Product: Simcenter (part of Siemens Xcelerator) Industry: Food processing and packaging
Safe and Sustainable Food Packaging
Tetra Pak, a global leader in food processing and packaging solutions, is transforming the way food is packaged and consumed. In a world facing increasing challenges like climate change, resource uncertainty, food waste, and growing demand for healthy, sustainable options, the company has found in digital simulation the key to staying ahead.
With over 70 years of experience, Tetra Pak continues to evolve its paper-based aseptic cartons — packaging that allows food to remain safe and flavorful for up to a year without refrigeration or preservatives. This not only extends shelf life and reduces waste, but also improves logistics and raw material use while enabling access to nutritious products in remote locations.
A Challenge at 10 Packages per Second
The scale of Tetra Pak’s operations is impressive: in 2023 alone, more than 179 billion packages were produced using thousands of machines operating around the world. One of their fastest machines, the Tetra Pak E3/Speed Hyper, produces 10 packages per second — an enormous engineering challenge where speed, hygiene, efficiency, and sustainability must coexist in perfect balance.
To achieve this, Tetra Pak turned to Siemens Digital Industries Software and integrated Simcenter solutions from the Siemens Xcelerator platform. These multiphysics simulation tools allow them to optimize equipment design and production processes from a digital environment, reducing physical prototypes and anticipating failures.
Engineering Excellence with Digital Twin Technology
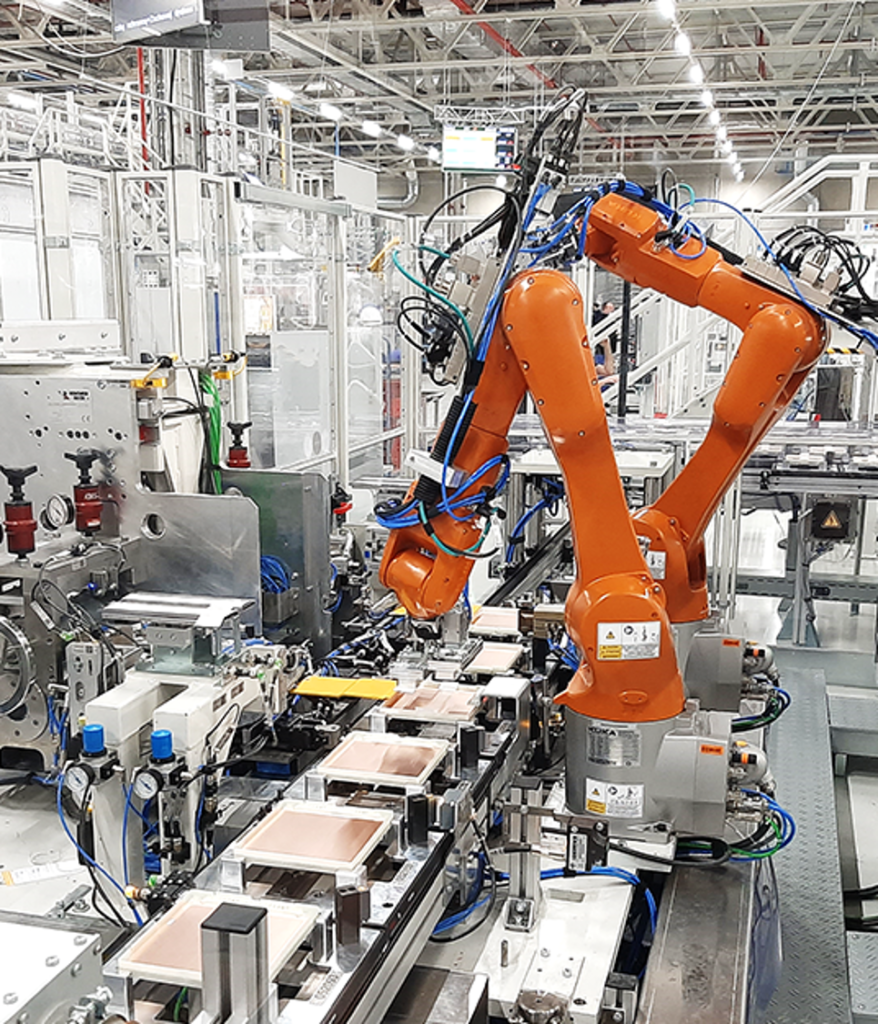
Using Simcenter Amesim and Simcenter STAR-CCM+, Tetra Pak created sophisticated digital twins of their systems — from milk processing to package sealing. This enables simulations of complex fluid-structure interactions, essential to ensure each package is formed and filled correctly, even with the huge variety of products and machine types.
