

Siemens
[Hyster Yale] How to convert a conventional lift truck into an electric truck?

Industry: Heavy machinery
The estimated volume of international freight movement for 2020 was around 4 million tons per day. Or an average of 1.3 million containers handled daily. To optimize their logistics at major ports and terminals, FREIT uses high-performance and reliable container handling equipment. Hyster-Yale is one of the biggest suppliers of handling equipment. It offers its customers a broad line of products and power options.
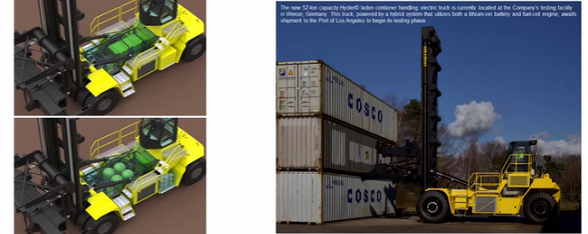
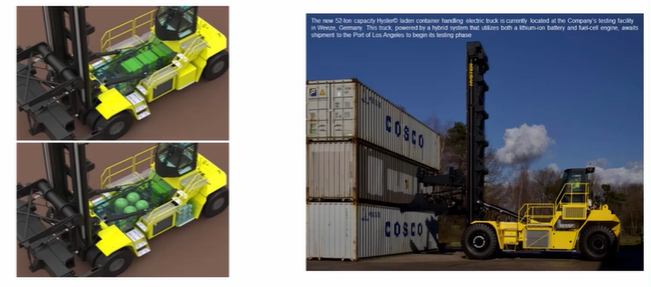
As a responsible global operation, the company has begun to address climate and environmental concerns. In doing so, has focused on the emissions of their handling equipment. To maintain its position as the market leader in heavy forklift machinery, Hyster-Yale has to consider the conversion of its machines from fuel-powered to fully electric versions. Converting a 120 tons gross weight machine (80 for the machine and 40 tons for the lifted load) into an electric vehicle is not a straightforward process. Indeed it should offer similar or better operational performance as a conventional machine over duty cycles.
Rob Damen is a project engineer at Hyster Yale, based in the Netherlands. He is part of the Innovation & projects team at Hyster Yale Big Truck development center. He has a focus on testing and simulation of the equipment. During the last Siemens Realize Live event, Rob explained how, with his team, they succeeded in converting a Laden Container Handler into an electrified machine. That vehicle is now in a testing phase. The team used simulation to virtually explore all the possibilities. They came up with one design to fit all the market expectations and regulations without compromising development time or cost.
Know your kilowatt
Before exploring what the power options for electrification were, the engineering team virtually modeled the current truck. Using Simcenter Amesim, the Simcenter system simulation solution, the team captured the machine behavior into a virtual environment. They analyzed the energy flows through different areas of the machine. To proceed, they divided the machine model into different systems and sub-systems. They also identified all the parameters of the machine components that they could virtually capture in the model.
From that model of the truck, Rob’s group was able to identify where they could simplify and make some assumptions but still keep a model that would deliver accurate results. “We were able to develop our model thanks to pre-defined components on Simcenter Amesim”, said Rob.
To make the model even more representative of a real-life system, the team instrumented one truck at their premises. There they captured data over predefined cycle steps. That analysis allowed them to compare the test-data results (vehicle speed, lift height, engine speed/power/torque, fuel consumption, etc.) with the Simcenter Amesim model results to refine and validate the model.

Collecting real-life data to refine model complexity
However, in real life, machines are subject to so many different duty constraints and usage. Consequently, the team went to various customers to capture multiple types of data (GPS, lift, hydraulic pressures, etc.). They measured the performance of their machines with sensors over long durations. Those measurement campaigns enabled the team to define various duty cycles, depending on the nature of the application, with different patterns of energy distribution.

