Global manufacturer of packaging machine solutions launches the Robopac Smart Factory
Since 1982, Robopac has been manufacturing end-of-line solutions, including semi-automatic wrapping machines with smart technology, industrial shrink wrappers, shrink wrapping machines, case packers, and tailor-made packaging solutions. The company has grown into a global leader in the packaging sector, with seven manufacturing facilities (five in Italy, one in the US, and one in Brazil) along with nine subsidiaries across the world. Robopac has the capacity to manufacture 50,000 machines each year. It emphasizes high-performance packaging solutions with extreme attention to the circular economy.
Robopac has experienced growing demand both in the volume of machines it manufactures and in the variety of products it offers. “Our customers are requesting customized products more and more,” explains Alessandro Manduchi, Robopac operations manager. “Robopac offers a very high number of configurations for each of our packaging machines, and this is one of our key differentiators.”
To keep up with demand for customized products without compromising manufacturing cycle time or quality, Robopac is making its production process more flexible and capable. The company recently initiated the “Robopac Smart Factory” project, which includes (1) a reorganization of the production system and industrial layout and (2) digitalization of core processes and operations.
For its digitalization efforts, Robopac selected Siemens Opcenter manufacturing operations management (MOM) platform. The Robopac technology team determined that Opcenter is ideally suited to support the company’s expected volume growth while ensuring greater process efficiency, flexibility and quality, as well as service reliability for Robopac customers. “Siemens offered a complete end-to-end solution for our scheduling, manufacturing, reporting and quality control processes in the production area,” Manduchi summarizes.
Opcenter has been integrated with Robopac’s enterprise resource planning (ERP) system and warehouse management system (WMS). The MOM platform has also helped Robopac fully implement automated guided vehicles (AGVs) along the production line. Opcenter is supporting the Robopac Smart Factory in several ways:
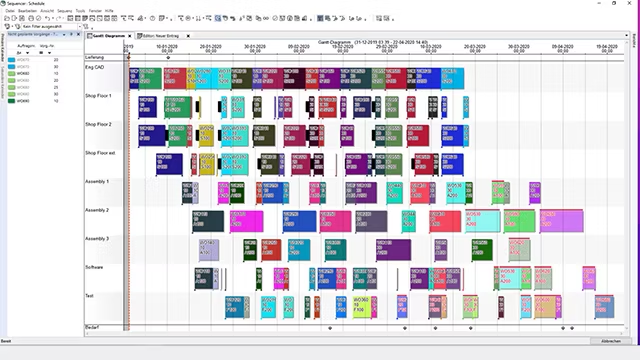
Optimizing advanced scheduling of production orders
Reducing manual and paper activities on the shop floor
Orchestrating and monitoring the entire production flow, including AGV movement
Guaranteeing real-time monitoring and full traceability through line dashboards
Creating a digital thread that links production and quality management
Robopac has worked for years on lean production techniques and continuous process improvement. “Even in this context of good performances,” Manduchi reports, “the Smart Factory project has shown that technology, driven by human skills and abilities, can contribute to further upgrades leading towards excellence. We were absolutely impressed by the flexibility and ease of use of the Opcenter solution that quickly enabled us to achieve the targets of our Robopac Smart Factory initiative.”
The Teamcenter Product Configurator is an important part of our global PLM strategy. By leveraging a single source of truth for multi-disciplinary product configuration data across the entire product lifecycle, ENERCON is positioned to remain at the forefront of technological advancements in the wind energy industry.
Sebastian Heinzel , Product Owner, Senior Consultant PLM ENERCON
Adapting to the dynamic changes in the wind industry
The wind industry is characterized by its unique challenges including dynamic market conditions, technological advancements and increasing customer demands for customization. ENERCON has been in the wind industry for over 35 years developing, producing, installing and maintaining wind turbines. To further streamline its operations and enhance variability management, ENERCON partnered with Siemens Digital Industries Software to adopt Teamcenter® software and specifically Teamcenter Product Configurator. Teamcenter is part of the Siemens Xcelerator business platform of software, hardware, and services.
ENERCON was looking to streamline manufacturing operations and enhance wind turbine development. The company faced numerous challenges in a highly complex and ever-changing industry, including needing customization, shortening lead times, ensuring up-to-date product configurations, and integrating computer-aided design (CAD) systems. By implementing Siemens’ solutions, the company achieves significant improvements in process efficiency, collaboration, and time-to-market, while also aligning its bill-of-materials (BOM) management and expanding its capabilities for future growth.
A new approach for managing product complexity
ENERCON faced several business challenges over the years including managing a highly complex product line, meeting customer demands for customization, reducing lead times from order to quotation, ensuring stakeholders work with valid and up-to-date product configurations and addressing limitations with their current SAP systems that don’t allow them to validate the digital twin.
ENERCON realized it needed to modernize its approach to product variability management. In 2018, it embarked on a search for a solution that would integrate a common product configuration definition across its design BOM (DBOM), engineering BOM (EBOM) and manufacturing BOM (MBOM), serving as a reliable source of truth for its entire value chain. Implementing Teamcenter Product Configurator allowed ENERCON to bring together variability data from their BOMs and consider the holistic value chain perspective. This effort coincides with ENERCON’s latest project, which is developing the E-175 EP5 wind turbine. This turbine has one of the largest rotor diameters for onshore turbines right now. ENERCON plans to continue applying this variability management approach in the development of the new evolution of their turbine, the E-175 EP5 E2.
Leveraging Teamcenter Product Configurator provided ENERCON with valid and buildable product configurations. ENERCON leveraged these capabilities to configure its products early in the development process, eliminating the need for downstream configuration changes in its enterprise resource planning (ERP) system. With access to valuable data within Teamcenter, ENERCON’s engineers can easily validate the feasibility of different configurations, ensuring that all combinations were valid and buildable.
Configuration management will be integral to improving the company’s engineering change management processes. ENERCON plans to convert their operating model from a made-to-stock and engineer-to-order approach to a CTO+E approach. This model incorporates more repeatability and reuse into the business model while still supporting client customization. This will allow ENERCON to better control fast-track changes such as health and safety execution (HSE) topics, supplier discontinuity, part obsolescence and missing part topics. By implementing a CTO+E approach, changes would be able to be applied to any product variant at any time between revision packages. Using this engineering change management process with a common variability backbone, ENERCON will have the ability to adapt their BOMs and manufacturing processes quickly without jeopardizing the supply chain management processes in their plants.
“Using Teamcenter Product Configurator will help us implement a CTO+E approach, advancing ENERCON’s transformation to a project-driven company,” says Martin Gorges, head of PLM governance for ENERCON.
Using Teamcenter to improve collaboration and communication
ENERCON used Teamcenter Product Configurator as a digital configurator, enabling improved communication and collaboration among stakeholders across the development lifecycle. By working off a common source of variability information, everyone involved had access to the latest and most accurate data, eliminating confusion and discrepancies. This streamlined collaboration, enhanced efficiency, and reduced the risk of errors caused by out- dated or incorrect configuration data.
Implementing Teamcenter Product Configurator yielded significant results for ENERCON, enabling them to streamline internal processes. ENERCON successfully used a common configurator across disciplines, eliminating silos and improving process efficiency.