With this level of detail, engineers can simulate everything from the pressure on fast-moving rollers to airflow patterns that could affect package integrity, and even confetti buildup during hole-cutting operations. All of this translates into fewer production stops, better food safety, and a smaller environmental footprint.
Sustainability from Start to Finish
Simulation also plays a crucial role in reducing emissions, optimizing energy use, and improving recyclability. For example, Tetra Pak is replacing the aluminum foil barrier in aseptic cartons with paper-based alternatives and must ensure the new designs meet both performance and regulatory standards. Thanks to multiphysics models, they can study these innovations in depth before launching them into the market.
In food safety processes like spray drying of milk, Tetra Pak uses Simcenter to track temperature histories and prevent protein breakdown, ensuring nutritional quality. In mixing processes, simulation helps calculate optimal mixing times, cutting energy costs and minimizing environmental impact.
Conclusion: Engineering for a Better Future
Thanks to Siemens technology, Tetra Pak has turned engineering complexity into competitive advantage. With the power of simulation, they not only ensure product safety and quality — they also support a global transition to safer, more sustainable food systems.
As Ulf Lindblad, Technology Specialist at Tetra Pak, puts it: “Simulation gives us the insights we need to protect what matters most: food, people, and the planet.”
CFD for clean air: How simulation is transforming spaces and processes.
Until 2020, Computational Fluid Dynamics (CFD) for ensuring clean air was not a topic that captured the attention of the general public. However, with the COVID-19 pandemic, the need for clean and healthy air became a matter of global concern. This led to CFD reaching the mainstream media. Although public attention has been reduced following the pandemic, the need for purified air in public facilities, offices and transportation remains crucial. Moreover, it is not only humans who require high standards of air quality; many industries need controlled environments to avoid contamination that can affect the production of goods.
CFD simulation is an essential tool in this ongoing challenge. Simulation software from Siemens’ Simcenter portfolio is used in a variety of applications to ensure that air is purified, improving both our breathing and manufacturing processes.
Three ways CFD helps ensure clean air
While CFD simulations do not replace public health guidelines, they can be useful in three key areas:
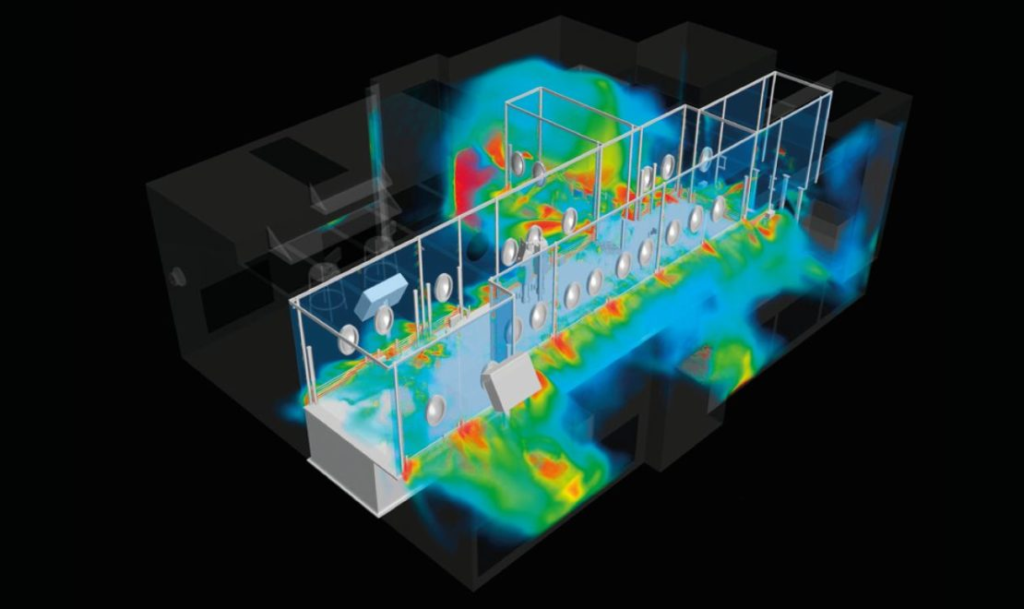
Understanding pollutant transport and mitigation 2. CFD allows modeling the movement of aerosols and particles in space and time. This is especially useful in controlled indoor spaces such as rooms, automobiles, trains, airplanes, clean rooms, and food factories.
Improve and redesign indoor spaces for safety. With CFD, multiple configurations for ventilation systems can be analyzed, ensuring efficient removal of particulate contaminants in indoor spaces. It is also possible to optimize the location of air purifiers and air barriers.
Designing equipment to remove hazardous substances and purify air. CFD enables the design of more efficient air purification devices used in public buildings, transportation and industrial environments.