One major finding identified during this benchmark test was the need to improve energy recovery. Over the measurement campaigns, Rob’s team identified an opportunity to recover up to 15 percent potential energy especially during load lowering and braking phases. This energy can be recovered using electric storage.
Virtually explore and validate the Hyster Yale’s electric machine concept
“Once we got our benchmark model and our truck duty cycle, we were finally set to come up with an electric powertrain concept that fits the truck needs”, explains Rob. The group made the selection based on ranking categories and drivetrain concepts to determine the best-ranked concept.
The team chose a hybrid approach combining fuel cell and battery. In this case, the battery can store and benefit from energy recovery from load lowering and breaking. Such a system enables the recharge of the battery and improves systems’ lifetime.
At that stage, Rob converted the conventional benchmark model into the electrified version. From that defined concept, the group was able to precisely virtually assess where energy recovery could happen during braking and load lowering. This next step in virtual benchmarking using Simcenter Amesim helped to define 3 main things. The battery state of charge, how to size the battery, as well as hydrogen consumption.
The model analysis for the opted strategy opened the discussion to a new set of questions about thermal management of the battery, related to a dissipated heat and battery cooling strategy definition. Rob explains that “the list of topics that we can cover with simulation is so wide. This is definitely a good thing for us. Indeed, it can help on reducing a large number of physical testing. That is a win in terms of development cost and time for our company”.
Develop an energy recovery system on load lowering
A highlight of the project is the development of the energy recovery system on load lowering, which Rob and the team collaborated on closely with Hyster-Yale’s supplier. “In that collaboration, the use of Simcenter Amesim made it easier to answer questions that require specific data with our suppliers”. The system uses one electric motor on load-lifting but split the flow over two motors during lowering as it is almost twice as fast and with that, the power is also twice high.
“From our initial simulation model, we continued further detailed work of the truck systems”. The team worked on 3D simulations based on an advanced electric model design. Then they performed tests on a machine to compare simulation and real-life results of the electrified version of the vehicle. “The test bench results and the Simcenter Amesim models results matched really well” concludes Rob.
Next step: going faster and deeper into details for future electrification project
“With that laden container handler experience, we are now ready to initiate a new project on one of our other big machines”. For that new project, Rob and his team will use a similar approach. With their learning of the previous project, they are able to go faster and deeper into details through the overall process. “We clearly benefit from Simcenter Amesim into our innovation project. It gave us the ability to simulate, analyze and adjust the truck systems in a very short time frame”.
Modal Survey Testing for an unscathed journey to space
Industry: Space
All structures have natural frequencies, and it is often the most important feature of the structure, especially when it comes to dynamic response. Very often the vibrations must be investigated to quantify the structural response in some way, so that its implication on factors such as performance and fatigue can be evaluated.
Modal testing is a very useful and widely used technique to verify and investigate this behavior. It looks at the natural frequencies, mode shapes and damping of a structure and helps engineers understand how a design will respond to different dynamic loads.
In the space industry, this technique is also referred to as modal survey testing and is intended to calibrate and increase the accuracy of finite element (FE) structural dynamics model of spacecraft and space launchers. The validated models are important, among other things, for the prediction of the launcher vibrational characteristics, the aeroelastic stability and the dynamic environments to which payloads and on-board equipment are submitted to during the launch.

