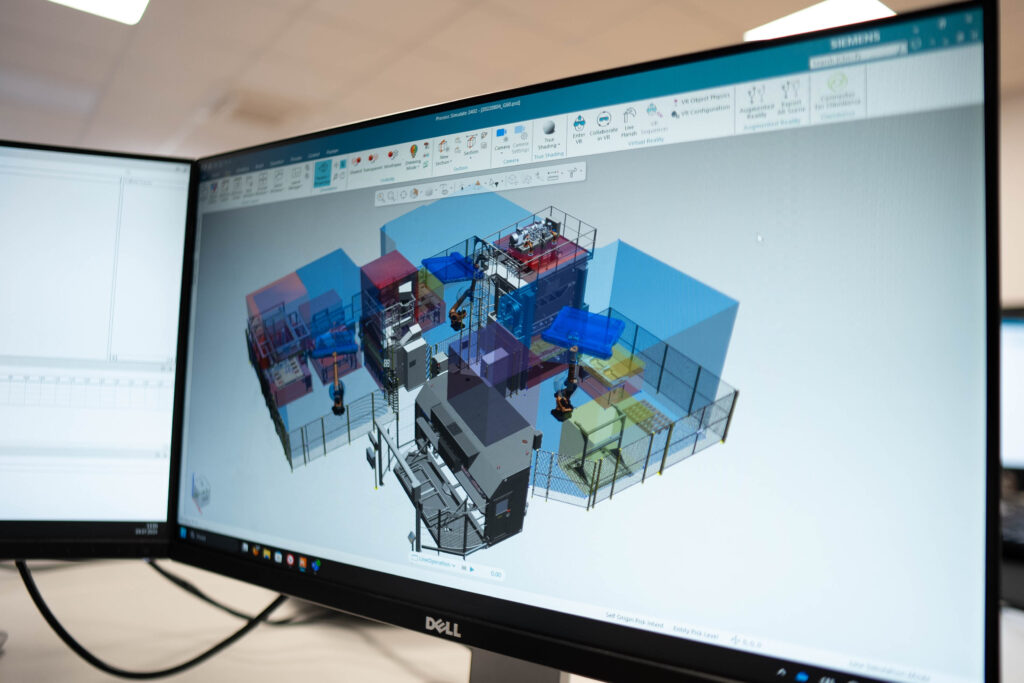
In the earliest phase of new plant planning, the company adopted the Tecnomatix® portfolio of digital manufacturing solutions, part of the Siemens Xcelerator business platform of software, hardware and services. With the assistance of IPS, a Siemens Smart Partner consultancy, Xingtai Machinery and Mill Roll collected production and logistics data and imported a new plant blueprint into the Tecnomatix Plant Simulation 2D/3D simulation environment.
Tecnomatix Plant Simulation includes tools for simulating, exploring, and optimizing logistics systems and their processes. The plant models enable analysis of material flow, resource utilization, and logistics for all levels of manufacturing planning, well in advance of production execution. Using these tools, Xingtai Machinery and Mill Roll conducted the plant simulations, verified the layout and logistics, and optimized the total manufacturing plan.
An effective way to discover plan deficiencies after the static design phase
By simulating the production and logistics processes, the Xingtai Machinery and Mill Roll team effectively discovered several problems that are otherwise difficult to detect at the static design phase. For example, the simulation results revealed that the inventory of pig iron and steel scrap was negative when studying the cross-region material distribution. By checking the input data table, the team found that the daily demand for pig iron and steel scrap was greater than the planned capacity of the storage tanks.
In another example, the team used Plant Simulation to discover that a flat car did not return to the waiting position for the next batch of material according to the batching schedule. The flat car was still in the melting span, and the material on the flat car had not been consumed, so the next batch of material could not be distributed on time. The error in the logistics design was easily understood when the team compared the simulation data with the input data table. The problem was finally solved by adding a spare material plate. Simulation has helped to accurately identify and correct other problems, such as the interference of a moving crane with other cranes and equipment. The ability and efficiency of Plant Simulation to help discover problems introduced at the static planning phase is highly valued by the company.
A powerful platform for plan optimization
Using Plant Simulation, Xingtai Machinery and Mill Roll optimized the plant plan. For example, one of the optimization considerations for a steel sand box area was whether to add a flat car track. Plant Simulation helped the team to easily verify the option by running the simulation and comparing the results. The simulation determined that adding a flat car track would reduce the moving distance of the overhead traveling crane by 1,600 meters and reduce working time by 27 minutes per day. Similarly, in a cast crossing and other areas, the team proposed a series of optimization solutions that were quickly verified by the simulation. These optimizations helped eliminate logistics collisions and increase the efficiency and utilization rates of high-value equipment. By the end of the first phase of the plant simulation project, the team had found six important design deficiencies and proposed two important optimization solutions for layout and logistics.
“With the help of Tecnomatix solutions and IPS consultants, we have improved the plan of the new plant in a relatively short time at a limited cost,” says Wang Jingjun, director of information management at Sinosteel Xingtai Machinery and Mill Roll. “The project not only helped avoid several important design deficiencies, but also helped save 100 million RMB in equipment investment by optimizing the layout and logistics.”








-640x360.jpg?w=900&fit=max&q=60&dpr=1&auto=format)
-640x360.jpg?w=900&fit=max&q=60&dpr=1&auto=format)
-640x360.jpg?w=900&fit=max&q=60&dpr=1&auto=format)
-640x360.jpg?w=900&fit=max&q=60&dpr=1&auto=format)
-640x360.jpg?w=900&fit=max&q=60&dpr=1&auto=format)