CFD case studies for clean air
Public transportation
Airbus: Used Simcenter STAR-CCM+ to model the transport of cough particles in aircraft cabins, evaluating the effectiveness of face masks.
Norton Straw:** Analyzed ventilation strategies in trains, such as opening windows or installing plastic barriers, optimizing passenger safety.
Buildings
HOLT Architects:** Redesigned office spaces to reduce airborne virus transmission. Simulations evaluated the effectiveness of HVAC systems, window openings and the use of disinfection devices.
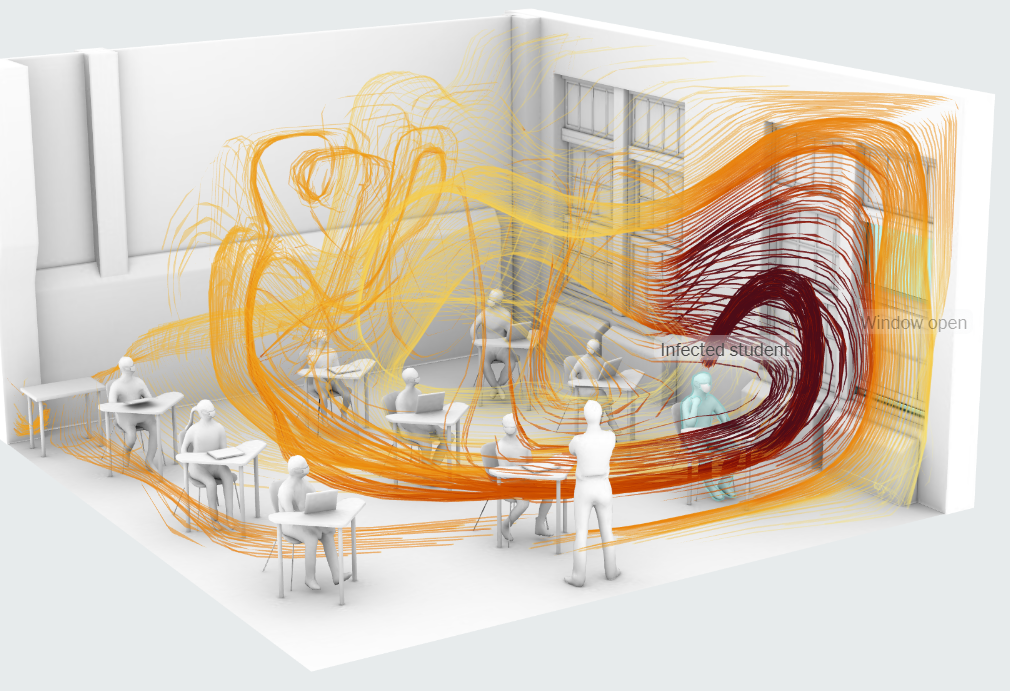
JB&B:** Showed how opening windows in classrooms dilutes contaminants, helping to minimize the risk of contagion in schools.
Industrial production
FS Dynamics:** Developed an advanced methodology to avoid contamination on lithography machines in the semiconductor industry.
Creaform Engineering: Simulated vaccine filling lines in clean rooms, ensuring regulatory compliance and minimizing economic losses.
Beyond Human: Purification in Industrial Processes
In addition to protecting people, CFD simulation plays a key role in maintaining hygienic standards in the production of food, drugs and other sensitive goods. Companies such as Excelitas Noblelight and Clean Air Limited have used CFD to design innovative devices, from UVC air purifiers to fume hoods, improving both efficiency and sustainability.
In short, Computational Fluid Dynamics not only helps improve the quality of the air we breathe, but also transforms key processes in multiple industries. Ready to explore what CFD can do for you?
Bags, including garbage bags, plastic films, and tube covers, are essential products in daily life. They are used in most households and many industries, such as food, beverages, retail, and construction. Based in Środa Wielkopolska, Poland, Polipak Sp. z o.o. is a leading manufacturer in Central and Eastern Europe and is part of the Sarantis Group, which has built a reliable and recognized brand trusted by millions of consumers. Known for its wide range of products, including both standard and customized solutions, the company plays a key role in the market, specializing in the production of various plastic film products.
Digitalization for Dynamic Growth
The Sarantis Group places great importance on sustainability as a key element of its business strategy. As a result, Polipak is continuously striving to improve production efficiency, reduce costs, and minimize its environmental impact, all while maintaining the highest quality of its products, which is its main differentiator in the market.
To continue improving its processes and strengthen its position in the market, Polipak needed systems that could comprehensively manage production processes, automate report generation, and optimize resource usage. They also needed to implement and integrate systems to ensure seamless compatibility between existing systems and the divisions of the Sarantis Group, which operates across various regions worldwide.
