As a leading global player in the potato starch market, Royal Avebe has been reshaping the industry for over a century. Avebe was founded by local farmers in the Netherlands back in 1919. Since then, the small group of farmers has grown to more than 2000 members in the Netherlands and Germany.
Today, Avebe produces potato starch and potato protein, used in food and industrial applications. To get the most out of the potato, they are always looking for innovative solutions and products. Like any other company operating in a dynamic marketplace, Avebe faces its fair share of challenges, including keeping up with changing customer needs and market trends.
As consumer preferences shift towards healthier, natural, and clean-label products, Avebe continuously works to stay ahead of the curve. By investing in research and development, Avebe strives to create starch-based solutions that not only cater to evolving dietary requirements but also enhance the quality and taste of food products.
Avebe’s digitalization journey with Siemens and ATS Global
In their relentless pursuit of innovation and sustainability, Avebe recognized the need to embrace digital transformation to address the challenges in their industry. To achieve this, they teamed up with Siemens, a global technology leader, and ATS Global, a trusted solution partner specializing in IT and OT integration.
Through this strategic collaboration, Avebe embarked on a digitalization journey that revolutionized their production processes. By leveraging Siemens’ cutting-edge IT/OT integrated solutions, Avebe could, on one hand, reduce the workload for the operators, and on the other gained unprecedented insights into their operations, enabling them to optimize efficiency, increase productivity, and ensure consistent quality throughout their production lines.
The implementation of Siemens’ advanced technologies, such as Industrial Internet of Things (IIoT) platforms and data analytics tools, empowered Avebe to capture real-time data from their production facilities. With this data, Avebe can monitor key performance indicators, identify bottlenecks, and make data-driven decisions to drive continuous improvement.
ATS Global played a pivotal role in integrating Avebe’s IT and OT systems seamlessly. They delivered an MES/MOM system that included integration into ERP and shop floor.
The benefit of having one partner both on the IT and the OT is that they can see solutions for problems you don’t have yetJan Hessel Veurink, Manufacturing IT Engineer at Avebe
“We are utilizing our knowledge with our customers because we realized a long time ago that the IT and OT is so complex that it’s very difficult for the customers to follow. If you have to discuss this with single points, it gets very complicated very quickly”, says Rob Valent, Global Partner Manager at ATS Global “and our customers want a partner to help them basically reducing the complexity and not add complexity.”
By embracing digitalization, Avebe is able to tackle the growing demand for sustainable solutions head-on. Through optimized production processes and precise control over resources, Avebe significantly reduced waste, minimized environmental impact, and paved the way for a more sustainable future.
“The benefit of working with a company like Siemens is that it offers such a broad portfolio of IT / OT solutions, that we can select the solutions that best suit the customer needs.” says Rob
On Wednesday, May 22, a virtual talk organized by the UAQ took place, with the purpose of addressing the digital transformation with Siemens. The event was developed through Zoom and was attended by a group of attendees, mainly students.
The talk was given by Juan Pablo Aguillón, who shared his knowledge and experiences. During the session, several relevant aspects were discussed, offering a comprehensive and updated view on the transition to the digital world in organizations.
If you want to see a replay of this event, go to our Youtube channel and do not miss this opportunity to learn about the digital transformation that Siemens can offer you: https://www.youtube.com/watch?v=KUKYEoLMqOA
How does simulation support the oil and gas industry safety standards and procedures?
Discover some innovative safety initiatives supported by advanced engineering simulation and the digital twin.
Is an offshore oil rig a dangerous workplace? Sure, it is. Exposed to the elements, handling complex, heavy machinery, dealing with flammable hydrocarbons: workers on the platform cannot take their tasks lightly.
The setting of an oil rig and the one of refineries, transportation sites are all accident-prone environments.
Falls, spills, crashes, burns… How can industry players bring the number of safety incidents down to zero?
In this article, we share some facts about the status of safety in the oil and gas industry and explore some initiatives that can help bring the numbers further down.
Status of health and safety in the industry – better than expected
We’ve all seen images of tragic accidents. Oil wells on fire, rigs wrecking into the sea. Scenarios for an amazing Hollywood blockbuster movie. But not the reality that we want to face. Accidents belong to the history books or should only live in the imagination of fiction writers. And oil and gas companies must aim for a zero-incident report.
Luckily, the outlook is better than we feared. Let us look at the numbers.
According to UK Oil & Gas’ annual 2019 report, between 1996 and 2007, there were 21 fatalities in the UK oil sector. Between 2007 and 2018, however, there were only five. Additionally, according to the International Association of Oil & Gas Producers’ 2019 safety report, industry fatalities worldwide had dropped from 30 in 2017 to 27 in 2018. (source: OHS online)
Looking at the chart below, we see an overall positive trend in the US, particularly a reduction in non-fatal incidents.
The three objectives of oil and gas industry safety standards and procedures
Why should companies operating in the oil and industry care about safety?
Safety is crucial for three main reasons:
Firstly, safety measures help protect the workers. As we already pointed out, workers evolve in a hazardous environment. Safety measures help preserve their lives and minimize the risks of non-fatal incidents. Equally, companies should not ignore the possible indirect consequences of a difficult working environment, such as cardio-vascular diseases resulting from excessive stress.
