Producto: HandySCAN Industria: Aeroespacial y Defensa
Lufthansa Technik AG (LHT) es un proveedor de servicios MRO (mantenimiento, reparación y revisión) para aeronaves y cuenta con 50 ubicaciones en todo el mundo. LHT es propiedad total de Deutsche Lufthansa AG y comprende 32 empresas de mantenimiento técnico y filiales en Europa, Asia y América, junto con más de 26 000 empleados (a partir de 2019).
LHT tiene su sede en el aeropuerto de Hamburgo. Otras ubicaciones alemanas importantes son los dos centros de operaciones de Lufthansa, Frankfurt Rhein-Main y Munich, así como el aeropuerto de Berlín Tegel (Mantenimiento de línea) y Schönefeld (C-Checks).
Control de Expansión de Material
La división ARC® – Airframe Related Components revisa y repara inversores de ventiladores, cubiertas de motores, controles de vuelo, morros de aeronaves (radomos) y otros componentes compuestos de estructuras secundarias. Además de trabajos de mantenimiento, reparación, desarrollos, todo tipo de apoyo material y soluciones logísticas. Estos servicios se ofrecen para aeronaves civiles y casi todos los tipos de aeronaves populares.
Para la reparación de los componentes mencionados se utilizan cubetas adhesivas de fibra de carbono o de vidrio. Las formas y los contornos deben comprobarse periódicamente. El proceso de producción se lleva a cabo bajo la influencia de variaciones de presión y temperatura en un autoclave, para que el material pueda expandirse. El alcance de la expansión se determina mediante exploraciones periódicas. No es un proyecto único, sino una medida periódica para garantizar los estándares de calidad.
Capturas de pantalla de la nariz de un avión escaneada
El estado real se comprueba con el escáner 3D HandySCAN de Creaform o, para objetos grandes, con la cámara de fotogrametría MaxSHOT 3D y se compara con un modelo CAD (estado objetivo). Por el lado del software, el software de adquisición de datos, VXelements, se utiliza para la adquisición de datos. Además de proporcionar mediciones confiables, los sistemas Creaform se utilizan para otras aplicaciones, como la ingeniería inversa, con la ayuda del módulo de software de escaneo a CAD VXmodel.
Criterios de decisión y ROI
Antes de que LHT comenzara a usar los sistemas de Creaform, las mediciones, el procesamiento de datos y la ingeniería inversa los proporcionaba una empresa externa. La calidad de los datos, así como la duración de la implementación y la flexibilidad en condiciones cambiantes llevaron a la decisión de comprar hardware y software, construyendo así el know-how interno de la empresa.
Decisivo para la elección de los sistemas de medición fueron la compacidad de los dispositivos, así como la sencilla adquisición de datos con el escáner 3D HandySCAN. Con estas funciones clave, es posible capturar geometrías complejas con relativamente poco esfuerzo. Además, la precisión para las aplicaciones previstas es suficientemente alta. MaxSHOT 3D ayuda a garantizar una precisión sin precedentes incluso para objetos más grandes. Actualmente, los sistemas de medición se utilizan exclusivamente en un entorno de taller bajo condiciones climáticas (en su mayoría) controladas.
La cámara de fotogrametría MaxSHOT 3D mide objetos grandes con alta precisión
“El control de la expansión del material podría haberse medido con otros sistemas de medición comunes, pero la relación precio-rendimiento y la compacidad de los sistemas de medición 3D de Creaform facilitaron la decisión. Además, el servicio al cliente es impecable”, explicó Gunnar Hinrichs, quien trabaja en el Departamento de componentes relacionados con la estructura del avión en LHT. “En términos de ROI, la compra también ha valido la pena, incluso si todavía no tenemos datos significativos. Pero es probable, de acuerdo con nuestra propia estimación, tener una cantidad de cifra dada en el segmento inferior, que ahorramos en la subcontratación. Si detectamos desviaciones de calidad en una etapa temprana mediante el uso de la tecnología de Creaform, podemos evitar costos innecesarios y, por lo tanto, costosas reelaboraciones en los sitios de los clientes”.
Compacto, Simple y Flexible
La experiencia con los sistemas de Creaform es positiva. “Podemos responder mucho más rápido y con mayor flexibilidad a las tareas de medición, discutir los resultados de la medición directamente en el componente medido y compartir información con otras partes interesadas. Los sistemas nos convencen constantemente de que tomamos la decisión correcta con su tamaño compacto y simplicidad de uso. Un proceso de medición, incluido el procesamiento previo y posterior (ensamblaje, fijación de los objetivos, etc.), se completa en 2-3 horas. Los datos están disponibles en tiempo real. La interfaz del software está bien implementada, es comprensible y clara. La capacitación brindada por Creaform es excelente y los empleados siempre están disponibles para recibir asesoramiento y apoyo. Así es como quieres que sea”, dijo Hinrichs.
Producto: HandySCAN Industria: Aeroespacial y Defensa
El Departamento de Defensa de EE. UU. utiliza la medición 3D para resolver los desafíos de mantenimiento
El sector militar de los Estados Unidos se enfrenta a una serie de desafíos técnicos en lo que respecta al mantenimiento, la reparación y la ingeniería. Los aviones solo tienen valor si son dignos de volar. El personal responsable de esta necesidad necesita medios eficientes y efectivos para reducir los riesgos, los costos y el tiempo de mantenimiento.
Los instrumentos y tecnologías de escaneo 3D solucionan las discrepancias debidas a errores del usuario, permiten ahorrar tiempo en operaciones de MRO e ingeniería inversa, y son efectivos para proporcionar archivos CAD para piezas y prototipos de aviones de reemplazo impresos en 3D.