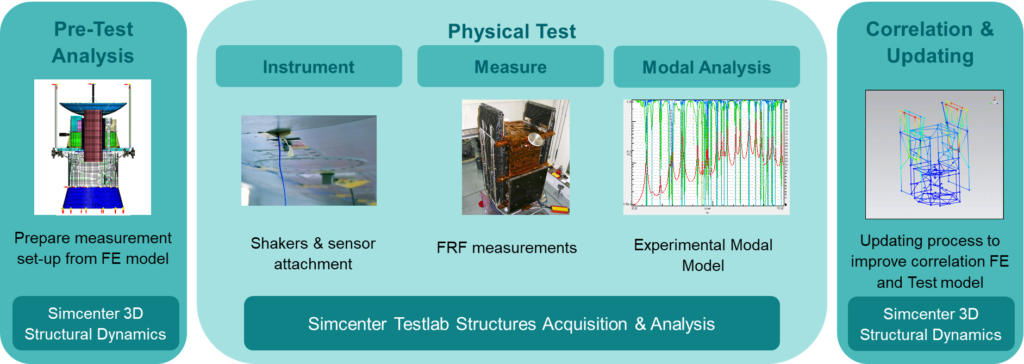
A modal survey test consists of injecting forces, using electrodynamic shakers or in some cases also a modal impact hammer at a number of carefully chosen inputs. In the case of shaker excitation, burst random excitation is usually used because it is fast and efficient. When higher excitation levels are required, or for the assessment of nonlinear characteristics, stepped sine techniques are used. The forces are measured during the test, along with the response accelerations at many locations throughout the structure. During this test, the spacecraft is mounted in well-known boundary conditions, clamped or free-free, or a combination thereof. During the excitation, FRFs are measured.
After the test, modal curve-fitting technology is applied to extract modal information: resonance frequencies, damping values and mode shapes. The test results are used for the purpose of validating the entire FE model and correlating frequencies, mode shapes and damping assumptions. The significant mode shapes and frequencies are those that are primary contributors to launcher/spacecraft interface loads and internal loads.
This process is illustrated schematically below. It shows how early FE models of the spacecraft can be used in Simcenter 3D Structural Dynamics to perform pre-test analysis and optimally design the test campaign. Simcenter Testlab and Simcenter SCADAS are then used to efficiently and reliably measure FRFs and accurately determine the best experimental modal model. Finally, the experimental results are further exploited to correlate the preliminary model with experimental results and to update the FE model to better reflect reality.
A good example of a program where a modal survey test was conducted is the Bartolomeo project from Airbus Defense & Space, carried out by Deutsches Zentrum für Luft- und Raumfahrt (DLR). Simcenter SCADAS Mobile hardware has been used as the critical measurement equipment for the modal survey test that was meant to update the FE simulation model of the Bartolomeo platform. This enabled the team to simulate and predict aspects that could only be done using simulation and analysis, such as how the platform would couple with the launcher.
Water pump manufacturer uses MOM software to embrace digitalization
Industry: Water pumps

Enhancing water movement and management technologies
Founded in 1975, DAB Pumps S.p.A. (DAB Pumps) is a multinational organization with seven production sites, 12 sales branches and a total workforce of more than 1,500 that specializes in water movement and management technologies. The distinguishing features of DAB Pumps technologies are reliability, quality and efficiency. The aim is to identify simpler installation, and use and maintain solutions for domestic, residential, civil and commercial applications as well as agricultural irrigation systems.
Siemens facilitates digital transformation
DAB Pumps refers to their digital transformation strategy as the DAB Digital Evolution (DDE). The DDE supports a new digital strategy that links DAB Pumps’ values to new digital opportunities.
“We are working to build an open-minded digital culture, developing innovative and engaging projects and designing solutions in which technology works for people,” says Sandro Stramare, group chief executive officer (CEO) of DAB Pumps.
According to Paolo Menon, group chief operation officer (COO) of DAB Pumps, “Our factory of the future represents an important step to close the loop between our customers and factories. It’s a way to interconnect all the elements that create value and is an effective end-to-end process that supports a new set of services and connected products to transform the customer experience.”

Looking to facilitate a successful digital transformation, DAB Pumps benchmarked multiple software solutions by using a digital sourcing evaluation to find the best fit for their company. After an exhaustive search, DAB Pumps decided the Siemens Digital Industries Software Manufacturing Operations Management (MOM) portfolio of solutions best suited their needs.
“We scanned many solutions in the market and we came to Siemens because we think the most important dimension is the willingness to become a partner and not simply a supplier,” says Enrico Pana, group logistic manager and digital manager for operations, DAB Pumps. “Siemens is meeting our expectations in terms of integration with third-party systems, discrete manufacturing features and standard solutions.”
DAB Pumps manufactures what the customer wants, and in order to have the best time-to-market and connected products in the market, they adhere to the lean production method of minimizing waste without sacrificing productivity.
The Siemens solution, Opcenter Execution Discrete, helped change the manufacturing process for DAB Pumps. It allows them to track every step of their product process, serialize each water pump and introduce better control/visibility of management over production process and paperless manufacturing.
Additionally, DAB Pumps employs Siemens’ Opcenter Intelligence and Opcenter AS to make their processes more efficient through effective resource utilization.
Opcenter Intelligence is used to precisely map DAB Pumps’ production process by providing a centralized system integrated with business functions to eliminate paper usage while improving visibility and control over production process/data. Using Opcenter AS allows DAB Pumps to more efficiently manage their production plan in order to support their clients’ changing needs.
The Mestrino plant, (Dab Pumps Headquarter).