Secondly, they help protect the assets. The oil and gas industry is a capital-intensive industry. One way of avoiding eroding profit is to safeguard existing assets and even extend their operational lifetime. Ensuring that equipment operates safely both in normal and extreme operating conditions throughout its planned or extended lifetime is critical.
Last, they help protect the environment. More than ever, a company’s good governance policy should address ecological concerns. Spills, for example, are not uncommon. Appropriate measures help prevent fires, falls, or gas emanation that is health-threatening for workers and damaging to the environment. And if such a damaging event occurs, the right actions will help contain the damage.
So, what is the key to a zero-incident goal? Safety measures, accident prevention and innovative technologies are all elements of success.
The role of safety standards and procedures in the oil and gas industry
But safety measures do not always have a positive connotation. Companies also perceive them as a source of concern, either because they are difficult to implement, too constraining, or not yielding the expected results.
At Simcenter, we believe that simulation and the digital twin form part of the solution. In fact, these technologies effectively support companies to implement adequate safety procedures and execute preventive and corrective actions.
How can simulation and the digital twin help?
Simulation and digital twin technologies were mentioned earlier in this article as being safety-enhancing technologies. Herewith, we develop a bit more and explain why these technologies can prove really effective in improving safety in the oil and gas industry.
Ensuring process safety
Process safety is critical to all oil and gas production and processing facilities. Using digital twins, it is possible to simulate safety-related events. Then, the results and accompanying data can be used to design and operate assets with maximum insight to minimize process safety risks.
Therefore, Simcenter offers a range of solutions to simulate the unique behavior of systems and processes.
Those solutions provide opportunities to:
Create digital twins to visualize and understand real-world behaviors
Assess the impact of layout on safety-related events and consequences
Simulate real-world behaviors involving flow, heat transfer, structural response and control systems
Model planned and predicted unplanned events, such as gas releases and dispersion
Manage interactions between the facility and the environment
Apply design space exploration to identify new methods of increasing process safety
Manage all of simulation and analysis data in one place
When incidents occur, simulation can help minimize the associated risks. Examples and case studies illustrate our point better.
Control well blowout events
Wild Well Control is the world’s leading provider of onshore and offshore well control emergency response, pressure control, relief well planning, engineering, and training services. The company relies on modern simulation techniques as an effective way to inform well control decisions, response operations, prevent further incidents and minimize risk. The applications include:
well control engineering (such as blow out rate, kick tolerance and dynamic kill simulation)
subsea plume and gas dispersion modeling to understand where hydrocarbons go in the event of a blowout
Atkins Engineering and Consulting uses digital twin models to explore new designs. With these models, the company helps reduce cryogenic fluid propagation and structure fracture risks. The models are also used to validate the efficiency of the fluid collection strategy.
In the context of the Hannover Messe technology fair, Siemens met at the Berlin Embassy in Germany with customers, business partners and government representatives from Querétaro, Monterrey and Chihuahua to commemorate 130 years of its presence in Mexico.
Alejandro Preinfalk, president and CEO of Siemens Mexico, Central America and the Caribbean, highlighted that during these 130 years, Siemens has established itself as a reliable partner for Mexico. “We are particularly proud to maintain long and fruitful relationships with our employees, customers, governments, academia and society,” he said.
In the last year, Siemens has carried out significant actions in its plants. In Querétaro, with the Kaizen project, the optimization and expansion of its production began with an investment of more than 900 million pesos over the next five years. In addition, within the framework of Hannover Messe 2024, Siemens, the government of the state of Querétaro, the Estainium Association, Grupo Ecológico Sierra Gorda (GESG), OpenForests and Callirius AG, signed a memorandum of understanding. This agreement, which builds on the partnership established during the 2023 United Nations Climate Change Conference (COP28), lays the foundation and action plan to create a functional supply chain decarbonization ecosystem. The objective is to develop a Minimum Viable Product (MVP) that can be replicated in other sectors to reduce greenhouse gas (GHG) emissions in the value chain of companies and industries in Querétaro.
On the other hand, in the state of Chihuahua, Siemens inaugurated in January 2024, together with government representatives, the ITESA 4 project in Ciudad Juarez. This new manufacturing plant focuses on the production of products for energy measurement and distribution, with an investment of more than 300 million pesos.
We congratulate our partner for its anniversary in our country, we are sure that the growth will continue for many years to come.
When we do have to make a tricky decision because of a supply chain issue or other unexpected event, using Opcenter lets us simulate and compare different scenarios.
Florian Funke, Production Scheduler Siemens Healthineers
Exacting medical equipment industry demands
Manufacturing printed circuit boards (PCBs) requires precision, perfect duplication, high speeds, expert raw and rare material management and flexibility. This includes using robots and specialized, high tech equipment to work holistically on dedicated batches in changeable production lines. The entire process demands exacting accuracy, experts and fine-tuned processes without forgetting about sourcing and delivering those expensive raw materials and high tech components.
Now apply this to the highly regulated and exacting medical equipment industry. If you think there is a lot of complexity in the PCBs that run your smart phone or laptop, just imagine the scrutiny required for medical PCBs running a computed tomography (CT) scanner, ultrasound machine, photon scanner or magnetic resonance imaging (MRI) machine.