Dificultades de metrología en el ejército: ¿Qué puede hacer la medición 3D para ayudar?
tecnología sargento Kevin Collins, jefe de la sección de tecnología de metales de aeronaves del escuadrón de mantenimiento 366 escanea una estructura de aeronave en la base de la Fuerza Aérea Mountain Home , Idaho, 2 de marzo de 2020. El HandySCAN 3D permite a los aviadores escanear una estructura, eliminando la necesidad de dibujarla a mano en la computadora. (Foto de la Fuerza Aérea de EE. UU. por Airman Natalie Rubenak)
El mantenimiento pesado de aeronaves a menudo significa una puesta a tierra a largo plazo, como resultado de errores en las reparaciones personalizadas.
Dado que normalmente no se dispone de datos CAD fiables, es necesario medir la aeronave para realizar las reparaciones. Las discrepancias de medición generalmente resultan de la falta de herramientas adecuadas para medir múltiples objetos y superficies complejas, además de los desafíos para inspeccionar una amplia gama de tamaños, acabados y colores de piezas.
En pocas palabras, los dispositivos y tecnologías de escaneo 3D se pueden utilizar para acelerar la ingeniería inversa, las operaciones MRO y las aplicaciones de impresión 3D, aumentando así la eficacia de la misión.
Proceso de ingeniería inversa: de manual a digital
El Escuadrón de Mantenimiento 366 ( MXS) en la Base de la Fuerza Aérea Mountain Home (MHAFB) adquirió un escáner 3D portátil HandySCAN 3D de Creaform para escanear estructuras de aeronaves grandes de manera rápida y eficiente.
Antes de usar el dispositivo, los aviadores de MHAFB usaban un “molde de facsímil” para reparar partes rotas o recrear estructuras. El problema principal con el molde de facsímil es que tarda 48 horas en secarse. “Cuando termina de secarse, lo saca y todavía tiene que entrar y medir todo y dibujarlo a mano en la computadora. [Es] tan lento”, dice Tech. sargento Kevin Collins, jefe de la sección de tecnología de metales de aeronaves 366th MXS . Este tedioso proceso de ingeniería inversa que consiste en diseñar modelos manualmente en la computadora, pone al personal a merced de errores del usuario y mantenimiento prematuro.
Los escáneres 3D proporcionan los datos necesarios para realizar ingeniería, fabricación y desarrollo a gran escala de piezas y estructuras. El escaneo 3D para la ingeniería inversa elimina el factor de error del usuario y brinda una trazabilidad inigualable con fines de documentación. Además, la portabilidad del dispositivo significa análisis en el sitio y reducción de los tiempos de inspección. Los escáneres 3D son herramientas críticas para respaldar procesos sólidos de ingeniería inversa.
Otro problema que enfrentan los aviadores de MHAFB es el de la precisión. El molde a menudo proporcionaba resultados poco o nada precisos, lo que eventualmente conduciría a la repetición del trabajo y la pérdida de tiempo. “Con el escáner, nunca nos encontramos con ese problema. De hecho, tiene una precisión de aproximadamente 0,025 mm”, dijo Collins.
Las piezas fabricadas siguiendo este tipo de proceso de ingeniería inversa se pueden comparar de forma rápida y precisa con dibujos CAD para controlar la calidad dimensional en 3D.
2. MRO: simplificación de la inspección y el análisis de daños en la estructura
Travis AFB de Fairfield, a través del MXS 60 , informó el uso de varias estrategias innovadoras para mejorar la eficacia de la misión y reducir el tiempo perdido. La Fuerza Aérea asignó $64 millones en fondos de innovación de escuadrones para “aumentar la preparación, reducir costos, ahorrar tiempo y mejorar la letalidad de la fuerza”, dijo Joshua Orr, 60th MXS . Entre las nuevas tecnologías se encontraban la impresión 3D y el escaneo 3D; el primero utilizando el segundo para imprimir y reemplazar piezas de aeronaves que sufrieron daños.
En un caso notorio, un avión C-5 resultó dañado por granizo, lo que provocó numerosas abolladuras y raspaduras en todos los paneles del avión. Cada 180 días, Travis Airmen inspeccionaba la aeronave para ubicar y medir las abolladuras que aún estaban en la superficie del ala. Usando herramientas y métodos de medición tradicionales, realizar esta tarea tomaría alrededor de 48 horas. Pero equipados con un HandySCAN 3D y SmartDENT 3D de Creaform, los aviadores pudieron completar la inspección en 30 minutos. A diferencia de los métodos manuales de medición de abolladuras, SmartDENT utiliza un buen material alrededor del daño para crear una superficie de referencia y brindar medidas confiables.
Joshua Orr, 60th MXS, utiliza un Creaform HandySCAN 700 para capturar información digital para representar una imagen tridimensional de una pieza de avión en un software informático especializado.
“Tuvimos ese C-5 en nuestro hangar la semana pasada y pudimos inspeccionar los cuatro paneles estructurales principales en 30 minutos”.
el sargento mayor Christopher Smithling 60º Escuadrón de Mantenimiento asistente del jefe de sección de mantenimiento estructural de aeronaves
Además, la adquisición de dos unidades de fabricación aditiva por parte del MXS 60 sin duda desbloqueará las capacidades de desarrollo, reparación, reemplazo y producción en Travis AFB. Las aeronaves suelen estar inactivas durante dos días cuando se necesita una pieza de repuesto. Sin embargo, una solución que comprenda un dispositivo de escaneo 3D, tecnología de escaneo a CAD e impresión 3D puede reducir drásticamente el tiempo fuera de servicio. “Con las dos unidades de fabricación aditiva, podremos tomar cualquier pieza de la aeronave, escanearla y, en un plazo de cuatro a ocho horas, tendremos un dibujo en 3D real que podemos enviar a la unidad de fabricación aditiva para imprimirlo. ”, dijo Christopher Smithling, 60th MXS .