With the rapid growth in production volume and the increasing number of machines, Polipak had to adopt more advanced planning and management tools. Traditional methods, such as manually completed data sheets, proved inefficient in addressing the challenges of production efficiency and resource optimization.
To achieve this, Polipak partnered with ASKOM, a Siemens Digital Industries Software partner, to implement Opcenter™ for advanced planning and scheduling (APS) and as a manufacturing execution system (MES). Additionally, Opcenter is part of the Siemens Xcelerator platform, which integrates software, hardware, and services.
“We needed a solution that would provide traceability and control at every stage of production,” says Andrzej Migda, IT systems consultant at Polipak. “Our goal was to integrate modern digital solutions to better manage the complex production process across multiple stages. So, we later integrated Siemens APS and MES, which became crucial for the company’s growth.”
Optimizing Processes and Minimizing Waste
The three key areas of the company—Film Department, Roller Department, and Regranulation Department—as well as the central dosing system, are closely interconnected as part of a multi-stage production process. It starts with a fully automated process for preparing batches of raw material mixtures, which include a dozen raw materials, additives, and dyes for each extruder separately, including three-layer machines for each screw in the central dosing system.
Once the raw material feeding process begins, the film is produced on extrusion machines, rolled into rolls, and then transported to the film warehouse. When film is needed to produce bags, it is transported to the Roller Department, where finished products are made. These film and bag production processes generate waste. Although Polipak has significantly reduced waste, at current production levels, they generate around 5,000 metric tons annually. Such a large quantity requires efficient recycling to be reused in the production process.
When it began implementing customized digital solutions from Siemens, Polipak was already operating with a production facility equipped, among other things, with 67 extruders (including three and two-layer extruders, totaling 95 screws) in the Film Department, 32 machines in the Roller Department, automated packaging lines, machines to produce regranulate (a type of plastic made from recycled materials) from waste, and a central automated dosing system to supply raw materials to the extruders.
Advanced production planning and management tools, suitable for their large and growing scale of operations, were essential to ensure the smooth running of the system. With Siemens solutions, Polipak can effectively manage its complex infrastructure and optimize production processes, purchasing, and sales, as well as minimize raw material waste.
Supporting Strategic Decision-Making
With Opcenter APS, Polipak automated production scheduling, optimizing resource usage and accelerating order fulfillment. The company replaced its previous production planning process, which was slow and error-prone, with a flexible scheduling process. This process takes into account the multi-stage nature of production, production constraints, and the availability of resources and materials, considering the lead time for raw material deliveries.
By leveraging this APS system, Polipak also accelerated the planning process and improved capacity utilization. As a result, the company is able to fulfill orders more quickly and efficiently. At the same time, the system implemented allows for flexible adjustments to changes in production, including a rapid response to machine failures or potential raw material shortages. Integration with other systems, such as ERP, MES, or the central dosing system, enables a seamless flow of information, improving planning accuracy and creating realistic production scenarios.
“Using Opcenter supports strategic decision-making, allowing us to quickly respond to changing customer needs or circumstances,” says Migda. “By monitoring production in real time, we can evaluate the progress of the plan, which is key to maintaining high productivity and minimizing downtime.”
Using Opcenter for Production Quality Management
The implementation of Opcenter Execution Process, a MES solution from Siemens, was a key step in utilizing computer systems for managing the production process. Opcenter Execution Process serves as the main system for managing production, along with other systems such as APS, ERP, the warehouse management system (WMS), the central dosing system, and a computerized maintenance management system (CMMS). By maintaining interfaces, sharing data, and conducting bidirectional real-time communications, it creates an integrated production management environment.
Before implementing the MES, production monitoring and data management were fragmented and required a lot of manual work. With the system, Polipak can accurately track the production process in real time, significantly improving transparency and control over plant operations. The system collects and analyzes machine data, allowing the company to identify potential issues before they affect production efficiency.
The use of Opcenter also enables better synchronization of operational activities, from raw material receipt to production, final packaging, and product distribution. Integrating production data with the MES system provides full visibility across the production chain, resulting in higher product quality and minimal waste. At the same time, seamless procedures for receiving products, semi-finished products, and waste into the MES system allow Polipak to track performance and quality parameters in real time and respond to issues as they arise, affecting observed performance indicators.
Additionally, the use of Opcenter Execution Process plays a key role in quality management by allowing for the monitoring of production parameters and early detection of deviations from quality standards. This reduces waste and complaints and supports continuous improvement of production processes.