To ensure safe and reliable patient care, onboard medical PCBs must meet a plethora of strict standards and regulations, including Food and Drug Administration (FDA) and European Conformity (CE) approval. In addition to lists of health and safety factors (thermal management restraints and electromagnetic interference (EMI) issues), regulations also include standards for how a manufacturer designs and builds the medical PCB itself.
“We produce thousands of medical PCBs and components for all types of Siemens Healthineers equipment,” says Jochen Raaber, production scheduler at Siemens Healthineers, which is headquartered in Erlangen, Germany. “Every PCB needs to meet exacting quality standards. As PCB production planners, our job is to make sure that we have the right materials at the right location on time. These are the challenges we have nowadays.”
To overcome these challenges, the PCB production planners at Siemens Healthineers leveraged Opcenter™ Scheduling Surface Mount Technology (SMT) software, which is part of the Siemens Xcelerator business platform of software, hardware and services.
Turning complexity into a competitive advantage
The planning team at Siemens Healthineers needs to handle various products and customer requirements with varying degrees of PCB complexity according to the final medical equipment specifications. With a continually changing scheduling environment, just-in-time (JIT) delivery, production delivery deadlines and raw material and component shortages, it is crucial to create an advantage from changes in complex processes.
“We found that to succeed, we needed to be more process-based than product-based,” explains Florian Funke, production scheduler at Siemens Healthineers. “It is one of the key reasons we turned to the Opcenter team and its dedicated solution for SMT scheduling and planning.”
A core part of medical PCB manufacturing is SMT, which is an assembly technique where components are attached and connected to the PCB’s surface using batch soldering processes. The connections between the planner and the shop floor need to work well to achieve this outcome.
Previously, the planning team used a highly customized spreadsheet for assembly to shop floor planning. As experts, they found they could make the right calls based on experience. However, they knew they could improve by leveraging a better tool. One tool they tested using was the Opcenter Scheduling SMT software.
“What we liked about using Opcenter Scheduling SMT is that it covers all our job’s basics, like the production schedules, the frequency, the real-time changes when it comes to new products or short runs and the documentation capabilities, which are important in the medical equipment industry,” says Funke. “But where we really saw value were improvements in our big picture work order workflow. Now this was very interesting for us.”
Integrating SAP and ASM
Siemens Healthineers used Opcenter Scheduling SMT to tailor new features for automatically pulling data from three important workflow sources. This includes: 1) machinery, line configurations and resource availability from the shop floor; 2) work orders, schedules and work hours from an enterprise resource planning (ERP) system (in this case, SAP) and 3) material availability and location from the supply chain systems.
The team recently completed an SAP integration to publish XML work order data directly for PCB manufacturing. Using Opcenter Scheduling SMT automatically picks up files and processes the work orders with minimal effort from the planning team. After this success, the team was curious to see how Opcenter could be leveraged to handle a new process work-flow for a new product.
“When it comes to introducing PCBs for new products, we don’t need to do much,” says Funke. “With Opcenter, you don’t need to hunt down data from other sources, which used to take hours or even days if something was lost or not interconnected. Using Opcenter Scheduling SMT, everything is interconnected. We just select similar products, parts and component data directly from our ASM software. Leveraging Opcenter automatically picks up all the required data from SAP and the ASM. It loads all the lists in about a minute. This is an extremely quick way to get the missing product data for a new product.”
“Because all our data is aggregated in a single place within our Opcenter process, we don’t waste time fetching it from various sources,” says Raaber. “The data we use now is purpose-built for us and in one single place, which is optimal for our scheduling team.”
Increasing flexibility
Planners at Siemens Healthineers were also happy to learn they could use Opcenter Scheduling SMT to automatically assign work orders to individual lines with its factory schedule optimizer, Multiline, including aligning the work orders by grouping and sequencing.
“Compared to other solutions, using Opcenter Scheduling SMT is far more flexible,” says Raaber. “You can customize it exactly as you need it for the most complex production scheduling.”
The team can even tailor optimization criteria to its exact SMT and production line needs. This covers vital scheduling criteria, like production time, group count, due dates, missing parts, etc.
“We work with fixed groups and setups,” says Funke. “The tool does a lot of the work for us. Using it puts everything automatically in the correct setup and quickly assigns everything to the correct line according to the work order or product. We just check it. There is very little manual retrieval these days. We can comfortably work with a team of two on a shift, whereas in the past we needed three people on the floor to get the job done right.”
Improving downtime
The goal is to optimize the overall production process because downtime can hinder the most organized teams. Siemens Healthineers planners hoped to use Opcenter to reduce downtime and optimize production batches. As the recent global chip shortage and supply chain issues demonstrated, the more they can analyze and compensate for unexpected events, like a shipment stuck in transit or a shortage of standard chips or copper, the easier it is for Siemens Healthineers to meet on-time delivery commitments within their production environments.
“When we do have to make a tricky decision because of a supply chain issue or other unexpected event, using Opcenter lets us simulate and compare different scenarios,” says Funke. “We can even input our expertise and preferences by adding weight to the various criteria. Then we just choose the options and schedule that work best for overall production.”
“The software adapts to what is coming in the production process and leaves us with the flexibility to make the right informed choices,” says Raaber. “I think this is the key strength of leveraging Opcenter Scheduling SMT.”