ENERCON is using Teamcenter Product Configurator to provide a digital configurator that serves as a common source of variability information. This facilitates seamless communication and collaboration among stakeholders.
“By understanding the product parameters that need to be accommodated, ENERCON will be able to respond to customer orders more quickly, shortening lead times and enhancing customer satisfaction,” says Sebastian Heinzel, senior consultant PLM for ENERCON.
Using the predefined rules and constraints within Teamcenter Product Configurator allowed ENERCON to deploy new features and implement changes in a more efficient and timely manner. Although ENERCON is still working to develop the E-175 EP5 wind turbine, the company has already experienced a significant reduction in development time. Additionally, consolidating variability management has simplified the value chain and ensured consistency in the product data.
Continuing to improve the manufacturing process
Looking ahead, ENERCON plans to further leverage Siemens solutions for MBOM, SBOM and digital manufacturing. By expanding its use of Siemens solutions, ENERCON is aiming to enhance its manufacturing processes, improve serviceability, and stay at the forefront of technological advancements in the wind energy industry. “We are training very hard to get to know everything about Teamcenter Product Configurator so we can utilize all of its capabilities,” says Sebastian Heinzel, senior consultant PLM for ENERCON.
ENERCON is in the concept phase of a PLM program that will bring both Engineering BOM and Manufacturing BOM configuration management into Teamcenter. This will enable them to deploy highly sophisticated discrete manufacturing processes best known within the automotive and aerospace industries. With the help of Teamcenter, ENERCON’s goal is to perform pre-planning up to 36 months in advance of manufacturing and work with schedul- ing agreements showing early demands to the suppliers. This will allow them to make changes to product variants holistically across all platforms, plants, systems and processes, including pre-planning. An integrated PLM configuration management solution also helps ensure stable high-volume production without line stops while avoiding the use of obsolete materials or high numbers of part stocks.
Implementing Teamcenter Product Configurator will be transformative for ENERCON’s wind turbine development processes and manufacturing operations. They have consolidated a diversified portfolio into a single platform, which allows them to handle more complex variability. Using Teamcenter Product Configurator has helped ENERCON get one step closer to going from a design-centric approach to a part-centric approach.
These results have positioned ENERCON for continued success in a rapidly evolving industry while continuing to take on new projects. ENERCON is looking forward to continuing to leverage Teamcenter to develop the E-175 EP5 E2 wind turbine that will be available in 2026 as well as other future next generation products.
Using Teamcenter Product Configurator will help us implement a CTO+E approach, advancing ENERCON’s transformation to a project-driven company.
Based in Edewecht, Northern Germany, C. E. Schneckenflügel GmbH has been a guarantor for producing high-quality auger blades for screw conveyors for 40 years. Today, their customers’ demands go beyond purely solid mechanical production. These demands focus on optimal production processes and workflows, as well as automation and digitization to obtain the exact screw flights rapidly and at a low cost. The company opted for Opcenter™ advanced planning and scheduling (APS) software for detailed production planning. This is part of the Siemens Xcelerator business Platform of software, hardware and services. The implementation was carried out by Siemens’ solution partner, A+B Solutions GmbH, which specializes in digital solutions in the manufacturing sector.
Rolf Eiting, managing director at C.E. Schneckenflügel, believes that digitization is the only way to establish the company’s competitiveness for its future. “When we were founded 40 years ago, we were shaped by the mechanical and manual production processes used to manufacture our sectional flights,” states Eiting. “Today, we make sure the processes are state-of-the-art to offer the best performance at the best price.”
Increasing sales by 100 percent
This attitude now permeates all areas. Eiting recognized that investing in production equipment is only one side of the coin. Investing in digitization significantly increases productivity and sales. “Five years ago, we started to consistently invest in digitalization. This strategic decision led us to increase sales by 100 percent without needing to significantly increase our team.” Eiting continues, “back then, we generated 2.3 million euros with 14 employees and now we generate 4.5 million euros with 17 employees. We also reduced the average delivery time by 50 percent. Additionally, the error rate has drastically reduced while material yield has increased.”
Implementing a central production control system
C. E. Schneckenflügel received the “Große VR-Mittelstandspreis Weser-Ems” 2020 for exemplary optimization and digitalization. The company also made it on the list of the top 100 fastest growing German companies of 2020 according to a survey from the German magazine, Focus, in cooperation with Statista. In the meantime, the production control system has made a significant contribution to the company’s success. “Until a few years ago, we did not have any electronic production control. The production manager and the sales manager spent 20 minutes per day discussing which orders were pending and what had to go out,” Eiting continues. “Then, we started to rebuild our ERP system – infra:NET. This offered a module with production control, which I initially implemented to get accurate information about production use.
Unfortunately, the team’s acceptance was low due to the user interface. When I discovered Opcenter APS from A+B Solutions, I was immediately electrified. We were impressed by the graphical user interface. What kept us from placing an order immediately was the question of the connection to our existing ERP system.”
Gaining a new ERP partnership
The enterprise resource planning (ERP) software manufacturer, iN|ES GmbH in Calw, Germany was looking for a replacement for the previous module for production control. This was created by a small system house whose owner retired and discontinued development. Therefore, iN|ES partnered with A+B Solutions. Since Opcenter APS is offered and distributed worldwide in the software industries sector, it represented a considerable safety factor for iN|ES in terms of consistency and future security. Nothing stood in the way of this cooperation since both are similar sizes and structures, which benefits the combination of ERP and production control.
Successfully incorporating Opcenter APS
The first beneficiary of the cooperation is Eiting. As the initiator, he now benefits from the pilot role. “After the cooperation was established, we introduced Opcenter APS directly and immediately had great experiences. After five days of training and familiarization from A+B Solutions, we were already able to work with the system,” continues Eiting. “Our production manager also uses the software for intensive production planning.” The next step is to link the system to Reiner SCT’s existing personnel time recording system. Master data of machines and personnel are required for comprehensive capacity planning. With the coupling to the personnel time recording system, the data exchange is then automate
Saving material with automation
The automation is the most important aspect for Eiting. It runs like a thread through the entire company. “If there is an opportunity to automate a work step, we take it. Currently, there is no manual input except for order data. No one at our company is involved in permanent data maintenance,” explains Eiting. “Even shipping and handover to the freight forwarder is done automatically. All necessary information flows from the systems, such as ERP, into the production control system. The production control system supplies the plasma cutting system with order data and shows when the order can be produced and on which press. It takes over the automatic generation of the production plans and the work schedules, as well as the transfer to the sheet cutting system where the optimal nesting is carried out independently. The production control system indicates when the cutting can take place at the latest. If the nesting plan is not optimal, it is canceled and the system waits to see if another order with the same sheet thickness comes in. This saves material because there is less waste. The entire work process is fully automatic and we always have an up-to-date status. In the second work step, the cut rings are pressed into screw flights. Based on the data from the production control system, the orders are distributed to the presses.”
Producing short lead times
The time span between order and delivery is relatively short at C. E. Schneckenflügel. The screw flights are cut from sheet metal as rings, then pressed into shape. The customer selects the desired sheet type and thickness as well as their parameters for the screw flights from a stock capacity of 400 tons. The entire production process is exclusively order-related – production only starts when an order is received. As soon as an inquiry is received, the interested party receives a quotation in 24 hours. Once the order has been received, a binding delivery commitment is issued in five to 10 days, regardless of standard or special design. If it must be faster, the express option takes effect. This fast turnaround requires precise detailed production planning.