Driving Corporate Sustainability
The implementation of Siemens solutions at Polipak has had a positive impact on the company’s operations, efficiency, and sustainable growth. “Thanks to Siemens’ advanced APS and MES systems, we can accurately manage our resources and production processes, which strengthens our competitiveness,” says Migda.
By continually improving resource management, Polipak increased the proportion of regranulate in production from 30% to 90% over the past few years. This increase is the result of a strategic approach to raw materials, which includes not only purchasing regranulate and processing their own production waste but also buying clean post-production waste from the market. Thus, waste that was once sent to landfills is now used as a valuable raw material, supporting the company’s environmental performance.
The strategy to increase the proportion of regranulates in production requires ensuring the appropriate quality of raw materials. In response, Polipak plans to implement an automated waste washing plant by the end of this year, which will enable the company to produce regranulate even from lower-quality waste. Furthermore, by using Opcenter, Polipak has better traceability to ensure that all recycled waste and materials are properly assessed and used in production.
Millions of people are confined to wheelchairs due to illness or injury. Despite some advancements in wheelchair technology, the lack of significant progress since its invention still falls short in providing individuals with the ability to stand and walk. First, there is the social aspect of being at a different height from those around you. Second, the prolonged sitting position associated with wheelchair use can lead to health issues, such as reduced bone density, osteoporosis, muscle atrophy, pressure sores, spasms, changes in blood pressure, joint problems and even cardiovascular conditions.
Nicolas Simon has several family members who suffer from Charcot-Marie-Tooth, a degenerative condition that in its advanced stages often requires patients to use a wheelchair.
With no known cure, Simon wanted to provide an alternative. So in 2012 he founded Wandercraft with the aim of developing an exoskeleton that would allow people disabled below the waist to walk again.
The company has built and implemented the Atalante X in rehabilitation settings in hospitals, but it wants to expand that vision beyond a healthcare setting. “We want to give people more autonomy and to be able to use these exoskeletons in the real world, not only in a controlled environment with a doctor or physiotherapist,” says Fabien Expert, chief technology officer (CTO) of Wandercraft. “In the United States alone, we estimate there are 300,000 people with spinal cord injuries that could benefit from the exoskeleton in its current form. As we adapt the design in future versions, we hope to make it suitable for even more people by extending it to other pathologies, stroke rehabilitation and multiple sclerosis.”
To achieve this goal, Wandercraft adopted Siemens Digital Industries Software’s Simcenter™ Madymo™ software. Simcenter Madymo, which was developed primarily for the automotive industry, is used to develop better occupant and pedestrian safety solutions faster. Simcenter Madymo is part of the Siemens Xcelerator business platform of software, hardware and services.
Mitigating the risk of further injury
Taking the device to the streets is a big step. “Safety is absolutely critical,” explains Expert. “The people we are helping can get around by themselves in a wheelchair. The exoskeleton allows them to stand and walk, but we need to mitigate the risk of further injury. For instance, if they were to fall and suffer fractures or head injuries, this would put them in an even worse position than before.”
With the exoskeleton already proving functional, Wandercraft needed to adapt it to protect users so that they didn’t fear the possibility of an accident that would cause additional long-term injuries.
Personal airbag system
Wandercraft was inspired by airbags used in vehicles as they are designed to cushion impact on humans and minimize injuries. The exoskeleton is designed so the center of mass of the system is on the back, so if there is a power failure an imbalance occurs, the person using it would naturally fall backwards. This means they could install the airbag on the back to protect the user.
However, ensuring the effectiveness of the airbag required considerable analysis and assessment. It needed to be easy to add to the exoskeleton without incumbering the user, but also provide enough protection to significantly reduce the risk of injury in the event of a fall.
“We first had to understand if it was even feasible,” says Expert. “We must be able to detect that a fall is happening and then deploy the airbag within a half second. It was important to determine whether multiple airbags or just one would be better, and to get the sizing correct so that it provided enough protection without adding too much weight to the exoskeleton.”
Building physical prototypes to test this would have been a very time-consuming process because each airbag had to be made by hand. Using physical dummies would also not give full data on potential injuries to users. Wandercraft needed a faster solution that could fully replicate the human body and predict how well the airbag protected it during a fall.
Combining FEA with multibody simulation
Initially, Wandercraft used a finite element analysis (FEA) simulation tool, but this wasn’t sufficient to give them the data they needed. “We had no way of accurately modeling the patient to understand what injuries might be incurred,” explains Maxime Beck, head of mechanical engineering. “We had a separate multibody simulation tool, but we needed a solution that would combine both.”