The team at the Erlangen plant was up and running with ease after three days of installation support and hands-on training. They can use Opcenter Scheduling SMT to do the busy work, from importing orders from SAP and other sources to optimizing the SMT groupings for best-case changeover to flagging PCB production issues, including material availability. Additionally, leveraging the Opcenter Scheduling SMT what-if analysis capability is handy in a constantly changing world where Siemens Healthineers’ high tech production expectations require accurate, practical, on-the-fly scheduling expertise.
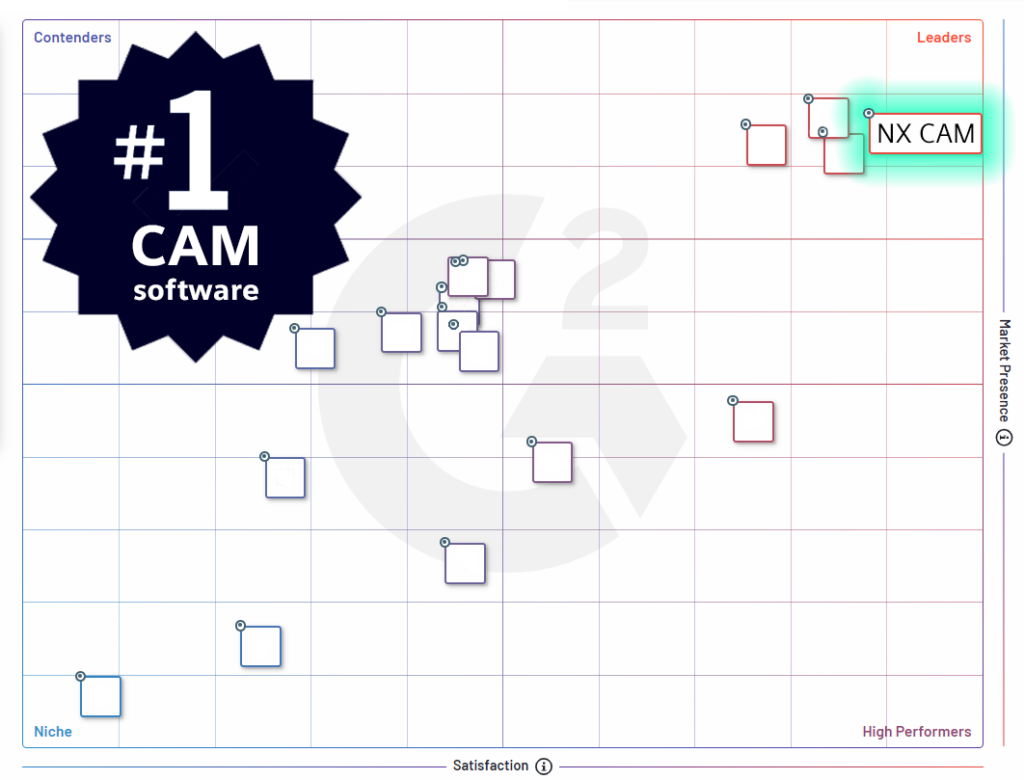
G2 Spring report 2024 is here and NX CAM ranks as #1 CAM software.
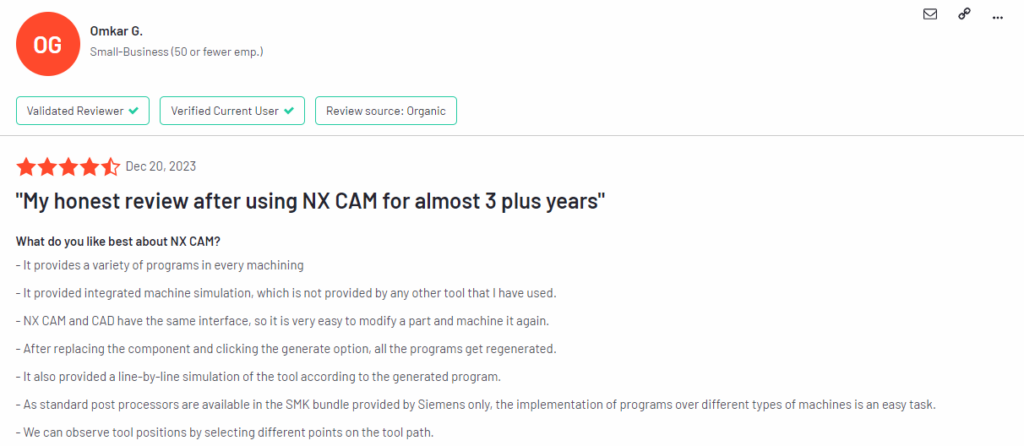
Manufacturing experts, like many of this blog readers, have recognized NX CAM as the leader in the CAM (computer-aided manufacturing) software category. With insights from almost 100 CNC programmers, NX CAM stands out among other CAM software options, as shown in the live G2 Grid Report below:
Spring 2024 Grid report for CAM software
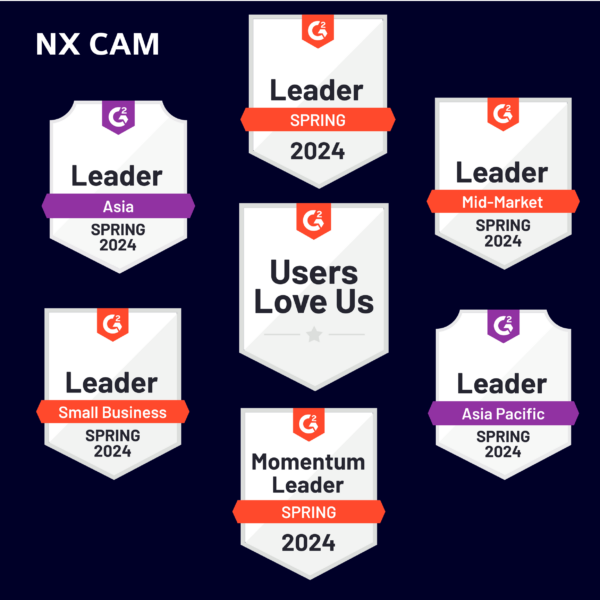
This demonstrates our commitment to developing the most complete and advanced CAM software, which is both scalable and seamlessly integrated into the Siemens Xcelerator, our comprehensive software portfolio for digital transformation.