Maintaining delivery date promises
C. E. Schneckenflügel has about 2,500 active customers. Their order frequencies and volume significantly vary and can range from very small orders of 100 euros to several tens of thousands of euros. “Our goal is to make it as easy as possible for customers to place orders and deliver them as quickly as possible with the best quality. If we promise a delivery date, it must be met. We achieve this goal with Opcenter APS and the detailed production planning from A+B Solutions. Opcenter APS is the basis for the high productivity we have achieved today. It is the central software in our production,” claims Eiting.
Using Opcenter Scheduling for detailed planning
A+B Solutions helped adapt Opcenter APS to C. E. Schneckenflügel’s manufacturing processes. To achieve a high degree of automation of the processes with short lead times, the focus is on Opcenter Scheduling. By using this module, production processes can be planned well in advance and controlled in the short term. The licensing distinguishes between planners and viewers. The planners include Eiting and Andre Bergenthal, production manager at C. E. Schneckenflügel. Information on production capacity and order status can only be viewed in the sales department. Approximately 100 orders per week are processed this way. Each order is divided into five to six operations, resulting in up to 600 operations that are managed weekly by Opcenter Scheduling.
Resolving process concerns with A+B Solutions
Eiting is happy with A+B Solutions’ performance in terms of consulting, configuration and customization. “By partnering with A+B solutions, we were able to deeply resolve our concerns. We are very satisfied with the implementation. Our production manager, the team and the specialists at A+B Solutions quickly found their way together,” Eiting continues. “From our point of view, it is crucial to show a willingness to change to clearly express one’s wishes and keep the project of intelligent production control in mind.” The reward is a clear increase in productivity that is more efficient than classic investments in people and machines.
Expanding pioneering position
Currently, implementing a quotation generator is in the pipeline, which draws all information on daily updated sheet metal prices, production time and delivery date directly from the systems. The quotation is generated in minutes, online. Opcenter APS plays a key role in this process, as the system accurately determines the current production capacity and the expected. The use of Opcenter Scheduling for detailed production planning makes C. E. Schneckenflügel a digital pioneer in the industry. “Our team became highly enthusiastic about digital detailed production planning once implementing this system. Everyone recognizes the advantages Opcenter APS brings us and the opportunities it opens for us,” claims Eiting. “This modern orientation makes us more attractive as an employer and establishes our competitiveness. Today, despite a higher workload, we have a much better overview of production and smooth processes. As a result, we are much more relaxed from working with greater efficiency. A+B Solutions really gave us digital wings with Siemens Opcenter APS.”
If we promise a delivery date, it must be met. We achieve this goal with Opcenter APS and the detailed production planning from A+B Solutions.
Rolf Eiting, Managing Director C.E. Schneckenflügel GmbH
Photovoltaic manufacturing in the solar industry is facing increasingly diverse demands, requiring companies to balance economic efficiency with a sustainable vision for our planet. To meet these high standards, integrated and sophisticated technologies are essential throughout the entire value chain, from polysilicon production and ingot cutting to cell manufacturing and module assembly. Siemens Digital Industries Software Tecnomatix Plant Simulation software is a powerful tool that enables companies like M10 Solar Equipment GmbH to optimize their operations, resulting in remarkable time savings of over 30%.
Introducing M10 Solar Equipment GmbH
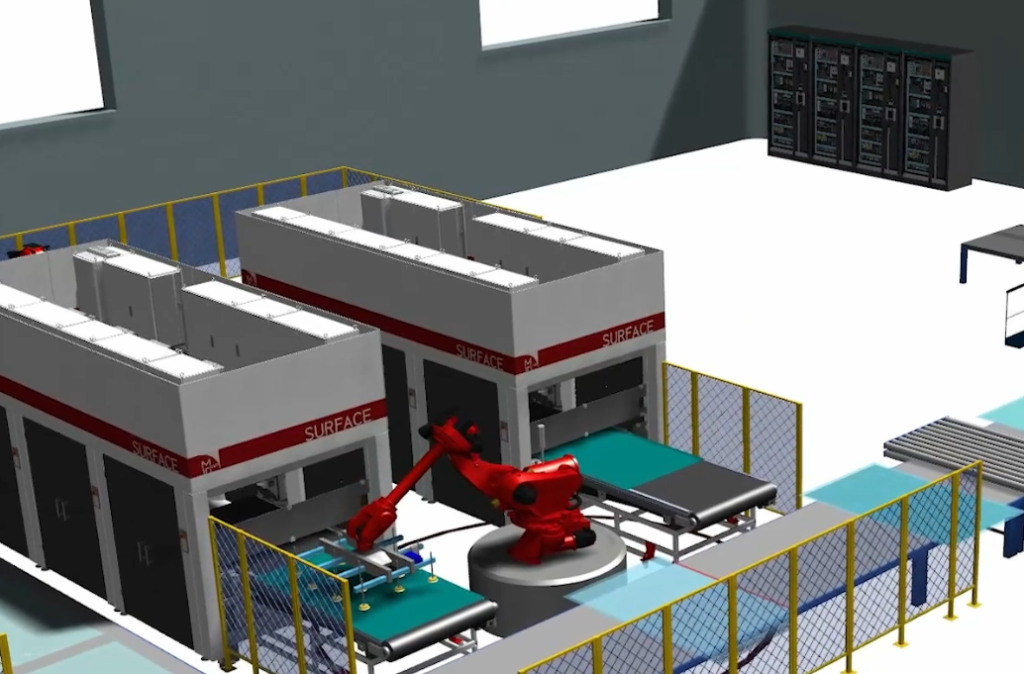
M10 Solar Equipment GmbH, a leading manufacturer of automatic systems for photovoltaic module production, is dedicated to advancing the global energy transition. Focusing on ECA (Electrically Conductive Adhesive) connection technology in conjunction with schematic technology, M10 developed the Surface machine to enable the industrial-scale implementation of this innovative module manufacturing approach. The company’s mission is to supply the European and global markets with cutting-edge machine technology that drives the renewable energy revolution.
The importance of simulation in development
Simulation plays a pivotal role in the development process at M10. Utilizing Plant Simulation software for photovoltaic manufacturing, the company was able to accurately model its goals of producing 12,010 strips per hour. This simulation-based approach allowed them to optimize production lines, streamline processes, reduce employee travel distances, minimize machine downtimes, shorten setup times and optimize energy consumption. Through the collaboration with Siemens, M10 achieved their objectives and realized significant time savings of over 30% throughout the entire project duration.
Driving innovation and collaboration
The collaboration between Siemens and M10 for photovoltaic manufacturing brought significant advantages and enabled the creation of new industry standards in automation. This partnership empowered all stakeholders involved to perfectly align their expertise and leverage innovative technologies, providing a competitive advantage in the blossoming European production landscape, particularly in Germany. By working together as equals with shared goals, both companies were able to provide strong mutual support and achieve remarkable results. These efforts supported the growth of the solar industry, especially in solar glass production, contributing to the revitalization of European value chains and bolstering the renewable energy transition.