To help them, Wandercraft reached out to the University of Strasbourg. “The university introduced us to Simcenter Madymo,” says Beck. “We could measure acceleration and angular speed, but we didn’t know how to use that to predict the impact on the patient. The University of Strasbourg showed us how to create the simulation with Simcenter Madymo and use its human body models to measure the effect on the user.
“The fact that Simcenter Madymo has been used for safety simulations in vehicles really helped as it has lots of models for how an airbag should perform. With Simcenter Madymo, we were able to match up the simulation results with physical test results, which gave us confidence to continue with it. Then we could optimize with each iteration without having to create a new prototype every time we changed the design.”
Simplified design and shorter development time
One of the most important outcomes from the simulation was to determine how many airbags should be used – primarily to maximize safety but also to make the device as cost-effective as possible. “Simulation allowed us to experiment with multiple airbags, but we found this didn’t add any more protection for the user,” says Beck “Each airbag needs its own gas and trigger mechanism, so the more you have, the more complex the setup is. Knowing that one large airbag gave as much protection as two or three smaller ones meant that we could reduce the complexity, making the whole unit easier and cheaper to manufacture.”
In fact, having just one airbag is not only more cost-effective but safer too. A multi-airbag system relies on each airbag to trigger at exactly the right moment. If one fails, then it’s the same as having no protection at all. The more complex a system is, the more chance there is of failure. So, by having just one airbag and one trigger the system immediately became more reliable.
Expert says that using Simcenter Madymo saved significant engineering development time, too: “The physical prototypes took one engineer three days to make each time. And it’s such a unique process that we only had one person with the necessary skill set. Without simulation, we would have had to wait this long between each iteration to test our theories. It would have taken so much time to reach the optimal design that it simply wouldn’t have been practical.
“Once the prototype is built it takes another full day to set up the test, but we can configure a simulation with any parameters we want in just a couple of hours.”
Regulations, improvements and new features
Now that Wandercraft is confident in the safety of its exoskeleton, the company is carrying out further testing to pass the necessary regulations. “We hope to achieve full regulatory clearance before the end of 2025,” says Expert. “Then we’ll be able to get it to market and we’ll see people using our exoskeleton in everyday life.”
But that is only the start. Thanks to simulation that made the first device possible, Wandercraft will continue to make use of it as they improve future products. “We’ve achieved the first target of getting patients out of wheelchairs,” says Expert. “But the aim is to give them more. We know they will demand more once they begin to experience their new freedom, whether it’s freedom they haven’t had since an injury or freedom they’ve never had due to being born with a certain condition. We intend to work on additional features to meet that demand. “Thanks to Simcenter Madymo, we’ll always be able to ensure that devices with these new features will be safe for the users.”
Carraro Group was founded in 1932 with the goal of improving farmers’ work and quality of life. It designs and manufactures solutions for agricultural machines from tractors to combine harvesters. Since establishing its axles and transmissions division, Carraro Group has become a key partner for the world’s leading manufacturers of agricultural machinery. This global organization has nine manufacturing plants and over 3,000 employees.
Additionally, Carraro Group is creating a new paradigm in the agricultural equipment sector with the introduction of its hybrid tractor models and a line of zero impact eTransmission products, designed for hybrid and fully electric vehicles. The company’s lean team of 11 harness and electrical engineers creates roughly 50 wire harnesses per year.
“Today, our focus is reducing emissions and maximizing machine efficiency for earth moving machines and orchard and vineyard equipment,” says Paolo Righetti, electrical competence center director at Carraro Agritalia, Carraro Group’s tractor division. “Technology, innovation and people are our pillars – the starting points to position ourselves as the world’s leading manufacturer of gears and transmission systems.”
Keeping up with accelerated production
In 2014, Carraro Agritalia’s rapid growth prompted its busy research and development (R&D) team to look for new tools for streamlining electrical wiring and harness design.
“Wiring and harness design is critical for Carraro Agritalia, because it is the heart of the vehicles we manufacture,” states Righetti. However, the changing design requirements for creating powertrains for heavy equipment challenges primitive simulation and analysis tools. To accommodate the growing number of complex software-driven product features, functions and operating systems, sophisticated software validation and revision management are required.
“Our existing electrical design environment was sufficient when we were just getting started,” Righetti explains. “However, as we expanded our team and began taking on more projects, quickly and efficiently tracking errors and troubleshooting mistakes became critical and the tool we had in place made this slow and cumbersome.” The existing tool did not provide the ability to perform design rule checks (DRCs), which was an important next step as the company ramped up project volume.
Carraro Agritalia’s R&D team needed a solution that could integrate harness design with wiring, so data could be easily transferred and reused throughout development. They also needed to minimize errors and reduce the time required for parts assignment by eliminating tedious manual tasks. The ability to automatically generate custom reports was also essential.
