Industry: Screw conveyors

Producing high-quality auger blades
Based in Edewecht, Northern Germany, C. E. Schneckenflügel GmbH has been a guarantor for producing high-quality auger blades for screw conveyors for 40 years. Today, their customers’ demands go beyond purely solid mechanical production. These demands focus on optimal production processes and workflows, as well as automation and digitization to obtain the exact screw flights rapidly and at a low cost. The company opted for Opcenter™ advanced planning and scheduling (APS) software for detailed production planning. This is part of the Siemens Xcelerator business Platform of software, hardware and services. The implementation was carried out by Siemens’ solution partner, A+B Solutions GmbH, which specializes in digital solutions in the manufacturing sector.
Rolf Eiting, managing director at C.E. Schneckenflügel, believes that digitization is the only way to establish the company’s competitiveness for its future. “When we were founded 40 years ago, we were shaped by the mechanical and manual production processes used to manufacture our sectional flights,” states Eiting. “Today, we make sure the processes are state-of-the-art to offer the best performance at the best price.”
Increasing sales by 100 percent
This attitude now permeates all areas. Eiting recognized that investing in production equipment is only one side of the coin. Investing in digitization significantly increases productivity and sales. “Five years ago, we started to consistently invest in digitalization. This strategic decision led us to increase sales by 100 percent without needing to significantly increase our team.” Eiting continues, “back then, we generated 2.3 million euros with 14 employees and now we generate 4.5 million euros with 17 employees. We also reduced the average delivery time by 50 percent. Additionally, the error rate has drastically reduced while material yield has increased.”

Implementing a central production control system
C. E. Schneckenflügel received the “Große VR-Mittelstandspreis Weser-Ems” 2020 for exemplary optimization and digitalization. The company also made it on the list of the top 100 fastest growing German companies of 2020 according to a survey from the German magazine, Focus, in cooperation with Statista. In the meantime, the production control system has made a significant contribution to the company’s success. “Until a few years ago, we did not have any electronic production control. The production manager and the sales manager spent 20 minutes per day discussing which orders were pending and what had to go out,” Eiting continues. “Then, we started to rebuild our ERP system – infra:NET. This offered a module with production control, which I initially implemented to get accurate information about production use.
Unfortunately, the team’s acceptance was low due to the user interface. When I discovered Opcenter APS from A+B Solutions, I was immediately electrified. We were impressed by the graphical user interface. What kept us from placing an order immediately was the question of the connection to our existing ERP system.”
Gaining a new ERP partnership
The enterprise resource planning (ERP) software manufacturer, iN|ES GmbH in Calw, Germany was looking for a replacement for the previous module for production control. This was created by a small system house whose owner retired and discontinued development. Therefore, iN|ES partnered with A+B Solutions. Since Opcenter APS is offered and distributed worldwide in the software industries sector, it represented a considerable safety factor for iN|ES in terms of consistency and future security. Nothing stood in the way of this cooperation since both are similar sizes and structures, which benefits the combination of ERP and production control.
Successfully incorporating Opcenter APS
The first beneficiary of the cooperation is Eiting. As the initiator, he now benefits from the pilot role. “After the cooperation was established, we introduced Opcenter APS directly and immediately had great experiences. After five days of training and familiarization from A+B Solutions, we were already able to work with the system,” continues Eiting. “Our production manager also uses the software for intensive production planning.” The next step is to link the system to Reiner SCT’s existing personnel time recording system. Master data of machines and personnel are required for comprehensive capacity planning. With the coupling to the personnel time recording system, the data exchange is then automate