Conclusion
Siemens Tecnomatix Plant Simulation software has played a crucial role in enabling M10 Solar Equipment GmbH to achieve remarkable time savings of over 30% in their solar photovoltaic manufacturing processes. By leveraging this powerful simulation software, M10 Solar Equipment GmbH optimized their production line, resulting in reduced operational inefficiencies and enhanced productivity. This success story showcases the immense potential of collaboration between innovative companies and the impact it can have on the solar industry, the energy transition and the overall growth of sustainable manufacturing practices.
Not knowing or seeing the future and day-to-day planning was a nightmare. Then, I was introduced to Opcenter Scheduling, the best program for scheduling production.
Mitja Pavlic, Head of Planning Department Plastoform Šmarjeta
Manufacturing thermoformable plastic material
Plastoform is one of Europe’s leading thermoformable plastic material manufacturers for the automotive, agriculture and marine industries. Headquartered in Šmarješke Toplice, Slovenia, Plastoform manufactures products and parts used in industrial machinery, recreational and special vehicles, busses, medical equipment, gaming units and more. Plastoform employs the thermoforming process, which is a method for molding plastic sheets into three-dimensional shapes using heat. Its production line also consists of computer numerical control (CNC) trimming, polyurethane (PU) foam technology, textile finishing and 3D scanning.
The company stands out from its competitors with its high adaptability to customer design needs, in-house tooling manufacturing capabilities, proactive and reactive continuous improvement, process control and flexibility. Currently, its technologies consist of 20 thermoforming machines and 19 5-axis CNC trimming machines.
Optimizing production scheduling
Plastoform found that its machine setup was wasting time during production. Its CNC machines typically take 20 minutes to set up, whereas its more complicated machines take about an hour. Additionally, it needed a way to manage orders in its production process and its existing tools were not efficient.
With the goal to increase planning efficiency, Plastoform was seeking a modern information system that it could integrate with its existing enterprise resource planning (ERP) system to support production scheduling. It wanted to increase planning efficiency by creating schedules for longer periods of time as well as optimizing its machines and tooling.
“Most people think that planning is a stressful job. It is if you do not have the tools to do it,” explains Mitja Pavlic, head of planning department at Plastoform.
Using Opcenter Scheduling to increase planning efficiency
Being able to look far into the production future enables the team to discover bottlenecks and areas of improvement. Therefore, Plastoform selected Opcenter™ Scheduling software, which is a part of the Siemens Xcelerator business platform of software, hardware and services.
Plastoform worked with Siemens’ solution partner, INEA d.o.o., which specializes in solving complex operations and supply chain problems in manufacturing. INEA installed Opcenter Scheduling and offered valuable insights on production planning and detailed scheduling efficiencies while also providing an operations roadmap.
Unlike Plastoform’s previous scheduling system, Opcenter Scheduling considers existing manufacturing constraints such as materials, tools, operators and capacity for production schedule generation. Opcenter Scheduling’s out-of-the-box (OOTB) versions provide an interactive interface to understand the current workload on the shop floor and the impact of day-to-day changes on customer delivery.
“Not knowing or seeing the future and day-to-day planning was a nightmare. Then, I was introduced to Opcenter Scheduling, the best program for scheduling production,” explains Pavlic.
Incorporating Opcenter Scheduling helped Plastoform navigate operational obstacles and improve production planning and detailed scheduling. It enabled the team to test out multiple production options, ultimately reducing bottlenecks. “Efficient planning is a key challenge in guaranteeing quality service and products for our customers. After introducing Opcenter Scheduling, I can say that I finally see into the future,” states Pavlic.
Expanding the planning horizon
When Plastoform felt more in control of their production scheduling and had increased its planning horizon, it tested the concept of reducing stock levels and pushing just-in-time (JIT) deliveries by having materials delivered directly to the production area as needed. In a few projects, it reduced stock levels by over 90 percent during a 14-day production schedule and had stable JIT deliveries.
With longer production schedules, Plastoform could provide accurate delivery dates and enable its suppliers to deliver right on time when the materials were required. Using Opcenter Scheduling enabled the team to automatically schedule 20,000 working hours compared to previously manually scheduling only 8,000 working hours with many difficulties. Plastoform also reduced the number of weekly setups by increasing planning efficiency and optimizing tooling. This increased production time by eight percent.
Another benefit of a longer planning horizon is that it enables the team to provide more accurate delivery dates, resulting in higher customer satisfaction with on-time deliveries.
’’Plastoform is an excellent example of what can be done with the right tool and the right team. As a result of using Opcenter Scheduling, it improved its ERP data, scheduling process and the quality of the entire supply chain,” explains Helena Trdan Campa, Opcenter Scheduling project manager at INEA.
After seeing the positive results of the first Opcenter Scheduling implementation, Plastoform is thinking about expanding its system with additional Opcenter Scheduling configuration to further improve its state-of-the-art scheduling process.
Plastoform is an excellent example of what can be done with the right tool and the right team. As a result of using Opcenter Scheduling, it improved its ERP data, scheduling process and the quality of the entire supply chain.
Helena Trdan Campa, Opcenter Scheduling Project Manager INEA d.o.o
A leader in mining equipment Masaba Inc. is a manufacturer of mining and aggregate equipment. Masaba Canada was first established in 2009, when Masaba Mining was experiencing a high demand for its equipment. The facility was originally located in Brampton, Ontario until 2013, when Masaba Canada relocated to a larger facility in Clarksburg, Ontario due to growth in the Canadian market. Masaba offers a complete line of portable and stationary conveyors and surge bins and machinery for crushing, screening and wash-ing. Masaba also designs custom equipment to customer specifications. All of the compa-ny‘s equipment is designed to withstand some of the hardest working environments. Increasing demand“We’ve seen increased demand for higher tonnage, reduced setup and permanent custom-built plants,” says John Elmes, manufacturing manager at Masaba Increasing demand.
“We’ve seen increased demand for higher tonnage, reduced setup and permanent custom-built plants,” says John Elmes, manufacturing manager at Masaba Canada. “With custom plants, each one is different and difficult to plan.”Elmes’s job includes managing personnel and project timelines and overseeing product deliv-ery and material purchasing for the mining system products. Masaba’s Canadian plant has six departments – saw, machine, fabrication, sandblast, paint, and assembly – that produce permanent and mobile material handling systems.
Productivity for the busy season Masaba customers often request design changes after the production for their order is underway. “The addition of extra features by customers during the build process, which can completely change the end product, the number of production hours and material resources for the work order, is one of our key challenges,” explains Elmes. Since Masaba systems are for mining and aggregate customers, most projects need to be in place by early March when the weather breaks. “Everybody wants the same delivery date, but order dates fluctuate, adding operational complexity,” says Elmes. “The question for us is how to get the most productivity during our busy season.
”Masaba sought to increase productivity through efficient production. The company hoped to improve production planning and scheduling using the capabilities of its enterprise resource planning (ERP) system. The planning and scheduling tools of the ERP system were based on the infinite capacity planning model, which plans production activities backward from a fixed customer due date and does not consider resource constraints, existing work and commitments of the resources. Masaba needed a planning and scheduling solution that recognized its production resource constraints and enabled manag-ers to determine the impact of new orders or customer changes on current produc-tion. Such a solution could help Masaba improve planning and scheduling accuracy and flexibility, and update changing priori-ties, schedules and inventory plans. “Our biggest challenge with custom made-to- order equipment is understanding lead times and adjusting accordingly to what’s happening in the production facility,” says Elmes.