Our users, who provide constant feedback, make this possible. Based on their input, we incorporate significant and powerful new capabilities into each new release to address the most challenging machining requirements and enhance the overall CAM experience. During Spring 2024, NX CAM earned 7 more badges from our users from around the world and across all major industries, including automotive, aerospace and industrial machinery industry sectors.
Share your NX CAM success story
What are the benefits that #1 CAM software provides?
While selecting the right CAM software for your machining jobs might be challenging, G2 makes the decision-making easier. It provides featured comparison criteria to help CNC programmers understand and differentiate the distinctive features of each CAM software provider.
CAD to CAM
The transition from CAD to CAM is essential because it ensures a seamless flow of design data into the manufacturing process, facilitating an efficient production process.
NX CAM has the capability to read any standard CAD format. Customers find the most advantage when they utilize the integrated CAD/CAM functionality in NX. It ensures a smooth transition from the CAD part model to the CAM environment to create necessary machining operations to manufacture the part.
By maintaining the associativity between CAD and CAM data the design changes are automatically reflected in the machining process, enabling seamless workflow and minimizing rework.
CNC Programming
To effectively program the increasingly challenging components, manufacturing companies need to equip programmers with powerful CAM software.
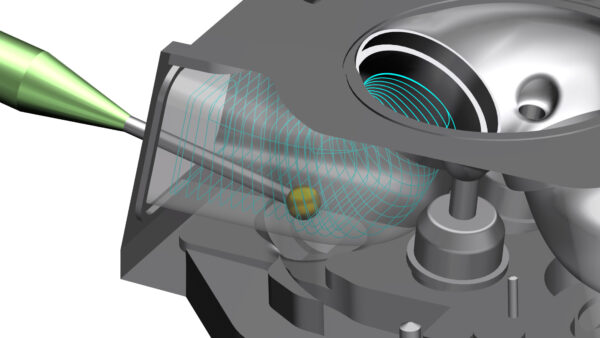
That’s why it’s crucial for the software to be user-friendly yet capable. This allows programmers to define the machining process for parts of any complexity faster, while having full control of all the machining parameters. With NX CAM, you get streamlined CNC workflows even for the most complex 5-axis machining.
For prismatic parts, NX CAM simplifies CNC programming with its automated Feature-Based Machining capabilities. You can program complete parts with many (sometimes hundreds of) features (e.g. pockets, compound holes, and slots) in minutes, saving hours of valuable programming time. By automating repetitive tasks and recognizing machining features, NX CAM helps programmers reduce machining time by up to 90%.
CNC Machining
Advanced toolpath strategies enable part manufacturers to achieve greater efficiency and improved parts quality. NX CAM provides a range of toolpaths that helps streamline the machining process and reduce the overall machining time. Operations like 3D Adaptive Roughing speed up the toolpath generation significantly faster which boosts the part programming speed for the user and helps to remove the bulk of the material 60% faster than the traditional methods. With the smooth-flowing finishing strategies in NX CAM, users achieve mirror-like surface finish, while extending tool life and improving the overall productivity.