Volviendo al asunto de la tormenta de granizo, Creaform desarrolló una solución completa de escaneo 3D para la industria aeroespacial llamada HandySCAN AEROPACK. Aborda los desafíos específicos del control de calidad de las aeronaves, como la evaluación de los daños resultantes de incidentes de aeronaves y fenómenos naturales, como el granizo, así como las inspecciones de flaps y spoilers. El paquete de software y escáner 3D incluye VXinspect, VXmodel, SmartDENT 3D y proporciona la solución más versátil para una base de mantenimiento/instalación MRO.
Borde de ataque del estabilizador de un Boeing 767 dañado por granizoEscaneo 3D del borde de ataque de un avión Boeing 767 usando un escáner 3DAnálisis de borde de ataque de un estabilizador de Boeing 767 en SmartDENT 3D. El tiempo total de análisis/informe es de 30 minutos para una evaluación completa del daño del estabilizador con una precisión de 25 micrones en comparación con 1 o 2 días con los métodos manuales tradicionales.Ejemplo de inspección de abolladuras en un avión. Mediciones de características con profundidad máxima fuera de tolerancia.
3. Align and Mate: El caso del helicóptero Bell
En su fábrica de Amarillo en Texas, Bell Helicopter, una empresa de Textron Inc., realizó el acoplamiento de componentes pesados con el fuselaje del V-280 Valor, un prototipo de transporte de rotor basculante de elevación media destinado a “[reavivar] el interés del Ejército en los rotores basculantes”. Primero, las góndolas se unieron al ala, y luego el conjunto de las góndolas y las alas se unió al fuselaje. Estas operaciones complejas requieren una gran atención a los detalles, teniendo en cuenta la extrema precisión con la que se deben orientar y posicionar los componentes masivos antes del proceso de acoplamiento.
Múltiples C-Tracks y el módulo de software Creaform VXtrack para el seguimiento dinámico de múltiples objetos resultaron útiles para medir con precisión la posición y orientación de los componentes de este ensamblaje en tiempo real, a medida que se ensamblan (en este caso, el ala del rotor basculante, las góndolas y fuselaje).
Acoplamiento del ala del V-280 Valor en Bell Helicopter Amarillo. Foto cortesía de Bell Helicopter.
En pocas palabras, los beneficios de las tecnologías 3D junto con el software dedicado son directos y sustanciales sobre la metrología convencional. Los componentes se colocaron en horas, en lugar de días. Ahorro de tiempo en las mediciones, mayor precisión, eliminación de errores del usuario y trazabilidad inigualable son solo algunos de los beneficios de la tecnología de medición de vanguardia.
MRO: ¿Cómo elegir la mejor solución de medición 3D?
Para elegir la solución de medición 3D adecuada para su proyecto de mantenimiento, reparación e ingeniería, comience por mapear su proceso actual de inspección o medición 3D e identifique los problemas principales y más recurrentes de su flujo de trabajo y las oportunidades de mejora.
Por supuesto, la precisión, la portabilidad y el precio tienen un gran impacto en la toma de decisiones, pero cuanta más información pueda obtener sobre la aplicación de destino y los resultados que desea generar, mejor será su elección.
Las consideraciones con respecto a las dimensiones del objeto, el entorno, la velocidad de procesamiento y la compatibilidad del software lo ayudarán a encontrar la solución que mejor se adapte a sus necesidades. De esa manera, probablemente podrá comenzar de manera simple y ampliar las cosas en el camino.
Por ejemplo, los responsables de la toma de decisiones en la industria MRO aeroespacial tenderán a orientar su elección basándose en el hecho de que los objetos a escanear son relativamente grandes, que el entorno afecta en gran medida a las superficies y que el tiempo es esencial: cuanto más largas sean las aeronaves, conectado a tierra, más partes interesadas pierden dinero.
No dude en comunicarse con varios proveedores para solicitar una demostración y discutir sus desafíos actuales con especialistas en medición 3D. Creaform ofrece un conjunto completo de soluciones 3D para este tipo de trabajo: grado metrológico, verdaderamente portátil, rápido y versátil. Mantenemos un laboratorio de calibración interno acreditado por ISO 17025 y podemos brindar un soporte inigualable en todo el mundo. Creaform ofrece soluciones trazables que le proporcionarán mediciones en las que puede confiar.
Producto: HandySCAN Industria: Aeroespacial y Defensa
EADS (European Aeronautic Defence and Space company) es líder mundial en servicios aeroespaciales, de defensa y asociados. La empresa ha estado utilizando productos de medición 3D portátiles de Creaform durante varios años.
Más concretamente, EADS utiliza los escáneres CMM ópticos HandySCAN 3D y MetraSCAN 3D para escanear herramientas y piezas compuestas (carbono/epoxi) y para realizar comparaciones entre piezas y CAD. Para sus necesidades de sondeo, EADS utiliza la MMC óptica HandyPROBE. Además de usar VXelements, el software de adquisición de datos detrás de todos los sistemas de Creaform, EADS también usa el módulo VXtrack para mediciones dinámicas , así como VXlocate, un módulo de software desarrollado a través de una asociación entre Creaform y EADS.