Business and technical challenges
DAB Pumps faced major business challenges in managing production and satisfying their clients’ fluid requirements. The company identified two reasons for these challenges: First, there were difficulties sharing information within the company, which led to a siloed approach, and second, there was limited visibility within the company into production activities.
The technical challenges DAB Pumps faced were mainly due to lots of manual activities, significant use of paper and very limited availability of digitally shared data related to critical activities and performed by operators with extensive experience and skills (work instructions, test results, nonconformities). DAB Pumps was facing issues like using spreadsheet software for manual scheduling and work-in-process (WIP) management software, and manual inventory and collecting quality data by hand or that was left on automatic stations.

Benefits of Siemens’ solutions
By introducing a manufacturing execution system (MES)/MOM solution based on Opcenter Execution Discrete and Opcenter AS, the problem of siloed data was largely eliminated. That’s because there was now a bi-directional level of communication between the enterprise resource planning (ERP), product lifecycle management (PLM) business systems and the shop floor, allowing for greater and immediate control of the business on the production floor. Also, using Opcenter Execution Discrete enabled off-the-shelf support for WIP, tracking and inventory control. Further, it improved operator activities due to electronic work instructions (EWI) features and manual and automatic quality control while also facilitating creation of a centralized quality data archive. Opcenter AS is integrated with Opcenter Execution Discrete to create a proactive scheduling approach, which provided DAB Pumps with more accurate delivery dates, supply demand synchronization and effective resource utilization.
Using Opcenter AS production scheduling improves the synchronization of DAB Pumps’ manufacturing processes, providing greater visibility and control. This enables DAB Pumps to increase resource utilization and on-time delivery while reducing inventory levels and waste.
Opcenter Intelligence is used by DAB Pumps at the plant level to improve collaboration and data exchange between the plant floor and enterprise systems. As data from different sources are combined, they can be put into a new context or aggregated to provide team leaders with a different and more complete perspective of operations regardless of where the data originated.

Optimizing the entire value chain through digitalization
“Digitalization was not a matter of choice for DAB Pumps,” says Stramare. “We are adapting to what is happening at a world-wide level. DAB Pumps embraced digitalization mainly to create value within our company. We believe that digitalizing our company increases the creation of value in all company areas, and we believe that digitalization is not only an epochal change at a worldwide economic level, but it helps companies increase efficiency, and enhances and creates value in the production and sales processes. This is the main reason why DAB Pumps strongly believes in digitalization and is pushing the digitalization of its processes.”

Innovation by nature thanks to IT/OT convergence
Industry: Agriculture

Reshaping the potato starch industry
As a leading global player in the potato starch market, Royal Avebe has been reshaping the industry for over a century. Avebe was founded by local farmers in the Netherlands back in 1919. Since then, the small group of farmers has grown to more than 2000 members in the Netherlands and Germany.
Today, Avebe produces potato starch and potato protein, used in food and industrial applications. To get the most out of the potato, they are always looking for innovative solutions and products. Like any other company operating in a dynamic marketplace, Avebe faces its fair share of challenges, including keeping up with changing customer needs and market trends.
As consumer preferences shift towards healthier, natural, and clean-label products, Avebe continuously works to stay ahead of the curve. By investing in research and development, Avebe strives to create starch-based solutions that not only cater to evolving dietary requirements but also enhance the quality and taste of food products.
Avebe’s digitalization journey with Siemens and ATS Global
In their relentless pursuit of innovation and sustainability, Avebe recognized the need to embrace digital transformation to address the challenges in their industry. To achieve this, they teamed up with Siemens, a global technology leader, and ATS Global, a trusted solution partner specializing in IT and OT integration.
Through this strategic collaboration, Avebe embarked on a digitalization journey that revolutionized their production processes. By leveraging Siemens’ cutting-edge IT/OT integrated solutions, Avebe could, on one hand, reduce the workload for the operators, and on the other gained unprecedented insights into their operations, enabling them to optimize efficiency, increase productivity, and ensure consistent quality throughout their production lines.
The implementation of Siemens’ advanced technologies, such as Industrial Internet of Things (IIoT) platforms and data analytics tools, empowered Avebe to capture real-time data from their production facilities. With this data, Avebe can monitor key performance indicators, identify bottlenecks, and make data-driven decisions to drive continuous improvement.
ATS Global played a pivotal role in integrating Avebe’s IT and OT systems seamlessly. They delivered an MES/MOM system that included integration into ERP and shop floor.
The benefit of having one partner both on the IT and the OT is that they can see solutions for problems you don’t have yetJan Hessel Veurink, Manufacturing IT Engineer at Avebe
“We are utilizing our knowledge with our customers because we realized a long time ago that the IT and OT is so complex that it’s very difficult for the customers to follow. If you have to discuss this with single points, it gets very complicated very quickly”, says Rob Valent, Global Partner Manager at ATS Global “and our customers want a partner to help them basically reducing the complexity and not add complexity.”
By embracing digitalization, Avebe is able to tackle the growing demand for sustainable solutions head-on. Through optimized production processes and precise control over resources, Avebe significantly reduced waste, minimized environmental impact, and paved the way for a more sustainable future.
“The benefit of working with a company like Siemens is that it offers such a broad portfolio of IT / OT solutions, that we can select the solutions that best suit the customer needs.” says Rob
Relive the participation of our partner Siemens in the Virtual Forum UAQ