The solution: Opcenter APS In 2019, Masaba selected Siemens’ Opcenter™ Adavanced Planning and Scheduling (APS) software to help navigate operational obstacles and improve produc-tion planning and detailed scheduling. Opcenter APS is part of the Opcenter family of manufacturing operations man-agement solutions, which is part of the Siemens Xcelerator business platform of software, hardware and services. Masaba relied on the expertise of SNic Solutions, a Siemens solution partner spe-cializing in solving complex operations and supply chain problems in manufacturing. SNic Solutions provided and installed Opcenter APS and offered valuable insights on production planning and detailed scheduling efficiencies for Masaba while also providing an operations roadmap. Unlike the production planning module of its enterprise resource planning (ERP) sys-tem, Opcenter APS scheduling software takes into account existing manufacturing constraints such as materials, tools, opera-tors and capacity to generate production schedules. The software’s out-of-the-box versions provide an interactive interface to understand the current load on the shop floor and the impact of day-to-day changes on customer delivery. Advanced versions have an application programming interface (API) that has enabled SNic Solutions to build industry-specific extensions for preci-sion engineering, tire manufacturing, food production, plastics, packaging and other applications.
Add machinery or personnel? One of the key decisions in manufacturing planning is whether to increase capacity through the addition of machinery or per-sonnel. After the introduction of Siemens’ Opcenter production scheduling, Masaba realized that increasing the number of machines was not always the answer. The MOM software’s visibility into Masaba’s production operations revealed that personnel utilization could achieve greater efficiency than the addition of more machines. Using Opcenter, Masaba can easily reallo-cate personnel as projects and timelines change. “Opcenter gives us the capability to reassign workers to different depart-ments and see how it affects the schedule,” says Elmes.
“If we see fabrica-tion is falling behind, then we add personnel to that department to meet weekly goals.”An essential feature of the software for Masaba is the ability to conduct “what-if” experiments. With uncertain demand, Masaba wanted to ensure that its manu-facturing would fulfill revenue-producing orders rather than expand the inventories of its distributors. Using Opcenter, produc-tion schedulers can insert a new work order between two existing work orders and accurately determine the impact of the reschedule. This gave Masaba the ability to allocate manufacturing orders to the shop floor that were “make to order” versus “make to stock.”
The efficiency gains continue at Masaba as the company moves past the first phase of the Opcenter implementation. Masaba was able to expand utilization of its nine-per-son fabrication department by adding a third work order to the department. The software recognized, by way of capacity usage graphs, that two work orders only needed to meet 60 percent completion for a particular week, allowing a third work order to be added. “Opcenter removes these inefficiencies and shows that adding more machinery isn’t always the answer,” says Elmes. Streamlined integration with ERP In 2020, Masaba extended the integration of Opcenter with the company’s ERP sys-tem. SNic Solutions added its order accelerator extension, which imports bills-of-materials (BOMs) from the compa-ny’s ERP system directly into Opcenter.
Quick answers for customers Masaba’s data-centered approach and its break from older operational approaches also delivers quick answers to customers on delivery timelines or changes in project scope. “Masaba is always improving cus-tomer responsiveness and experience, and Opcenter helped us understand our work order timelines and quickly respond to customers regarding delivery dates,” says Elmes. The operational efficiencies revealed by production planning and scheduling soft-ware are helping companies to reduce machinery expenditures.
“Production scheduling as the first step to digital trans-formation in manufacturing operations management is improving schedule attain-ment and helping customers avoid unnecessary capital expenditures,” says Nikhil Joshi, founder of SNic Solutions. In addition to increasing manufacturing efficiency, Masaba discovered that its sales department could use Opcenter to com-municate project timelines more quickly and provide more data to its customers based on calculated timelines. Masaba improved its on-time deliveries by 15 per-cent in 2020, a critical achievement in an industry where delivery timelines are complex.
In 2018, Ford acquired the century-old building, aspiring to restore it to its former glory. The upgrade also involves plans to use the site as a new mobility innovation district and as a hub for the development of Ford’s autonomous vehicles.
Nevertheless, time has taken its toll on the building, with many architectural elements now unrecognizable or even completely missing. Complicating things further, the building is so old that its original architectural plans cannot be found.
Challenges Awaiting the Restoration Team
To solve problems along the way and successfully complete this unique restoration project, there were two essential tasks: finding the right partner and using the right technology. Thanks to valuable help from Computer Aided Technology (CATI) and their world-renowned 3D scanning solutions, Ford has been able to move the project along and get through the preliminary restoration phases.
It All Starts with the Right Partner For help in restoring the ceiling and window components, Ford turned to CATI, whose expertise, problem-solving skills, and continuous support made it possible to overcome challenges as they arose. Thanks to their team’s experience and knowledge, they were able to consider various approaches to resolving issues; CATI’s engineering and manufacturing experts could then choose the right solutions and implement them effectively. The team being responsive to requests and flexible in how they work resulted in quicker turnaround times in terms of quality control and reverse engineering, which Ford really appreciated. This strategic relationship with CATI and its selection of market-proven technology contributed to Ford’s success in this titanic project.
New Technology Required to Rebuild the Old Train Station
The architects who designed the Beaux-Arts style station had also worked on Grand Central Terminal in New York City. Therefore, in its glory days, the building was rich in architectural elements that are now damaged or partially missing. To ensure historical accuracy in recreating some of its original architectural pieces, the restoration team needed to be able to replicate the right level of detail.
Creaform 3D scanners help turn intricate designs into usable 3D data. With the MetraSCAN 3D and its 15 cross sections, the restoration experts could measure the finest details, digitize the damaged parts of the building, and upload them into software where they could digitally repair them. The digitalized files were thus used to recreate the missing physical pieces in their original forms.
In short, 3D scanning technology made the restoration process faster and more precise, which enables engineers to take measurements and capture information that might have been impossible to obtain with traditional methods.
Heritage Preservation Is Where Old Objects Meet New Technology
Preserving cultural heritage is a delicate task that generally involves reverse engineering – the process of reconstructing a physical object as a 3D model to recover its design intent. Since the computer-aided design (CAD) models or the plans are often difficult to find or no longer available, archivists and heritage managers must use modern technologies to recover 3D data and recreate 3D models.
High-resolution, versatile, easy-to-use, and quick 3D scanning tools and software, such as the MetraSCAN 3D and VXModel, are the preferred solutions for efficiently scanning decorative elements of an architectural design and digitally creating 3D models with maximum quality and realism in order to restore them.
A Historical Symbol Brought Back to Life
Ford wished to make a difference in its community by creating jobs and restoring the former glory of a symbol of innovation from the past. The motor company did so by partnering with CATI experts who employed Creaform 3D scanning solutions. This new generation of technologies was used to recreate architectural details lost to exposure and vandalism.