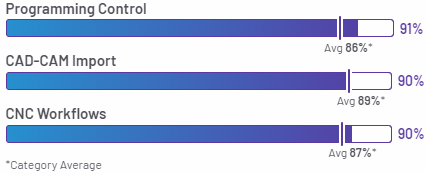
Data behind the ranking
Customers assessed CAM software through G2’s scoring framework. Below is the detailed information on how NX CAM was rated by the users for some of the key capabilities:
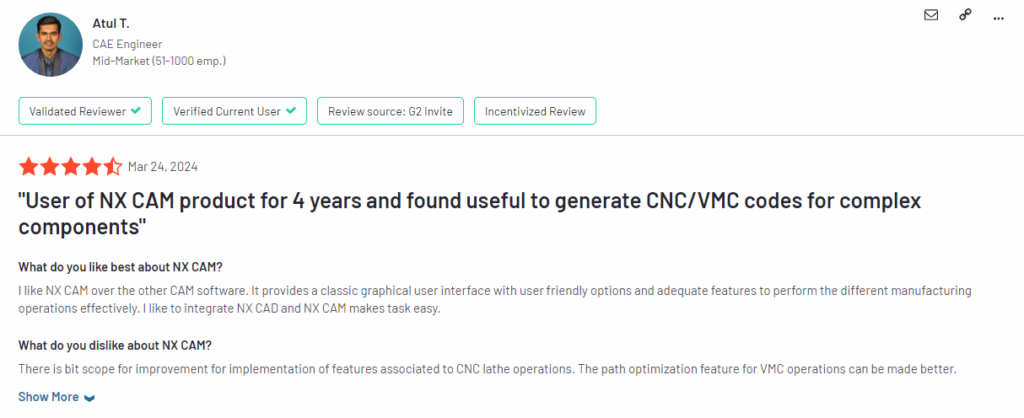
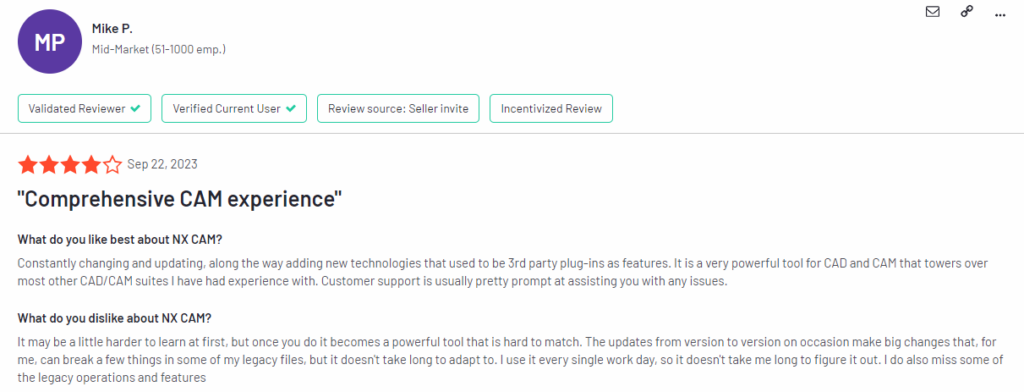
Listen to what our users are saying
Learn more about NX CAM software and get direct insights from NX CAM users about their favorite aspects of the product:
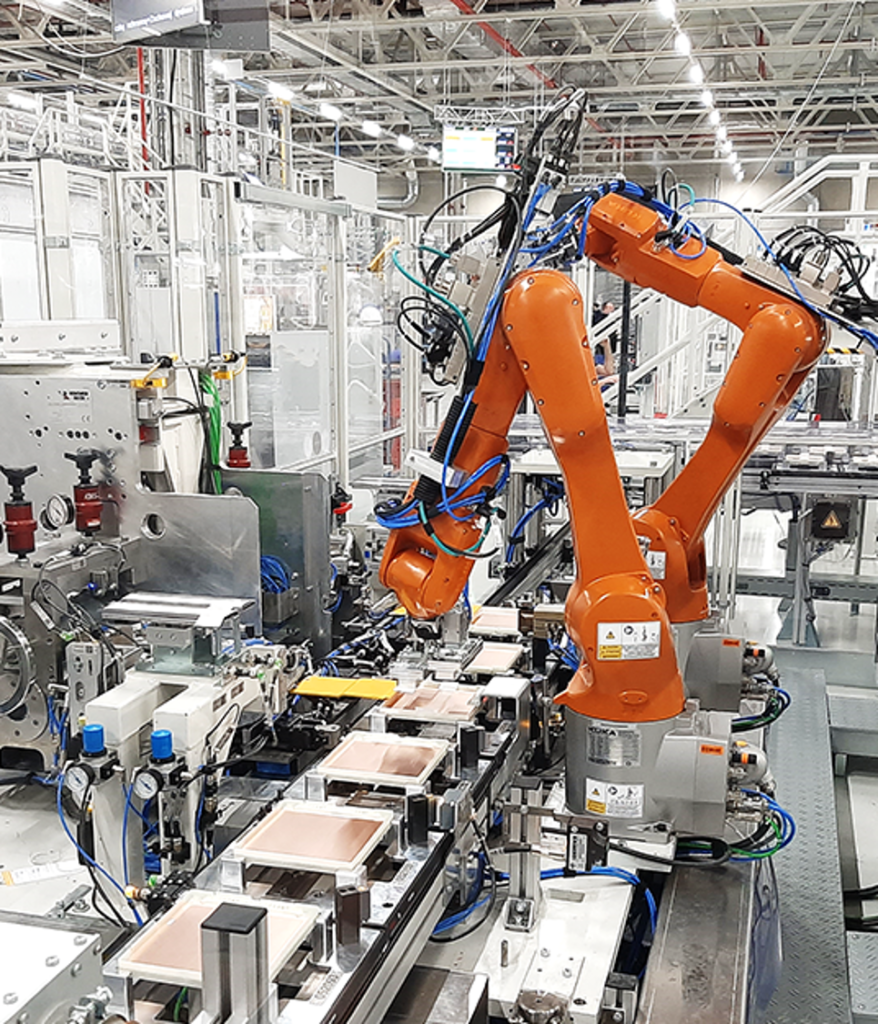
Battery production takes place in a dynamic landscape of manufacturing. Efficiency is the cornerstone of success. Nowhere is this more evident than in the realm of automotive battery production, where precision and optimization are paramount. At EBZ Group, a beacon of innovation in the transportation industry, Louisa Christin, a senior project manager in production planning, is leading the charge towards enhancing battery production through the integration of layout planning into material flow simulation.