Ejemplo de aplicación de HandySCAN 3D
Como parte de un estudio sobre la posible distorsión geométrica de las piezas compuestas de fibra de carbono y con la ayuda de un dispositivo HandySCAN 3D, EADS escaneó un equipo de herramientas de 1 000 mm x 800 mm, así como piezas de 650 mm x 300 mm, para evaluar post -deformación de fabricación.
Piezas en herramientas
En primer lugar, EADS escaneó el utillaje para verificar su conformidad con el plan CAD.
Escaneado de herramientas con HandySCAN 3D
Luego, se escanearon dos piezas fabricadas con este utillaje y se compararon los archivos de escaneo.
Escaneo de las partes y resultados
Resultados: espacio entre herramientas y piezas
El segundo paso consiste en utilizar herramientas de simulación muy potentes para estimar la distorsión de las piezas antes de la fabricación, con el fin de comparar los archivos de escaneo de las piezas de fabricación.
Simulación
Los resultados obtenidos por EADS permitieron validar el software de simulación, que fue desarrollado para optimizar el rango de fabricación mediante la identificación de parámetros y procesos adecuados.
Este proyecto se podría haber completado con un sistema de escaneado de proyección de franjas, pero el que posee EADS no se puede utilizar para superficies tan grandes, y el proceso es mucho más complejo a la hora de medir las dos caras de las piezas compuestas. Además, se podría haber utilizado una CMM, pero esta posibilidad presentaba dos inconvenientes: mediciones únicas, que a su vez conducen a un tiempo de adquisición mucho más largo.
“ El sistema Creaform nos permitió escanear rápidamente las herramientas metálicas y las piezas compuestas de fibra de carbono. Muchos otros sistemas que están disponibles en el mercado no funcionan muy bien en estas piezas compuestas, cuyo aspecto es muy oscuro ya veces muy brillante. El hecho de que el equipo fuera tan portátil nos permitió registrar las mediciones directamente en el lugar de fabricación”, explicó la Sra. Catherine Bosquet, del departamento de Ingeniería de Salud Estructural (NDT & SHM) de EADS.
“ Antes de usar los sistemas de Creaform, usábamos la proyección de franjas, ya que compramos un sistema HOLO3 hace más de 15 años. También probamos otros sistemas disponibles (Konica Minolta, Metris, Steinbichler, Aicon, Kreon Technologies, Ettemeyer, GOM), pero las soluciones de medición 3D de Creaform nos convencieron debido a su rápida configuración y adquisición, facilidad de uso, rendimiento de medición para muchos tipos de estados de superficie, así como su portabilidad. También debemos mencionar que los expertos de Creaform siempre están altamente disponibles y receptivos”.
3D Systems colabora con Thales Alenia Space en el campo del diseño para la fabricación aditiva (DfAM) para mejorar el rendimiento de un subsistema crítico en su satélite Spacebus NEO. El mecanismo de propulsión eléctrica resultante (ETHM) se compone de siete soportes diferentes fabricados de forma aditiva. La fabricación aditiva (FA) permitió empaquetar el mecanismo en un volumen limitado con la masa más baja posible. Los expertos del Grupo de Innovación de Aplicaciones de 3D Systems contribuyeron con su conocimiento de diseño y fabricación al proyecto ETHM de Thales Alenia Space, integrando su experiencia en los archivos de construcción finales que se transfirieron a las instalaciones de producción AM de Thales en Marruecos.
“Cada característica es más o menos convencional, pero reunirlas en un solo mecanismo compacto y competitivo es realmente un desafío”.
Gilles Lubrano, Gerente de Producto de ETHM
OPTIMIZAR EL SUBSISTEMA DE SATÉLITE CRÍTICO PARA PRECISIÓN Y CONFIABILIDAD
Los siete diferentes brackets fabricados aditivamente que componen el ETHM.
El mecanismo Electrical THruster apunta la propulsión satelital del satélite Spacebus NEO para posicionarlo correctamente en el espacio. Como tal, la confiabilidad de este componente es de misión crítica. Se requieren cuatro ETHM por satélite, formando el chasis alrededor de los motores. Estas partes funcionan como cardanes de dos ejes que sostienen la unidad de propulsión eléctrica y le permiten moverse con movimientos suaves y constantes.
Para cumplir con los requisitos de Thales Alenia Space , el ETHM necesitaba equilibrar las limitaciones de volumen y masa al mismo tiempo que cumplía con las estrictas especificaciones de rendimiento, que incluyen:
Precisión de puntería de alto ángulo (0,1 grados);
Reducción del recuento de piezas, incluida la integración funcional de varios productos básicos de propulsores (arnés y tuberías);
Producción en serie que cumple con los requisitos de calidad para productos de clase orbital.
CONSULTORÍA Y COLABORACIÓN PARA PRODUCCIÓN ESCALABLE
Los expertos de 3D Systems ayudaron a Thales Alenia Space a lograr una relación resistencia-peso optimizada mientras resolvían las áreas de concentración de calor para proteger los componentes funcionales del daño térmico.
Consulta de diseño para fabricación aditiva
Thales Alenia Space y 3D Systems tienen una asociación de colaboración duradera y han trabajado juntos para poner en órbita más de 1700 piezas aptas para volar a partir de 2021. En el proyecto ETHM, Thales Alenia Space se asoció con el Grupo de innovación de aplicaciones (AIG) de 3D Systems para combinar varios funciona dentro de un pequeño espacio de diseño al tiempo que garantiza una dinámica precisa.