Saving material with automation
The automation is the most important aspect for Eiting. It runs like a thread through the entire company. “If there is an opportunity to automate a work step, we take it. Currently, there is no manual input except for order data. No one at our company is involved in permanent data maintenance,” explains Eiting. “Even shipping and handover to the freight forwarder is done automatically. All necessary information flows from the systems, such as ERP, into the production control system. The production control system supplies the plasma cutting system with order data and shows when the order can be produced and on which press. It takes over the automatic generation of the production plans and the work schedules, as well as the transfer to the sheet cutting system where the optimal nesting is carried out independently. The production control system indicates when the cutting can take place at the latest. If the nesting plan is not optimal, it is canceled and the system waits to see if another order with the same sheet thickness comes in. This saves material because there is less waste. The entire work process is fully automatic and we always have an up-to-date status. In the second work step, the cut rings are pressed into screw flights. Based on the data from the production control system, the orders are distributed to the presses.”
Producing short lead times
The time span between order and delivery is relatively short at C. E. Schneckenflügel. The screw flights are cut from sheet metal as rings, then pressed into shape. The customer selects the desired sheet type and thickness as well as their parameters for the screw flights from a stock capacity of 400 tons. The entire production process is exclusively order-related – production only starts when an order is received. As soon as an inquiry is received, the interested party receives a quotation in 24 hours. Once the order has been received, a binding delivery commitment is issued in five to 10 days, regardless of standard or special design. If it must be faster, the express option takes effect. This fast turnaround requires precise detailed production planning.
Maintaining delivery date promises
C. E. Schneckenflügel has about 2,500 active customers. Their order frequencies and volume significantly vary and can range from very small orders of 100 euros to several tens of thousands of euros. “Our goal is to make it as easy as possible for customers to place orders and deliver them as quickly as possible with the best quality. If we promise a delivery date, it must be met. We achieve this goal with Opcenter APS and the detailed production planning from A+B Solutions. Opcenter APS is the basis for the high productivity we have achieved today. It is the central software in our production,” claims Eiting.
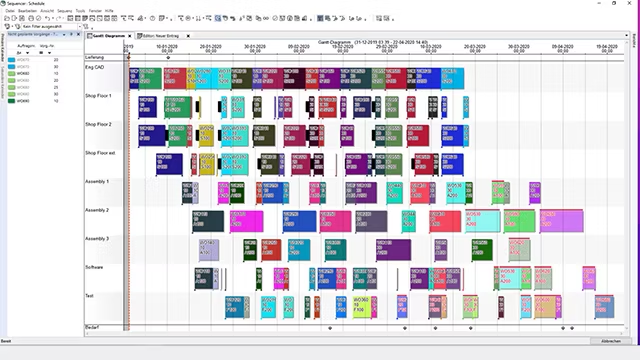
Using Opcenter Scheduling for detailed planning
A+B Solutions helped adapt Opcenter APS to C. E. Schneckenflügel’s manufacturing processes. To achieve a high degree of automation of the processes with short lead times, the focus is on Opcenter Scheduling. By using this module, production processes can be planned well in advance and controlled in the short term. The licensing distinguishes between planners and viewers. The planners include Eiting and Andre Bergenthal, production manager at C. E. Schneckenflügel. Information on production capacity and order status can only be viewed in the sales department. Approximately 100 orders per week are processed this way. Each order is divided into five to six operations, resulting in up to 600 operations that are managed weekly by Opcenter Scheduling.
Resolving process concerns with A+B Solutions
Eiting is happy with A+B Solutions’ performance in terms of consulting, configuration and customization. “By partnering with A+B solutions, we were able to deeply resolve our concerns. We are very satisfied with the implementation. Our production manager, the team and the specialists at A+B Solutions quickly found their way together,” Eiting continues. “From our point of view, it is crucial to show a willingness to change to clearly express one’s wishes and keep the project of intelligent production control in mind.” The reward is a clear increase in productivity that is more efficient than classic investments in people and machines.
Expanding pioneering position
Currently, implementing a quotation generator is in the pipeline, which draws all information on daily updated sheet metal prices, production time and delivery date directly from the systems. The quotation is generated in minutes, online. Opcenter APS plays a key role in this process, as the system accurately determines the current production capacity and the expected. The use of Opcenter Scheduling for detailed production planning makes C. E. Schneckenflügel a digital pioneer in the industry. “Our team became highly enthusiastic about digital detailed production planning once implementing this system. Everyone recognizes the advantages Opcenter APS brings us and the opportunities it opens for us,” claims Eiting. “This modern orientation makes us more attractive as an employer and establishes our competitiveness. Today, despite a higher workload, we have a much better overview of production and smooth processes. As a result, we are much more relaxed from working with greater efficiency. A+B Solutions really gave us digital wings with Siemens Opcenter APS.”
If we promise a delivery date, it must be met. We achieve this goal with Opcenter APS and the detailed production planning from A+B Solutions.
Rolf Eiting, Managing Director
C.E. Schneckenflügel GmbH