“Reducing errors during design is of paramount importance,” states Righetti. “Manufacturing errors can significantly delay production and require time-consuming manual changes before manufacturing can continue.” Design mistakes that persist into the finished product can result in mandatory recalls, impacting brand credibility among customers and prospects. “To prevent post-production faults, we needed a single-source data management system and a way to test and validate the designs early in the process when they are easier to correct,” Righetti explains.
Enabling the right design, the first time
After the discovery and pre-sales activity with Siemens Digital Industries Software solution partner, Har-Tech, Carraro Agritalia’s R&D team selected Capital™ Essentials software. They used the software to handle the demands of designing electrical schematics and harnesses for its growing catalog of tractors and agricultural machinery, including its line of hybrid tractors and eTransmission products. Although Carraro Agritalia evaluated other solutions, Capital Essentials stood out due to its ease of use and value for the price. Capital Essentials is part of the Siemens Xcelerator business platform of software, hardware and services.
Capital Essentials helps wire and harness designers achieve dramatic return-on-investment (ROI) with powerful, intuitive functionality. The software is also optimized for rapid deployment and easy installation. Design and harness tools can be used individually or deployed together, which enables wiring design data to flow seamlessly to the associated harness designs, reduces effort and minimizes the risk of errors.
“Capital Essentials is a next-generation tool that provides us with an easy and streamlined way to track, share and analyze engineering data and information throughout the design cycle,” Righetti says.
Using Capital Essentials enables the engineering team to rapidly achieve error-free electrical and harness designs the first time and take advantage of numerous validation features in the future. They can automatically create production-ready drawings, bill-of-materials (BOMs) and all the files and reports needed for costing and manufacturing activity. Capital Essentials integrates with 3D computer-aided design (CAD) systems so engineers can model the design then engineer the electrical details in Capital Essentials. “One of the big selling points for Capital Essentials is its strong integration capabilities and the potential to pull data from a variety of CAD, MCAD and PLM solutions,” Righetti says.
Capital Essentials is intuitive and easy-to-use and comes with video tutorials, online training, extensive documentation and support from an active user community. Additionally, Capital Essentials offers full data compatibility with Siemens’ Capital™ software electrical engineering (E/E) systems development solution, making it seamless for Carraro Agritalia to partner with original equipment manufacturers (OEMs) who use Capital solutions.
“By using Capital Essentials and this new approach, we can eliminate errors, accelerate time-to-market with new products and be confident that customers will not waste time or productivity fixing machinery,” states Righetti.
Integrating code library to enable early verification and eliminate errors
As part of the deployment, Righetti worked with Har-Tech to create a library of electrical component models that correspond to the electrical symbols and Carraro Agritalia code and integrated this library into the Capital Essentials tool.
Additionally, Har-Tech created checklists and automatic test sessions to validate schematics prior to creating the prototype, which enabled Carraro Agritalia’s R&D team to perform the first phase of validation and checks before placing the first harness order.
By simplifying the process of designing and verifying complex modern wire and harness designs, Capital Essentials is helping Carraro Agritalia establish a presence in the electric tractor market. According to the Global Autonomous Electric Tractor Market 2021 research report, this is projected to grow at a compound annual growth rate (CAGR) of 32.7 percent from 2021 to 2027 and reach about $4,233.50 million by 2027.
Gaining a competitive edge with fewer errors and faster test times
Since implementing Capital Essentials, Carraro Agritalia’s R&D team has expanded its use of Capital Essentials from two licenses to seven, substantially reducing costs and increasing productivity. They have reduced the probability of design errors by 25 percent, increased functional team to clearly understand connectivity and circuit behavior and correct any issues early in the design cycle. Har-Tech will be an integral part of that process, planning to introduce simulation into the design process for continuity, as well as voltage drop and current directions and calculations. In this way, Carraro Agritalia’s engineers can work faster and more accurately than they can with traditional systems.
“Our goal is to improve the lives of workers operating agricultural and construction machinery,” says Righetti. “With Capital Essentials in our toolbox, we can deliver top-quality machinery to market faster, reduce operational overhead and risk and deliver our promise to reduce emissions while maximizing machine efficiency.”
MicroPort CRM (Cardiac Rhythm Management) is a business unit of MicroPort Scientific Corporation that manufactures pacemakers, implantable defibrillators, pacing leads and Holter monitors for patients with cardiac rhythm disorders. MicroPort CRM’s solutions are Class III products, that means they are strictly regulated by regulatory authorities and must have the highest level of quality.
Moving beyond a paper-based system
Before the introduction of MES in 2014, traceability was fully manual and all the test systems recordings that were used to check the electronic features of the devices, the lot numbers and materials used for product manufacturing were managed and signed in a separate and parallel way by the operator.