El volumen dinámico total asignado para el ETHM es de 480 mm x 480 mm x 380 mm e incluye actuadores giratorios, arnés, tubería y un mecanismo de sujeción. 3D Systems proporcionó comentarios sobre la capacidad de fabricación y el diseño para ayudar a Thales Alenia Space a alcanzar sus objetivos de rendimiento. Los expertos de 3D Systems ayudaron a Thales Alenia Space a lograr una relación resistencia-peso optimizada mientras resolvían las áreas de concentración de calor para proteger los componentes funcionales del daño térmico.
Al utilizar AM para diseñar y producir un sistema, Thales Alenia Space desencadenó una expansión de impactos positivos. El peso ligero mejoró la eficiencia de empuje más allá de lo que permitiría la fabricación convencional, lo que a su vez mejoró la eficiencia del combustible, lo que resultó en costos más bajos y nuevas oportunidades para la innovación técnica en otros lugares.
Desarrollo del flujo de fabricación
3D Systems ayudó a Thales Alenia Space a desarrollar un sólido flujo de fabricación que comprende procesos posteriores como el acabado CNC y la inspección tomográfica al 100 % para garantizar la repetibilidad del producto y del proceso en un entorno controlado por AS9100. Los ingenieros de aplicaciones de 3D Systems también brindaron orientación sobre el nivel y la secuencia de los controles de calidad para la mitigación de riesgos para ayudar a Thales Alenia Space a garantizar un flujo de fabricación completo, orientado a la calidad y rentable.
Esta experiencia ayudó a Thales Alenia Space a lograr la precisión de puntería de 0,1 grados requerida con un riguroso flujo de trabajo de inspección y CNC en el que algunas piezas tienen hasta 249 puntos de medición tomados a través de una máquina de medición por coordenadas que debe cumplir con las especificaciones. El enfoque colaborativo de 3D Systems incluyó educación sobre la tecnología a lo largo del proceso de controles de calidad integrados, así como análisis de la causa raíz de las no conformidades con las especificaciones de Thales Alenia Space para garantizar el éxito. Antes de la transición de la producción a Thales Alenia Space, 3D Systems ayudó a organizar y coordinar la mejor cadena de suministro de su clase para cumplir con la producción en serie y produjo más de 70 piezas en su Centro de innovación para clientes en Bélgica, que forma parte de AIG de 3D Systems. La alta capacidad de esta instalación y la repetibilidad en las máquinas DMP de 3D Systems ayudaron a garantizar un tiempo de entrega breve.
Algunas partes del ETHM tienen hasta 249 puntos de medición tomados a través de una máquina de medición coordinada que debe cumplir con las especificaciones.
Preparación y transferencia de archivos de impresión
Para garantizar una transición perfecta de la producción de ETHM a Thales Alenia Space, los ingenieros de aplicaciones de 3D Systems desarrollaron cada archivo de impresión en 3DXpert® , incorporando años de experiencia en AM que ahorraron tiempo y dinero a Thales Alenia Space y garantizaron la calidad. Con estos archivos de construcción generados por expertos, la producción repetible es posible en cualquier impresora de metal directa de 3D Systems. Los brackets finales están impresos en material de titanio LaserForm Ti6Al4V grado 23 .
Varios aspectos del diseño del mecanismo de propulsión hicieron que la orientación de 3D Systems sobre la estrategia de impresión fuera particularmente valiosa, entre ellos:
Mantener la redondez prevista de varias estructuras abiertas con grandes interfaces circulares.
Equilibrio de la fuerza del soporte con la capacidad de remoción.
Contabilización de las tensiones térmicas durante el proceso de impresión que varían según la geometría y el material impreso.
La experiencia de 3D Systems trabajando con materiales de titanio ha ayudado a innumerables aplicaciones críticas a equilibrar la complejidad y la fuerza para lograr los parámetros del proyecto. Herramientas como el módulo de simulación 3DXpert de 3D Systems ayudan a respaldar estos proyectos al reducir la cantidad de iteraciones necesarias para lograr un resultado exitoso.
Transferencia de Tecnología
Los brackets finales están impresos en material de titanio LaserForm Ti6Al4V grado 23.
Thales Alenia Space ahora puede imprimir estas piezas en sus propias instalaciones gracias a la formación y la transferencia de tecnología que 3D Systems ha proporcionado a lo largo de los años. La fábrica 3D del grupo Thales en Marruecos está equipada con varias máquinas DMP de 3D Systems y aprovechó la oferta de transferencia de tecnología de 3D Systems en el momento de la instalación. La transferencia de tecnología es una formación exhaustiva específica de AM diseñada para ayudar a los nuevos clientes de impresoras a acelerar su transición a AM y salvaguardar su inversión. En combinación con los archivos de construcción predesarrollados, 3D Systems ha apoyado completamente a Thales en su transición a la producción interna.
“Usando las mismas máquinas que las de nuestro Centro de Innovación para Clientes en Bélgica, Thales ha simplificado su acceso a una impresión exitosa para que su equipo pueda enfocarse en la industrialización de AM y maximizar su retorno de la inversión”, dijo Koen Huybrechts, Gerente de Desarrollo de Aplicaciones. , Grupo de innovación de aplicaciones, 3D Systems.
EQUILIBRIO DE CRITERIOS CLAVE DE RENDIMIENTO PARA UN DISEÑO OPTIMIZADO A NIVEL DEL SISTEMA
ETHM es uno de los primeros mecanismos de espacio completo diseñado íntegramente teniendo en cuenta la fabricación aditiva. Los siete soportes diferentes optimizados topológicamente elevaron los estándares de un equipo multidisciplinario por su tamaño, la alta precisión requerida y la criticidad del sistema.