On Wednesday, May 22, a virtual talk organized by the UAQ took place, with the purpose of addressing the digital transformation with Siemens. The event was developed through Zoom and was attended by a group of attendees, mainly students.
The talk was given by Juan Pablo Aguillón, who shared his knowledge and experiences. During the session, several relevant aspects were discussed, offering a comprehensive and updated view on the transition to the digital world in organizations.
If you want to see a replay of this event, go to our Youtube channel and do not miss this opportunity to learn about the digital transformation that Siemens can offer you: https://www.youtube.com/watch?v=KUKYEoLMqOA
Oil and gas: Raising industry safety standards with simulation
Industry: Oil company

How does simulation support the oil and gas industry safety standards and procedures?
Discover some innovative safety initiatives supported by advanced engineering simulation and the digital twin.

Is an offshore oil rig a dangerous workplace? Sure, it is. Exposed to the elements, handling complex, heavy machinery, dealing with flammable hydrocarbons: workers on the platform cannot take their tasks lightly.
The setting of an oil rig and the one of refineries, transportation sites are all accident-prone environments.
Falls, spills, crashes, burns… How can industry players bring the number of safety incidents down to zero?
In this article, we share some facts about the status of safety in the oil and gas industry and explore some initiatives that can help bring the numbers further down.
Status of health and safety in the industry – better than expected

We’ve all seen images of tragic accidents. Oil wells on fire, rigs wrecking into the sea. Scenarios for an amazing Hollywood blockbuster movie. But not the reality that we want to face. Accidents belong to the history books or should only live in the imagination of fiction writers. And oil and gas companies must aim for a zero-incident report.
Luckily, the outlook is better than we feared. Let us look at the numbers.
According to UK Oil & Gas’ annual 2019 report, between 1996 and 2007, there were 21 fatalities in the UK oil sector. Between 2007 and 2018, however, there were only five. Additionally, according to the International Association of Oil & Gas Producers’ 2019 safety report, industry fatalities worldwide had dropped from 30 in 2017 to 27 in 2018. (source: OHS online)
Looking at the chart below, we see an overall positive trend in the US, particularly a reduction in non-fatal incidents.

The three objectives of oil and gas industry safety standards and procedures
Why should companies operating in the oil and industry care about safety?
Safety is crucial for three main reasons:
- Firstly, safety measures help protect the workers. As we already pointed out, workers evolve in a hazardous environment. Safety measures help preserve their lives and minimize the risks of non-fatal incidents. Equally, companies should not ignore the possible indirect consequences of a difficult working environment, such as cardio-vascular diseases resulting from excessive stress.
- Secondly, they help protect the assets. The oil and gas industry is a capital-intensive industry. One way of avoiding eroding profit is to safeguard existing assets and even extend their operational lifetime. Ensuring that equipment operates safely both in normal and extreme operating conditions throughout its planned or extended lifetime is critical.
- Last, they help protect the environment. More than ever, a company’s good governance policy should address ecological concerns. Spills, for example, are not uncommon. Appropriate measures help prevent fires, falls, or gas emanation that is health-threatening for workers and damaging to the environment. And if such a damaging event occurs, the right actions will help contain the damage.
So, what is the key to a zero-incident goal? Safety measures, accident prevention and innovative technologies are all elements of success.
The role of safety standards and procedures in the oil and gas industry
Lower incident reports result from experience, learning from errors, setting up safety councils and exploring preventive measures. For example, the American Institute of Petroleum actively contributed to improved safety by setting up standards applied across the industry. In fact, many safety and prevention measures apply to the oil and gas industry.