Unlocking potential
Louisa Christin’s journey into the world of mechanical engineering at the University of Applied Science Ravensburg-Weingarten laid the foundation for her pioneering work at EBZ. Since joining the company in 2018, she is responsible for projects in production planning, focusing particularly on body-in-white and battery production facilities. Her expertise extends to material flow simulation, where she has been instrumental in implementing static and dynamic simulations using Siemens Tecnomatix Plant Simulation software.
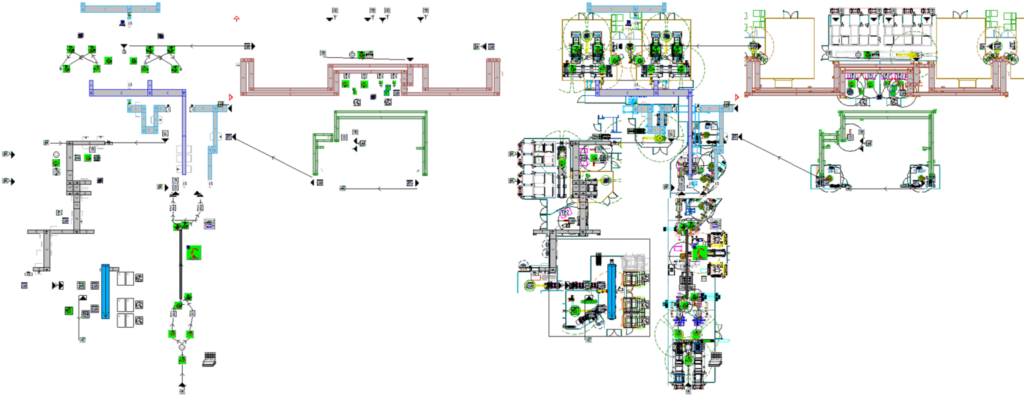
The power of integration In her lecture, Louisa will shed light on the synergies between layout planning and material flow simulation, emphasizing the advantages of their integration in the context of battery production. By combining these methodologies, companies can gain invaluable insights into their production processes, leading to enhanced efficiency, reduced costs and improved quality.
Navigating challenges Drawing from real-world experiences, Louisa will present three compelling use cases from EBZ’s project business. Each case will provide a comprehensive overview of the project, highlighting the differences between battery production in material flow simulation with and without layout implementation. Attendees will gain a deep understanding of the evolution of battery production in material flow simulation and the challenges encountered along the way.
Realizing benefits Louisa will delve into the heart of each use case, discussing the biggest challenges faced and the strategies employed to overcome them. Attendees can expect to learn about the tangible benefits that have resulted from integrating layout planning into material flow simulation, including increased throughput, optimized resource utilization and streamlined processes.
By seamlessly integrating layout planning with material flow simulation, automated battery production lines engineered by EBZ not only optimize efficiency but also propel us into a future where precision and innovation converge to power the automotive industry forward.”
Vehicle cooling systems are indispensable since they not only improve an occupant’s comfort but maintain the vehicle’s correct internal temperature and protect key components. They extend the lifetime of engines and ensure proper performance, reducing harmful exhaust emissions. Therefore, the largest automotive companies want high-quality components, which means cooperating with partners who can guarantee their product’s quality.
ESTRA Automotive Systems (ESTRA) is a global leader in the automotive cooling system industry. It has been in business under its present name since 2019, but its history in the automotive industry dates to 1998. That is when it began to build its position, specializing in the design, validation and production of vehicle thermal components and systems. Today, its operations include offices and technology centers around the world, as well as 14 production plants, including one in Zabrze, Poland.
This is where the company manufactures vehicle powertrain cooling modules, including liquid-cooled condensers, heat exchangers, radiators and condensers. Due to its many years of experience and competencies in cooling systems, ESTRA provides solutions for internal combustion engines (ICEs), electric and hybrid vehicles. For these vehicle types, ESTRA provides solutions tailored to their unique characteristics and manufactures them with the utmost attention to detail.
Using Opcenter for global MES
The automotive sector requires companies to meet stringent constraints for product quality, process validation and certification. With the increasing sophistication of cars and their systems, manufacturers’ expectations regarding individual component quality from external partners are also changing. Due to these strict requirements and manufacturing processes, ESTRA sought out and implemented a manufacturing execution system (MES), which they integrated in their Asia-based markets. However, to integrate this system globally meant the current system would not be sufficient due to support and standardization challenges.
When building a new factory in Poland, ESTRA started looking for standardized global solutions that had full local support. They wanted a solution that would allow precise monitoring and control of production processes in real time to quickly detect and respond to any irregularities and unforeseen situations. With help from ASKOM, a certified Siemens Digital Industries Software manufacturing operations management (MOM) partner, the company decided to integrate Opcenter™ software, which is part of the Siemens Xcelerator business platform of software, hardware and services, into the Zabrze plant. Using Opcenter gave the company a full range of locally implemented services and technical support.