Modern technology has helped to restore a once-iconic train station that had become a famous urban ruin, transforming it into a new innovation hub where future technologies will be developed and deployed. Creaform is proud to have contributed, through its valuable partner CATI, to this restoration effort and the realization of Ford’s visionary ideas.
Product: Metra 3d Industry: Industrial Machinery and Heavy Equipment
Many companies are now accelerating their efforts to reform the way they work, and in Japan, where there is a shortage of engineers, the manufacturing is the industry that has the most pressing need to address this issue. In addition, with the retirement of the baby boomer generation of veteran engineers, many companies are facing the challenge of passing on skills to younger workers, and an increasing number of companies are working to improve the efficiency of measurement work at production sites, which had been inefficient.
In the past, manual measurement using callipers was the common method, and it took an enormous amount of time to measure styrene foam curved and free-form shapes. In addition, measurement work often tends to rely on the tacit knowledge of veteran employees, and it can take several man-hours to compare the measurement results with the original CAD data. Also, in order to ensure measurement accuracy, the production line must be temporarily stopped, which in some cases leads to inefficient operations.
Sakai Model Making Corporation is a manufacturer that makes the most of its technology and experience, accumulated over more than half a century, to produce a variety of models, including casting models for flans, V-process, automatic molding machines, molds, resin mold, and full-mold. The company’s business model is to take orders directly from machine tool manufacturers and work in association with casting manufacturers, flexibly changing the shape, size, and number of models delivered on a case-by-case basis in response to customer requests. Sakai Model Making was facing the same measurement problem.
In addition to these measurement issues, Sakai Model Making Corp. also faced the challenges of dealing with a declining workforce due to the falling birthrate and aging population, passing on skills, training young workers, and work styles evolution. We interviewed the core members of the project about the 3D measurement efforts undertaken by Sakai Model Making Corp.
Urgent need to improve dimensional inspections, which are too generic and inefficient.
Before shipping a model, quality assurance through dimensional inspection is essential. The measurement was conventionally done by hand, which is a highly difficult task because many of the models are castings, contain many curved surfaces, and have complex shapes. In addition, since most models are made of styrene foam, which is soft and brittle, great care must be taken when measuring them. Dimension evaluation was performed by carefully applying a ruler or a convex gauge to each spot, and in the case of complex curved surfaces, a special gauge may have been specially made for measurement.
The size of castings varies from palm-sized to as large as 10 meters. Naturally, since the model is the part that carries the foundation, the delivery of a high-quality and high-precision model is required.
The dimensional accuracy required for model making is between 0.5 mm and 1 mm, but it is not realistic to manually measure each detailed dimension of a model. Therefore, it was necessary to determine which dimensions were important when releasing the molds or finishing the castings and to correctly evaluate the measurement points. In addition, only I could make the final evaluation during the pre-shipment inspection. Therefore, I sometimes spent almost the entire week before shipment doing nothing but inspections. I had no choice but to stop quotations and other work while inspections were being conducted.
Sakai Model Making Corp. Representative Director Mr. Naruhito Sakai
The pre-shipment dimensional evaluation at Sakai Model Making Corp. was a manual process, a technique that Mr. Sakai had acquired through trial and error and by feel over many years. “Because of this reliance on tacit knowledge, it was difficult to formalize and pass on to other staff within the company”, he says.
“Had we continued with the same system as before, it would have been difficult to maintain our customers’ trust for the future. To break out of this situation and improve our operations, we decided to move to a digital approach,” said Mr. Sakai.
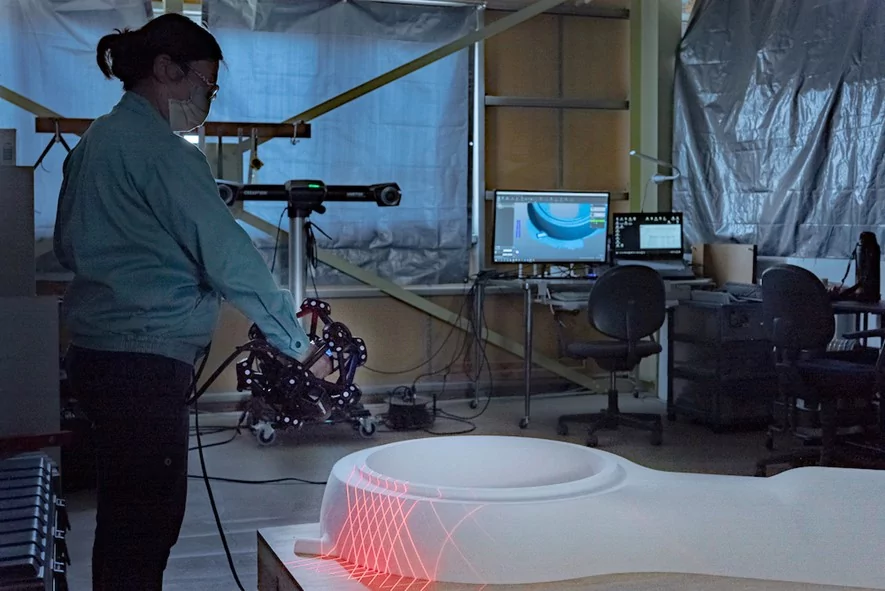
MetraSCAN 3D was chosen for its overwhelmingly fast measurement speed and compactness
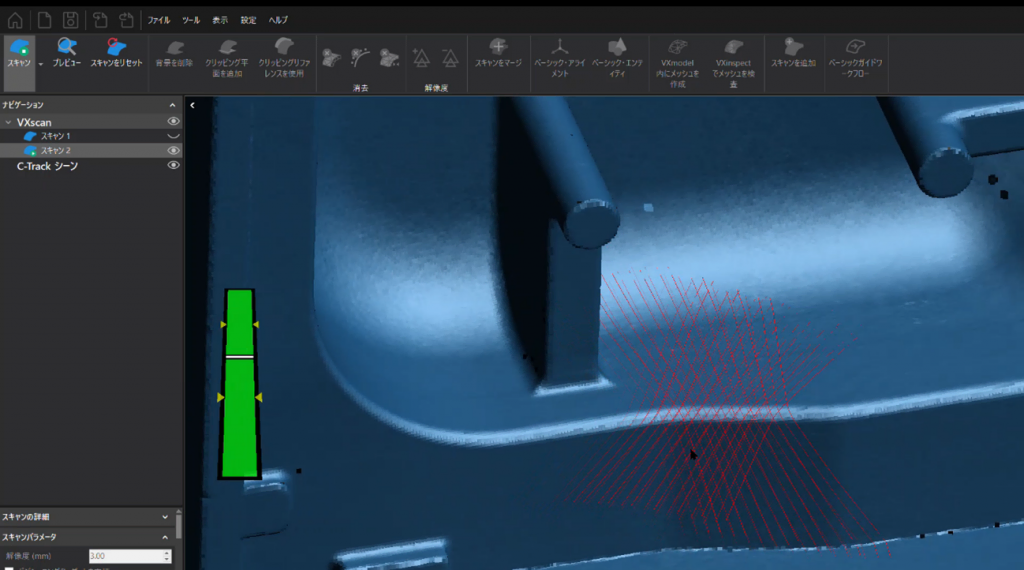
As a means of improving the measurement process, Sakai Model Making Corp. turned its attention to 3D scanners, which can scan actual curved surfaces and complex shapes simultaneously with a laser and digitize them as 3D data. Mr. Isonuma took the lead and began comparing products.