Some concrete measures include:
- A clean, tidy work environment
- A clear signage
- Appropriate worker protection equipment (hard hats, gloves, etc.)
- Well-maintained machinery and equipment
- The proper use of safety-enhancing technologies
On this last point, safety-enhancing technologies are of varied nature. They include:
- The use of drones or robots to minimize human exposure to hazards caused by the elements or operating mechanical equipment
- Automation techniques that remove the need for workers to perform tedious and repetitive tasks
- Simulation technologies to predict and prevent damaging events
- The use of a digital twin for predictive maintenance
Other intangible safety measures include:
- Regular and appropriate training
- Clear and adequate procedures
- Regular revision of the procedures to adjust to the reality of the work environment
- Attention to the worker’s physical but also mental health
- Efforts to build up a company-wide safety culture
Building up a safety culture is essential for modern oil and gas companies (on this topic, read the McKinsey article: Transforming safety culture: Insights from the trenches at a leading oil and gas company).
But safety measures do not always have a positive connotation. Companies also perceive them as a source of concern, either because they are difficult to implement, too constraining, or not yielding the expected results.
At Simcenter, we believe that simulation and the digital twin form part of the solution. In fact, these technologies effectively support companies to implement adequate safety procedures and execute preventive and corrective actions.
How can simulation and the digital twin help?
Simulation and digital twin technologies were mentioned earlier in this article as being safety-enhancing technologies. Herewith, we develop a bit more and explain why these technologies can prove really effective in improving safety in the oil and gas industry.
Ensuring process safety
Process safety is critical to all oil and gas production and processing facilities. Using digital twins, it is possible to simulate safety-related events. Then, the results and accompanying data can be used to design and operate assets with maximum insight to minimize process safety risks.
Therefore, Simcenter offers a range of solutions to simulate the unique behavior of systems and processes.
Those solutions provide opportunities to:
- Create digital twins to visualize and understand real-world behaviors
- Assess the impact of layout on safety-related events and consequences
- Simulate real-world behaviors involving flow, heat transfer, structural response and control systems
- Model planned and predicted unplanned events, such as gas releases and dispersion
- Manage interactions between the facility and the environment
- Apply design space exploration to identify new methods of increasing process safety
- Manage all of simulation and analysis data in one place
Learn more about Simcenter solutions for the oil and gas industry.

Minimizing risks by predicting events
When incidents occur, simulation can help minimize the associated risks. Examples and case studies illustrate our point better.
Control well blowout events
Wild Well Control is the world’s leading provider of onshore and offshore well control emergency response, pressure control, relief well planning, engineering, and training services. The company relies on modern simulation techniques as an effective way to inform well control decisions, response operations, prevent further incidents and minimize risk. The applications include:
- well control engineering (such as blow out rate, kick tolerance and dynamic kill simulation)
- subsea plume and gas dispersion modeling to understand where hydrocarbons go in the event of a blowout
- radiant heat modeling of a fire
- erosion modeling
- thermal and structural analysis.
Watch the webinar Modern well control equipment: Metal hard hat, Fireproof coveralls, and… CFD! to learn more.
Ensure LNG plant safety
Atkins Engineering and Consulting uses digital twin models to explore new designs. With these models, the company helps reduce cryogenic fluid propagation and structure fracture risks. The models are also used to validate the efficiency of the fluid collection strategy.
Our partner Siemens celebrates 130 years in Mexico