La precisión de puntería de 0,1 grados garantiza que el mecanismo funcione como se espera en vuelo
Mayor eficiencia del propulsor gracias a la reducción del peso de los soportes topológicamente optimizados
249 puntos de medición validados para el control de calidad de la pieza más compleja
Integración y protección de los productos básicos del propulsor para una forma y función óptimas
El Spacebus NEO es parte del Programa de Investigación Avanzada en Sistemas de Telecomunicaciones (ARTES) de 15 años de duración de la Agencia Espacial Europea.
Producto: Simcenter Industria: Aeroespacial y Defensa
Todas las estructuras tienen frecuencias naturales y, a menudo, es la característica más importante de la estructura, especialmente cuando se trata de una respuesta dinámica. Muy a menudo, las vibraciones deben investigarse para cuantificar la respuesta estructural de alguna manera, de modo que se pueda evaluar su implicación en factores como el rendimiento y la fatiga.
La prueba modal es una técnica muy útil y ampliamente utilizada para verificar e investigar este comportamiento. Examina las frecuencias naturales, las formas modales y la amortiguación de una estructura y ayuda a los ingenieros a comprender cómo responderá un diseño a diferentes cargas dinámicas.
En la industria espacial, esta técnica también se conoce como prueba de encuesta modal y está destinada a calibrar y aumentar la precisión del modelo de dinámica estructural de elementos finitos (FE) de naves espaciales y lanzadores espaciales. Los modelos validados son importantes, entre otras cosas, para la predicción de las características vibratorias del lanzador, la estabilidad aeroelástica y los entornos dinámicos a los que se someten las cargas útiles y los equipos de a bordo durante el lanzamiento.
Cortesía de la NASA: prueba de sondeo modal en el vehículo de lanzamiento Ares (izquierda), el transbordador espacial Challenger (centro) y la etapa central del SLS (derecha)
Una prueba de estudio modal consiste en inyectar fuerzas, utilizando sacudidores electrodinámicos o, en algunos casos, también un martillo de impacto modal en una serie de entradas cuidadosamente seleccionadas. En el caso de la excitación por agitador, se suele utilizar la excitación aleatoria de ráfagas porque es rápida y eficiente. Cuando se requieren niveles de excitación más altos, o para la evaluación de características no lineales, se utilizan técnicas de seno escalonado. Las fuerzas se miden durante la prueba, junto con las aceleraciones de respuesta en muchos lugares de la estructura. Durante esta prueba, la nave espacial se monta en condiciones límite bien conocidas, sujeta o libre, o una combinación de las mismas. Durante la excitación, se miden los FRF.
Después de la prueba, se aplica tecnología de ajuste de curva modal para extraer información modal: frecuencias de resonancia, valores de amortiguamiento y formas de modo. Los resultados de las pruebas se utilizan con el fin de validar todo el modelo FE y correlacionar frecuencias, formas de modos y suposiciones de amortiguamiento. Las formas y frecuencias de los modos significativos son las que contribuyen principalmente a las cargas de la interfaz del lanzador/nave espacial y las cargas internas.
Este proceso se ilustra esquemáticamente a continuación. Muestra cómo se pueden usar los primeros modelos FE de la nave espacial en Simcenter 3D Structural Dynamics para realizar análisis previos a la prueba y diseñar de manera óptima la campaña de prueba. Luego, Simcenter Testlab y Simcenter SCADAS se utilizan para medir de manera eficiente y confiable los FRF y determinar con precisión el mejor modelo modal experimental. Finalmente, los resultados experimentales se explotan aún más para correlacionar el modelo preliminar con los resultados experimentales y actualizar el modelo FE para reflejar mejor la realidad.
Diferentes etapas del proceso de encuesta modal: desde la preparación de la prueba hasta la ejecución de la prueba, el análisis y el informe.
Un buen ejemplo de un programa en el que se realizó una prueba de estudio modal es el proyecto Bartolomeo de Airbus Defence & Space, llevado a cabo por Deutsches Zentrum für Luft- und Raumfahrt (DLR) . El hardware Simcenter SCADAS Mobile se ha utilizado como equipo de medición crítico para la prueba de levantamiento modal que tenía como objetivo actualizar el modelo de simulación FE de la plataforma Bartolomeo. Esto permitió al equipo simular y predecir aspectos que solo se podían hacer mediante simulación y análisis, como la forma en que la plataforma se acoplaría con el lanzador.
La solución de Siemens Digital Industries Software ayuda a Almatech a optimizar diseños de componentes livianos de alto rendimiento sin precedentes
El uso de Femap facilita la reiteración del proceso de simulación.
Dr.Luc Blecha,CTO Almatech
Máxima precisión y fiabilidad sin mantenimiento
Ir audazmente a donde ningún ser humano ha ido antes era la misión de la nave estelar Enterprise. Su objetivo era explorar nuevos mundos extraños, buscar nueva vida y nuevas civilizaciones. Si bien los viajes espaciales tripulados de esta magnitud siguen siendo ficticios, la humanidad está enviando sondas espaciales para lograr estos objetivos.
Durante sus misiones en el espacio profundo, que suelen durar varios años, los satélites están expuestos a condiciones ambientales extremas. Estos incluyen temperaturas que van desde -160 °C hasta más de 350 °C y fuerzas de aceleración que ascienden a varios g, así como altos niveles de varios tipos de radiación. Al mismo tiempo, no hay efectos gravitatorios como la convección térmica. Los instrumentos a bordo y los accesorios asociados requieren alta precisión y confiabilidad operativa.