The biggest drawback common to all the 3D scanners we were considering at the time was the measurement speed,” said Isonuma. One product took eight hours just to measure, and we thought this was not practical.
Sakai Model Making Corp. Technical Engineer Mr. Yasuhumi Isonuma
The slow measurement speed was a deal breaker to Sakai Model Making Corp.’s models, many of which were also large and included a considerable number of measurement points. In addition, the factory was cramped with processing equipment, and a large measuring machine would have overwhelmed the limited workspace.
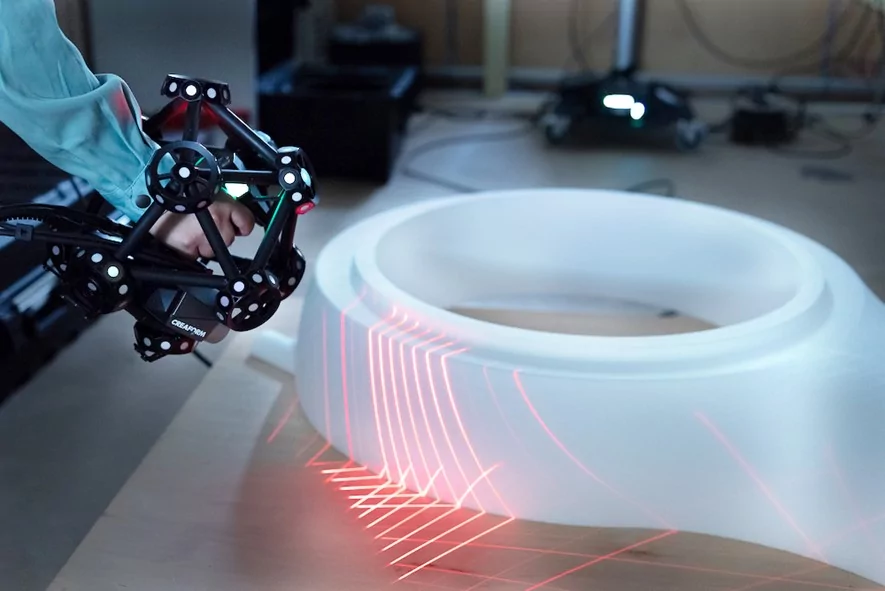
To enable anyone, regardless of experience, to perform 3D measurements, compactness is a must. Also, measurement speed is important to respond quickly to customer requests. When we were looking for a 3D scanner that met these requirements, we learned that a casting manufacturer we do business with was using a handheld MetraSCAN 3D with exactly these features, so we immediately contacted the manufacturer. When we tried the MetraSCAN 3D, we found that the scanning speed was very fast and the 3D data could be visualized in real time on the PC screen while the measurement was in progress. We ended up selecting this scanner as it was the only solution meeting all the requirements.
The ability of the MetraSCAN 3D to scan large objects at high speed and to perform accurate 3D measurements of complex shapes in a short time was a decisive factor in our decision to introduce the system.The scan results are visualized in real time on the PC screen using the included VXelements software, allowing the user to check on the spot whether the scan was done well enough to create 3D digital data of the product quickly and efficiently, while avoiding unnecessary rework.
Another advantage of the MetraSCAN 3D is that it can measure both large and small objects, and large objects can be scanned without the need to recombine and realign data later. Furthermore, since there is no need to attach targets, measurements can be performed one after another, even if there are dozens of objects to be measured. This is a unique feature of the C-Track, which was developed for automated self-positioning systems that can perform 3D measurement of large objects with high accuracy and speed.
Standardization and simplification of measurement work dramatically improve work efficiency
After implementing MetraSCAN 3D, the system administrator at Sakai Model Making Corp. saw immediate results in the measurement operations.
Anyone can learn calibration and measurement using the MetraSCAN 3D with just a simple explanation of its operation. Of course, it takes some time to be able to edit data and create data for inspection, but the measurement work itself was learned by new employees on their first day on site.
MetraSCAN 3D is a high-performance CMM, yet it is easy to operate. New employees who have been with the company for only a few months quickly learn to operate it, and they are now measuring products as part of their daily work.
Mr. Sakai continued, “When I used to measure the dimensions of medium-sized models manually, the measurement work alone used to take a day and a half, but MetraSCAN 3D has reduced the time to half a day. I still make the final evaluation myself, but now that I am free from measuring and reporting, I no longer have to spend a week just for pre-shipment inspections. The time saved can now be effectively utilized for making quotations,” he says.
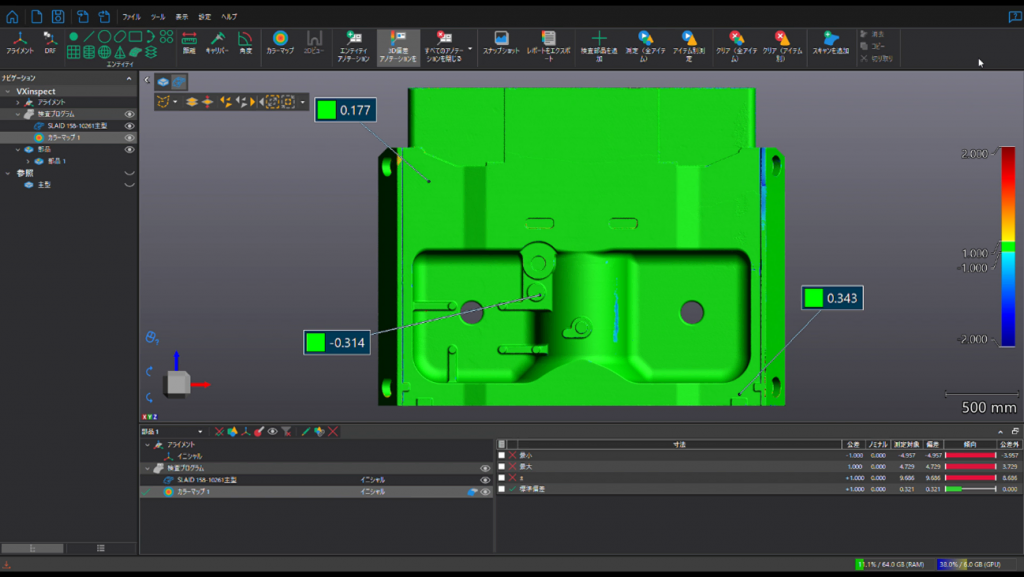
Currently, Mr. Isonuma uses 3D data to create processing data, which is then checked by the system administrator before being converted into machining data. The assembled products are then measured with the MetraSCAN 3D, and the design data and the 3D data obtained from the measurement are superimposed and compared. In addition, since the measurement results are stored as 3D data, a quality assurance system for customers after delivery has also been established. It is not just a matter of improving inspection efficiency; the business process itself is being digitized.
Data measured by the MetraSCAN 3D is compared with CAD data in VXinspect, the included software, and after the measurement work is easily performed, the data is stored as product shipment inspection data by Sakai Model Making Corp.