It was a huge amount of work spent to perform paper-based traceability activity.
This was the impetus for implementing Opcenter™ software, a manufacturing execution system (MES). It is part of the Xcelerator™ portfolio, the comprehensive and integrated portfolio of software and services from Siemens Digital Industries Software. And today many machines in the MicroPort CRM production facility receive information from Opcenter MES.
“Opcenter enabled us to control production: to record all production-related data and search, retrieve and consume a massive amount of data but it also allows us to control and avoid errors during the manufacturing flow,” – says Federico Carnovale, information technology (IT) Manager at MicroPort CRM.
Carnovale continued highlighting the importance of traceability – “If we don’t have full traceability into one product, we cannot sell that product so we need to scrap it. Today, with a system that drives the execution of manufacturing, we can avoid this kind of issue and the related scrap”
Opcenter pays off
“One of the benefits that we had with this system was with the massive amount of data collected in a single digital repository, we added the possibility to do analytics reporting. Before Opcenter it was more difficult to create reports with live data coming directly from one factory” – says Carnovale.
“If you look at industrial plants, you can imagine that a big percentage of the timeline of the manufacturing is spent signing, writing, losing, printing: removing all this means accelerating the production lead time and this is a benefit for digitalizing manufacturing” – says Fadi Fakhouri, IT Director at MicroPort CRM
“We are often audited by certificate entities and recently received compliments from the notified body for our traceability system and stability strength. We can provide the auditors with information in real time, retrieve data as they want and are able to show the reliability of the data they want without delay.” – says Alessandro Starace, Manager, Data Management MicroPort CRM
Integrating Opcenter with other factory systems
Opcenter is integrated with the firm’s enterprise resource planning (ERP) system and is interfaced directly with its testing and manufacturing machines and the automation systems, which interact in real time.
This integration is key because, for example, one machine that is needed to produce a part must get information on the manufacturing instruction immediately in real time before executing the manufacturing. In turn, it needs to provide feedback to the system on the operation just carried out because the next operation might be a few seconds later. So it is necessary to have a way of communicating that is extremely fast.
Labeling is another key aspect in the medical device industry. The labeling of the product is done with a software that manages the labeling for all products in the MicroPort CRM system. In this case MES provides information that is consumed by the labeling software to produce labels.
Battery production takes place in a dynamic landscape of manufacturing. Efficiency is the cornerstone of success. Nowhere is this more evident than in the realm of automotive battery production, where precision and optimization are paramount. At EBZ Group, a beacon of innovation in the transportation industry, Louisa Christin, a senior project manager in production planning, is leading the charge towards enhancing battery production through the integration of layout planning into material flow simulation.
Unlocking potential
Louisa Christin’s journey into the world of mechanical engineering at the University of Applied Science Ravensburg-Weingarten laid the foundation for her pioneering work at EBZ. Since joining the company in 2018, she is responsible for projects in production planning, focusing particularly on body-in-white and battery production facilities. Her expertise extends to material flow simulation, where she has been instrumental in implementing static and dynamic simulations using Siemens Tecnomatix Plant Simulation software.
The power of integration In her lecture, Louisa will shed light on the synergies between layout planning and material flow simulation, emphasizing the advantages of their integration in the context of battery production. By combining these methodologies, companies can gain invaluable insights into their production processes, leading to enhanced efficiency, reduced costs and improved quality.
Navigating challenges Drawing from real-world experiences, Louisa will present three compelling use cases from EBZ’s project business. Each case will provide a comprehensive overview of the project, highlighting the differences between battery production in material flow simulation with and without layout implementation. Attendees will gain a deep understanding of the evolution of battery production in material flow simulation and the challenges encountered along the way.
Realizing benefits Louisa will delve into the heart of each use case, discussing the biggest challenges faced and the strategies employed to overcome them. Attendees can expect to learn about the tangible benefits that have resulted from integrating layout planning into material flow simulation, including increased throughput, optimized resource utilization and streamlined processes.
By seamlessly integrating layout planning with material flow simulation, automated battery production lines engineered by EBZ not only optimize efficiency but also propel us into a future where precision and innovation converge to power the automotive industry forward.”









-640x360.jpg?w=900&fit=max&q=60&dpr=1&auto=format)
-640x360.jpg?w=900&fit=max&q=60&dpr=1&auto=format)
-640x360.jpg?w=900&fit=max&q=60&dpr=1&auto=format)
-640x360.jpg?w=900&fit=max&q=60&dpr=1&auto=format)
-640x360.jpg?w=900&fit=max&q=60&dpr=1&auto=format)