In the context of the Hannover Messe technology fair, Siemens met at the Berlin Embassy in Germany with customers, business partners and government representatives from Querétaro, Monterrey and Chihuahua to commemorate 130 years of its presence in Mexico.
Alejandro Preinfalk, president and CEO of Siemens Mexico, Central America and the Caribbean, highlighted that during these 130 years, Siemens has established itself as a reliable partner for Mexico. “We are particularly proud to maintain long and fruitful relationships with our employees, customers, governments, academia and society,” he said.
In the last year, Siemens has carried out significant actions in its plants. In Querétaro, with the Kaizen project, the optimization and expansion of its production began with an investment of more than 900 million pesos over the next five years. In addition, within the framework of Hannover Messe 2024, Siemens, the government of the state of Querétaro, the Estainium Association, Grupo Ecológico Sierra Gorda (GESG), OpenForests and Callirius AG, signed a memorandum of understanding. This agreement, which builds on the partnership established during the 2023 United Nations Climate Change Conference (COP28), lays the foundation and action plan to create a functional supply chain decarbonization ecosystem. The objective is to develop a Minimum Viable Product (MVP) that can be replicated in other sectors to reduce greenhouse gas (GHG) emissions in the value chain of companies and industries in Querétaro.
On the other hand, in the state of Chihuahua, Siemens inaugurated in January 2024, together with government representatives, the ITESA 4 project in Ciudad Juarez. This new manufacturing plant focuses on the production of products for energy measurement and distribution, with an investment of more than 300 million pesos.
We congratulate our partner for its anniversary in our country, we are sure that the growth will continue for many years to come.
Profiting from interconnected, automatic data collection and detailed workflow documentation during PCB manufacturing
Industry: Medical
When we do have to make a tricky decision because of a supply chain issue or other unexpected event, using Opcenter lets us simulate and compare different scenarios.
Florian Funke, Production Scheduler
Siemens Healthineers
Exacting medical equipment industry demands
Manufacturing printed circuit boards (PCBs) requires precision, perfect duplication, high speeds, expert raw and rare material management and flexibility. This includes using robots and specialized, high tech equipment to work holistically on dedicated batches in changeable production lines. The entire process demands exacting accuracy, experts and fine-tuned processes without forgetting about sourcing and delivering those expensive raw materials and high tech components.
Now apply this to the highly regulated and exacting medical equipment industry. If you think there is a lot of complexity in the PCBs that run your smart phone or laptop, just imagine the scrutiny required for medical PCBs running a computed tomography (CT) scanner, ultrasound machine, photon scanner or magnetic resonance imaging (MRI) machine.
To ensure safe and reliable patient care, onboard medical PCBs must meet a plethora of strict standards and regulations, including Food and Drug Administration (FDA) and European Conformity (CE) approval. In addition to lists of health and safety factors (thermal management restraints and electromagnetic interference (EMI) issues), regulations also include standards for how a manufacturer designs and builds the medical PCB itself.
“We produce thousands of medical PCBs and components for all types of Siemens Healthineers equipment,” says Jochen Raaber, production scheduler at Siemens Healthineers, which is headquartered in Erlangen, Germany. “Every PCB needs to meet exacting quality standards. As PCB production planners, our job is to make sure that we have the right materials at the right location on time. These are the challenges we have nowadays.”
To overcome these challenges, the PCB production planners at Siemens Healthineers leveraged Opcenter™ Scheduling Surface Mount Technology (SMT) software, which is part of the Siemens Xcelerator business platform of software, hardware and services.
-640x360.jpg?w=900&fit=max&q=60&dpr=1&auto=format)
Turning complexity into a competitive advantage
The planning team at Siemens Healthineers needs to handle various products and customer requirements with varying degrees of PCB complexity according to the final medical equipment specifications. With a continually changing scheduling environment, just-in-time (JIT) delivery, production delivery deadlines and raw material and component shortages, it is crucial to create an advantage from changes in complex processes.
“We found that to succeed, we needed to be more process-based than product-based,” explains Florian Funke, production scheduler at Siemens Healthineers. “It is one of the key reasons we turned to the Opcenter team and its dedicated solution for SMT scheduling and planning.”
A core part of medical PCB manufacturing is SMT, which is an assembly technique where components are attached and connected to the PCB’s surface using batch soldering processes. The connections between the planner and the shop floor need to work well to achieve this outcome.