Accelerating business efficiency with 3D data to begin a new era
Sakai Model Making Corp. plans to further automate its work system, including pre-shipment inspections, to create an environment in which operations can be carried out mainly by younger workers without relying on skilled workers. The company also plans to utilize MetraSCAN 3D and 3D data not only in the inspection process, but also in the manufacturing process. As part of this plan, the company plans to use 3D printers as well, aiming to further improve operational efficiency.
“The recent Corona problem and geopolitical issues have made the procurement of wood and other materials unstable, and prices have skyrocketed. In addition, the company will lose credibility if it does not address the SDGs. To address these social issues, we will work to further improve efficiency using 3D data,” said Mr. Sakai, expressing his plans for the future.
Product: Artec Leo Industry: Industrial Machinery and Heavy Equipment
From a means of survival to an essential economic activity around the world, agriculture has continued to transform and develop throughout history. Over time, it has made incredible strides. Aided by the rapid development of technology, agricultural operations now function in a much safer, more efficient, and sophisticated way. Still, the question remains: do these developments adequately address the challenges of the global food system, and sustainability issues?
Agri Techni Concept, an innovative French company, has a good answer.
Bringing innovation to the field, literally (Photo courtesy of Agri Techni Concept)
Addressing the needs of local farmers
The food we bite into every day comes through a complex global web of farmers, food manufacturers, retailers, and technology providers. The latter’s impact is often a determining factor in making farming methods more refined and the whole system more sustainable. Agri Techni Concept, based in Sore, a small region in southwestern France, has contributed much to getting local farming practices/routines on the modern (and greener) track. Not only does the company create specialized equipment for agriculture and forestry, they also give a second life to agricultural machinery for harvesting root vegetables across France’s southwest.
A manufacturer that aims to exceed customers’ expectations, Agri Techni Concept has always kept an eye out for new technologies that might help them create more functional, efficient, and long-lasting equipment. With this in mind, the company turned to CADvision, a leading provider of advanced and integrated 3D solutions in France. With their unique expertise in CAD and additive manufacturing, CADvision has been a long-term Artec 3D partner, helping many businesses make surefire strategic investments.
And while agriculture may not be the first industry that leaps to mind when considering the various applications of 3D scanning, the company’s scanner of choice – Artec Leo – is there to show what benefits one can reap when using it in exactly this sector.
3D scanning agricultural machinery with Artec Leo (Photo courtesy of Agri Techni Concept)
A unique 3D device to optimize harvesting
Benjamin Leroux, founder of Agri Techni Concept, has always been one for innovation. And for a special project, he needed a special solution: the company accepted the challenge of adapting and repairing agricultural equipment that would otherwise face obsolescence. To help farmers use tried and tested machines while still improving harvests by integrating customized parts, Leroux opted for Artec Leo, the world’s first and most renowned wireless 3D scanner. For Leroux, the three main criteria that helped him make his choice were Leo’s limitless portability, autonomy, and strong capacity for high-quality data acquisition.
This one-of-a-kind tetherless device makes 3D scanning completely effortless. In fact, the whole scanning process is so intuitive and easy that you may be overwhelmed with the power it holds within (just to give you a hint – a new NVIDIA processor, 5” HD built-in display, and battery). Leo guarantees accuracy and high-quality data capture at every stage of the process, which is crucial for older machinery parts drawings for that are no longer available.
Adaptability and precision that count
What made the entire project more challenging were the particular requirements of the farmers. For example, sand carrots, the vegetable Agri Techni harvests from light soils, need to be thoroughly cleaned right in the field, to facilitate further processing in the factories. Since only specific machines would be suitable for this, Leroux and his team needed to adapt the equipment to make it more efficient.
“Artec 3D technology gave another meaning to my work, I was able to gain speed but also precision to offer more qualitative models.”
To create an integrated carrot-cleaning module, Agri Techni first met with a customer to examine the machine intended to accommodate this module. The team designed an item in the form of a rubber star system to get carrots through, in order to remove as much sand as possible, thereby cleaning them. To make sure this core module would be fully integrated into the machine, they digitized the equipment with Leo.
Customized carrot cleaning module (Photo courtesy of Agri Techni Concept)
Farming in 3D – faster, sharper, easier
Scanning was mostly done in two to three minutes, in some cases extending to ten minutes in case the object was bigger than usual. Once scanned, the data from the objects was sent to Artec Studio for quick processing and tidying. Famous for high-precision results, the intuitive 3D software allowed to seamlessly complete the scanning process and export the 3D model into CAD software for further specific manipulations. “When the data is sent to Artec Studio, I work on the file to ensure that the rendering will be perfectly cleaned of the various imperfections noted during the scan,” Leroux explained.
“The scanner allows me above all to obtain precise measurements to have a substantial database that will be easily usable for processing in CAD software. 3D technology gave another meaning to my work, I was able to gain speed but also precision to offer more qualitative models.”
Any machine adaptations fit perfectly thanks to 3D digitization (Photo courtesy of Agri Techni Concept)
Another example was of a customer who was keen to cut his sowing time with the help of a modified equipment. Agri Techni specialists came to the farm to inspect the machine and discuss possible options – then, they came up with a plan to install a fertilizer spreader and mount a hoe on a lifting system to minimize the number of passes for the tractor.
The machine was scanned in minute detail to make sure any adaptations would perfectly fit its shape. “Agricultural machines are often quite bulky, so it was necessary for me to have a practical and easily transportable scanner to carry out my operations directly at the farmers without any logistical constraints,” Leroux said of the process.
Agri Techni has participated in a range of equipment adaptation projects, all of which required precision and adaptability only 3D scanning technology could offer. Whether when scanning large parts or taking precise measurements off the hard-to-reach ones, Artec Leo easily took care of the difficult parts. To provide farmers with the machines they needed, Leroux needed to adjust parts to properties and dimensions of many different objects, which would also be impossible without accurate 3D digitization.
Highly precise parts reproduction made possible (Photo courtesy of Agri Techni Concept)
According to the French company, there was no blueprint available for most agricultural machines they had encountered in similar projects. Some essential yet timed machinery units would thus be especially challenging to recreate, as would the ones of the curved, irregular shape, such as soil-loosening machinery buckets. Artec Leo came to the rescue: it was now entirely possible to measure such parts with submillimeter precision so that the replacements fit perfectly on the machines. Even without repair or restoration plans in place for older machines, the team would be able to reproduce spare parts for them quickly and easily. Instead of excessive consumption and additional investment, farmers would get the chance to enhance the equipment they already had.
A global perspective: agriculture transformed
Regardless of their complexity, agricultural machinery parts now have a chance for a second life. In a global vision, this means that the use of 3D technology does not just optimize the equipment customization for the farmers, but enables them to save time, funds, and effort in the long run, leading to greater sustainability. Knowing this fully well, Agri Techni Concept are currently planning to extend their practices and offer 3D scanning services directly to companies who are looking to streamline their agricultural workflows.
There’s a lot on the horizon for the agricultural sector, because the history of innovation keeps unfolding. Replacing parts for machinery, manufacturing bespoke tools, scale models for farming facilities – these are just a few of the cost-effective solutions 3D scanning could offer. With 3D methods and tech evolving massively, some of the most pressing farming challenges may be solved with these advancements – like they have been this time, in the fields of France.