“We wanted to find a solution with a global footprint that had the necessary local technical support we required,” says Waldemar Wojtasz, the MES coordinator and change leader at ESTRA. “We were able to achieve our goals by cooperating with Siemens and ASKOM.”
When Opcenter was implemented, the plant employed solutions to match the condenser design for one of its key automotive original equipment manufacturers (OEMs). The next step was to use Opcenter Execution Discrete, a production execution system, to handle complex assembly operations. Using its base version with basic functionalities, ESTRA was able to gather data to create a personalized solution that allowed them to develop established products while evolving the system.
“Solution flexibility was critical to us,” says Wojtasz. “We wanted to deploy a solution that was tailored to us, our needs and the nature of production, as opposed to having to adapt to the technologies. This was undoubtedly a valuable benefit from cooperating with ASKOM and Siemens.”
Improving the quality of production
Leveraging Opcenter Execution Discrete, which uses a set of standard and company-specific functionalities, ESTRA workers can more efficiently handle production orders, carrying out production processes faster while maintaining high-quality standards. Since machines verify most components, which helps reduce errors, the company can ensure product quality and detect any shortcomings at an earlier stage. This allows the company to take measures to avoid and minimize situations where corrective action would be necessary.
Since the ESTRA plant’s label management and quality control are more automated and precise, the company can reduce the risk of defective products. Additionally, by using Opcenter Execution Discrete, the company was able to introduce full production process traceability. This is important in the automotive sector for tracking every component, from the moment the raw material enters production to the final product. ESTRA can then store the information for the next 30 years.
By using an MES, which acts as the factory’s nervous system and brain, the company can digitally manage huge amounts of information, reducing paperwork. “We liken the MES to a policing system that keeps things in order,” says Wojtasz. “Every radiator we produce has its own identity in the system, receiving a code on its core in the process to track and record its history. This is how ESTRA, and our customers, know exactly where the product has been and how it behaved during each production stage.”
By integrating Opcenter Execution with SAP enterprise resource planning (ERP), ESTRA was able to provide a consistent flow of information between the business and production systems. This helped the company increase their operational efficiency and improve production order and material data management. By transferring data between the system and the production line in real time, they were able to create a planned cycle time, reducing production cycle time to less than 1 minute.
Additionally, by integrating Opcenter Execution with the Open Platform Communications Unified Architecture (OPC UA) standard into the automation systems from various vendors, ESTRA was able to further automate production processes. Since companies collect process data directly from the machines, the systems provide valuable production line performance information, optimizing and preventing downtime. The production team has access to various key performance indicators (KPIs) in real time and uses them to make quick decisions, ensuring the factory’s efficiency and competitiveness in the automotive sector.
Further, ESTRA created a more flexible production process and improved company transparency by integrating vertical information technology (IT) and operational technology (OT). For example, they were able to connect the shop floor to the top floor.
“Having this knowledge at our fingertips allows us to respond to problems of various degrees of severity,” says Wojtasz. “Using Opcenter, we can respond to trivial issues concerning the arrangement of product parts on the production line to more important issues like missing information that could result in corrective actions.”
Moving towards further automation
The ESTRA factory in Zabrze is constantly evolving since the company is regularly bringing in new machines and production lines. ESTRA is implementing these improvements to meet specific customer needs and further automate the factory.
Next steps include implementing a preventive maintenance scheme to further reduce downtime. By using an MES system to organize data collected in real time from machines, the company can access information to define the scope of work for maintaining the line and machinery fleet.
Additionally, ESTRA aims to integrate Teamcenter® software, which is also part of Siemens Xcelerator, to achieve a closed-loop manufacturing process and a solution that includes product lifecycle management (PLM), ERP and MOM. This could provide ESTRA’s factory with further growth opportunities, enabling seamless information exchange and interaction in the physical and virtual worlds. Further, the company can take another step toward achieving operational excellence and reinforcing its position in the automotive sector.
As the automotive industry evolves, new opportunities are opening via technologies; however, this can cause production quality, validation and certification challenges. Manufacturers like ESTRA are leveraging the support of trusted partners, like Siemens and ASKOM, and available solutions in their quest for excellence and innovation. “Thanks to Opcenter, our customers can get better products while we save money by minimizing the number of corrective actions,” says Wojtasz. ESTRA provides a model for other companies, showing how to effectively meet rigorous industry standards and customer expectations while keeping











-640x360.jpg?w=900&fit=max&q=60&dpr=1&auto=format)
-640x360.jpg?w=900&fit=max&q=60&dpr=1&auto=format)
-640x360.jpg?w=900&fit=max&q=60&dpr=1&auto=format)
-640x360.jpg?w=900&fit=max&q=60&dpr=1&auto=format)
-640x360.jpg?w=900&fit=max&q=60&dpr=1&auto=format)
-640x360.jpg?w=900&fit=max&q=60&dpr=1&auto=format)
-640x360.jpg?w=900&fit=max&q=60&dpr=1&auto=format)





-640x360.jpg?w=900&fit=max&q=60&dpr=1&auto=format)
-640x360.jpg?w=900&fit=max&q=60&dpr=1&auto=format)
-640x360.jpg?w=900&fit=max&q=60&dpr=1&auto=format)
-640x360.jpg?w=900&fit=max&q=60&dpr=1&auto=format)