“Aunque están optimizados para un peso mínimo, su estabilidad y funcionalidad deben mantenerse durante varios años sin mantenimiento ni limpieza”, dice el Dr. Luc Blecha, director técnico (CTO) de Almatech. Con 25 científicos e ingenieros, la empresa con sede en Lausana, Suiza, desarrolla estructuras ligeras y soluciones mecánicas para requisitos excepcionales como alta precisión y fiabilidad en condiciones ambientales adversas. Almatech participa frecuentemente en el diseño de componentes para programas de naves espaciales de la Agencia Espacial Europea (ESA).
Componentes estructurales para el espacio ultraterrestre
Programado para su lanzamiento a finales de 2019, el Satélite de Caracterización de Exoplanetas (CHEOPS) observará estrellas brillantes individuales que se sabe que albergan exoplanetas. Utiliza un fotómetro en su telescopio para medir la atenuación de la luz de las estrellas causada por un planeta en tránsito. Proporcionará a los científicos las firmas de tránsito de alta precisión que se necesitan para medir el tamaño de los planetas pequeños. Estos datos proporcionarán información clave sobre la formación y la historia evolutiva de los planetas.
Como parte del proyecto CHEOPS gestionado por Suiza, Almatech estuvo a cargo de todos los componentes estructurales. El trabajo implicó el diseño y construcción de la estructura principal tubular hecha de plásticos reforzados con fibra de carbono (CFRP), así como los soportes de titanio y las uniones que sostienen los espejos primario y secundario. Los espejos no se pueden ajustar en vuelo, por lo que su soporte debe ser rígido y tener una alta estabilidad en el rango de temperaturas que se experimentan en el espacio.
BepiColombo, una misión europea y japonesa conjunta a Mercurio, ya está en camino hacia nuestro vecino interior. Lanzado en octubre de 2018, comenzará a orbitar el planeta menos conocido de nuestro sistema solar a finales de 2025. La misión consta de dos naves espaciales: el Orbitador Planetario de Mercurio (MPO) y el Orbitador Magnetosférico de Mercurio (MMO). Mientras recopila datos durante su misión de un año, el MPO soportará temperaturas superiores a los 350 °C.
Almatech diseñó y optimizó un deflector que protege el MPO contra el calentamiento a más de 270°C. También protege el receptor láser de un altímetro incorporado contra el calor proveniente del sol. Los componentes incluían un espejo de aluminio muy fino que se usaba para desviar los rayos del sol. “Se dio la forma de este espejo, la rugosidad tolerable se especificó en 4 nm, independientemente de cualquier influencia externa”, dice Blecha. “En comparación, el diámetro de un átomo de aluminio es de 0,25 nm”.
El Solar Orbiter es una misión de colaboración entre la ESA y la Administración Nacional de Aeronáutica y del Espacio (NASA) de los Estados Unidos para estudiar el sol y su atmósfera exterior. Programado para su lanzamiento en 2019, la nave espacial observará la atmósfera del sol y combinará estas observaciones con las medidas tomadas en el entorno que rodea al orbitador. Proporcionará información sobre los procesos físicos fundamentales estudiados en condiciones que son imposibles de reproducir en la Tierra e inviables de observar desde distancias astronómicas.
Un instrumento Spectral Imaging of the Coronal Environment (SPICE) a bordo del Solar Orbiter observará tanto el disco solar como la corona para caracterizar las propiedades del plasma en y cerca del sol. Para este instrumento, Almatech diseñó un mecanismo de cambio de rendija. Mueve el obturador deformando partes en lugar de deslizarse a lo largo de guías. “Esto es vital porque las partículas creadas por la abrasión inhabilitarían con el tiempo el instrumento óptico y la limpieza sería imposible”, dice Blecha.
Probando el gemelo digital una y otra vez
Para muchas piezas, el papel de Almatech es optimizar los diseños existentes. La estructura del telescopio CHEOPS, por ejemplo, necesitaba reducirse en complejidad y peso manteniendo su resistencia estructural. “Debido a que todos los componentes que creamos son únicos y deben funcionar durante muchos años sin mantenimiento ni limpieza, los ciclos de desarrollo llevan más tiempo que en los diseños terrestres”, dice Blecha. “Aunque se proporcionó la forma del deflector para el orbitador BepiColombo, nos tomó cuatro años llegar al hardware final”. Almatech pasó un período similar desarrollando el mecanismo de cambio de rendija para el Solar Orbiter, aunque fueron contratados para proporcionar todo el desarrollo desde la primera idea hasta el hardware final.
La causa principal de estos ciclos de desarrollo prolongados es la enorme cantidad de pruebas realizadas para demostrar que se cumplirán todos los requisitos en todas las situaciones imaginables durante todo el ciclo de vida de los componentes. Dentro de un ciclo de desarrollo, también se construyen y prueban varios prototipos físicos, pero Almatech realiza la gran mayoría de estas pruebas en el mundo virtual utilizando un gemelo digital del componente bajo escrutinio. Para este propósito, los diseñadores de equipos de grado espacial utilizan el software Femap™ de Siemens Digital Industries Software junto con el solucionador Nastran® para simular el rendimiento, comenzando en las primeras fases del desarrollo del producto. “Los diversos análisis de modelos brindan pruebas a los clientes y las autoridades de que los dispositivos complejos funcionarán según lo requerido en las condiciones previstas”, dice Blecha.
Producto: Femap, Simcenter Industria: Aeroespacial y Defensa
Simcenter Femap ayuda a optimizar componentes y piezas para la misión de Curiosity a Marte, la más desafiante y exigente de la historia.