Previously, the planning team used a highly customized spreadsheet for assembly to shop floor planning. As experts, they found they could make the right calls based on experience. However, they knew they could improve by leveraging a better tool. One tool they tested using was the Opcenter Scheduling SMT software.
“What we liked about using Opcenter Scheduling SMT is that it covers all our job’s basics, like the production schedules, the frequency, the real-time changes when it comes to new products or short runs and the documentation capabilities, which are important in the medical equipment industry,” says Funke. “But where we really saw value were improvements in our big picture work order workflow. Now this was very interesting for us.”
-640x360.jpg?w=900&fit=max&q=60&dpr=1&auto=format)
Integrating SAP and ASM
Siemens Healthineers used Opcenter Scheduling SMT to tailor new features for automatically pulling data from three important workflow sources. This includes: 1) machinery, line configurations and resource availability from the shop floor; 2) work orders, schedules and work hours from an enterprise resource planning (ERP) system (in this case, SAP) and 3) material availability and location from the supply chain systems.
The team recently completed an SAP integration to publish XML work order data directly for PCB manufacturing. Using Opcenter Scheduling SMT automatically picks up files and processes the work orders with minimal effort from the planning team. After this success, the team was curious to see how Opcenter could be leveraged to handle a new process work-flow for a new product.
“When it comes to introducing PCBs for new products, we don’t need to do much,” says Funke. “With Opcenter, you don’t need to hunt down data from other sources, which used to take hours or even days if something was lost or not interconnected. Using Opcenter Scheduling SMT, everything is interconnected. We just select similar products, parts and component data directly from our ASM software. Leveraging Opcenter automatically picks up all the required data from SAP and the ASM. It loads all the lists in about a minute. This is an extremely quick way to get the missing product data for a new product.”
“Because all our data is aggregated in a single place within our Opcenter process, we don’t waste time fetching it from various sources,” says Raaber. “The data we use now is purpose-built for us and in one single place, which is optimal for our scheduling team.”
-640x360.jpg?w=900&fit=max&q=60&dpr=1&auto=format)
Increasing flexibility
Planners at Siemens Healthineers were also happy to learn they could use Opcenter Scheduling SMT to automatically assign work orders to individual lines with its factory schedule optimizer, Multiline, including aligning the work orders by grouping and sequencing.
“Compared to other solutions, using Opcenter Scheduling SMT is far more flexible,” says Raaber. “You can customize it exactly as you need it for the most complex production scheduling.”
The team can even tailor optimization criteria to its exact SMT and production line needs. This covers vital scheduling criteria, like production time, group count, due dates, missing parts, etc.
“We work with fixed groups and setups,” says Funke. “The tool does a lot of the work for us. Using it puts everything automatically in the correct setup and quickly assigns everything to the correct line according to the work order or product. We just check it. There is very little manual retrieval these days. We can comfortably work with a team of two on a shift, whereas in the past we needed three people on the floor to get the job done right.”
-640x360.jpg?w=900&fit=max&q=60&dpr=1&auto=format)
Improving downtime
The goal is to optimize the overall production process because downtime can hinder the most organized teams. Siemens Healthineers planners hoped to use Opcenter to reduce downtime and optimize production batches. As the recent global chip shortage and supply chain issues demonstrated, the more they can analyze and compensate for unexpected events, like a shipment stuck in transit or a shortage of standard chips or copper, the easier it is for Siemens Healthineers to meet on-time delivery commitments within their production environments.
“When we do have to make a tricky decision because of a supply chain issue or other unexpected event, using Opcenter lets us simulate and compare different scenarios,” says Funke. “We can even input our expertise and preferences by adding weight to the various criteria. Then we just choose the options and schedule that work best for overall production.”-640x360.jpg?w=900&fit=max&q=60&dpr=1&auto=format)
“The software adapts to what is coming in the production process and leaves us with the flexibility to make the right informed choices,” says Raaber. “I think this is the key strength of leveraging Opcenter Scheduling SMT.”
The team at the Erlangen plant was up and running with ease after three days of installation support and hands-on training. They can use Opcenter Scheduling SMT to do the busy work, from importing orders from SAP and other sources to optimizing the SMT groupings for best-case changeover to flagging PCB production issues, including material availability. Additionally, leveraging the Opcenter Scheduling SMT what-if analysis capability is handy in a constantly changing world where Siemens Healthineers’ high tech production expectations require accurate, practical, on-the-fly scheduling expertise.-640x360.jpg?w=900&fit=max&q=60&dpr=1&auto=format)
-640x360.jpg?w=900&fit=max&q=60&dpr=1&auto=format)