Enviar un paquete a Marte es una empresa compleja
La entrega de un laboratorio científico itinerante desde la Tierra hasta el planeta Marte requiere una planificación meticulosa y un rendimiento preciso. Sólo tienes una oportunidad de hacerlo bien: no hay margen de error. Ingenieros y científicos del Laboratorio de Propulsión a Chorro (JPL) de la NASA en el Instituto de Tecnología de California tuvieron que tomar decisiones cruciales miles de veces durante un calendario de desarrollo de productos de varios años para aterrizar con éxito el Mars Rover “Curiosity” en el suelo del cráter Gale el 6 de agosto de 2012. Han estado haciendo ciencia de cohetes en JPL desde la década de 1930. En 1958, científicos de JPL lanzaron Explorer, el primer satélite estadounidense en orbitar la Tierra, seguido de muchas misiones exitosas no sólo cerca de la Tierra, sino también a otros planetas y las estrellas.
Los ingenieros de JPL utilizan un kit de herramientas de aplicaciones de software de ingeniería de Siemens Digital Industries Software para ayudarles a tomar decisiones altamente informadas. Un componente clave en este kit de herramientas es Simcenter™ Femap™ software, un programa de software de simulación de ingeniería avanzada que ayuda a crear modelos finitos de análisis de elementos (FEA) de productos y sistemas de ingeniería complejos y muestra los resultados de la solución. Usando Simcenter Femap, los ingenieros de JPL modelaron virtualmente los componentes, ensamblajes y sistemas de Curiosity, y simularon su rendimiento bajo una variedad de condiciones.
De 13.000 a 0 mph en siete minutos También conocido como el Laboratorio científico de Marte (MSL), este rover es masivo en comparación con los vehículos anteriores que la NASA ha aterrizado en el “Planeta Rojo”. En la configuración desplegada con el brazo extendido, el rover tiene 2,5 metros de ancho, 4,5 metros de largo y 2,1 metros de alto. Con un peso de casi una tonelada, el rover Curiosity es cinco veces la masa y el doble de la longitud de sus predecesores, lo que significaba que había que diseñar un procedimiento de aterrizaje completamente nuevo y mucho más suave. La NASA necesitaba ralentizar la nave espacial rover de una velocidad de 13.000 millas por hora (mph) a un punto muerto virtual para aterrizar suavemente el rover durante lo que la NASA llama “Siete Minutos de Terror”. Después de completar una serie de maniobras “S”, desplegando un enorme paracaídas, y luego con el uso sin precedentes de una “grúa celeste” especialmente diseñada, el MSL se estableció suavemente para no dañar los componentes funcionales y científicos de los laboratorios.
Estos componentes incluyen un brazo robótico de 2,1 m de largo, que se utiliza para recoger muestras en polvo de rocas, limpiar el suelo, las superficies de los cepillos y entregar muestras para instrumentos analíticos. Los instrumentos científicos de la torreta del brazo incluyen el Mars Hand Lens Imager (MAHLI) y el Espectrómetro de rayos X de partículas alfa (APXS). Otras herramientas de la torreta son componentes del subsistema de adquisición, procesamiento y manipulación de muestras (SA/SPaH) del rover: el sistema de perforación de adquisición de polvo (PADS), la herramienta de eliminación de polvo (DRT) y el dispositivo de recolección y manipulación para análisis de rocas marcianas interiores (CHIMRA).
Curiosity también heredó muchos elementos de diseño de los anteriores rovers de Marte “Spirit” y “Opportunity”, que llegaron a Marte en 2004. Esas características incluyen tracción a las seis ruedas, un sistema de suspensión rockero-bogie y cámaras montadas en un mástil para ayudar al equipo de la misión en la Tierra a seleccionar objetivos de exploración y rutas de conducción en Marte.
Prácticamente toda la nave espacial en sí y su carga útil fueron sometidas a análisis de simulación utilizando Simcenter Femap para el procesamiento previo y posterior. Las simulaciones realizadas antes de la producción de piezas y sistemas incluían estática lineal, cargas normales, pandeo, no lineal, vibración aleatoria y análisis transitorios. Miles de decisiones de diseño se tomaron utilizando información de simulaciones de Simcenter Femap.
Además de la naturaleza compleja de la propia misión, los ingenieros que desarrollaron Curiosity desde el diseño inicial hasta la entrega final de componentes a Cabo Cañaveral estaban trabajando contrarreloj. La ventana de tiempo ideal para enviar un paquete de la Tierra a Marte es un período de 2 a 3 semanas que ocurre aproximadamente cada 26 meses. Perder esa ventana habría fijado la misión de nuevo en más de dos años, por lo que los ingenieros de JPL necesitaban analizar piezas y componentes de forma rápida y eficiente para que pudieran ser fabricados.
El papel de Simcenter Femap
Simcenter Femap es el principal preprocesador y postprocesador de JPL para FEA. Para MSL, los ingenieros comenzaron a usar Simcenter Femap al principio de la etapa de diseño cuando estaban realizando estudios comerciales sobre varias configuraciones o diferentes maneras de abordar la misión. A medida que la configuración maduraba, utilizaron Simcenter Femap para ayudar a crear el modelo de elementos finitos maestros que se utilizó para ejecutar los distintos casos de carga.
La mayoría de los analistas estructurales de JPL utilizan Simcenter Femap para crear o ver los resultados de una ejecución de FEA. El software se utilizó tanto para el análisis lineal de alto nivel como para el análisis no lineal muy detallado. Estos son dos tipos de análisis muy diferentes que utilizan la misma pieza de software.
Ciertos trabajos eran simplemente demasiado grandes para una persona, y en algunos casos los ingenieros tenían que basarse en el trabajo de otras personas que previamente habían utilizado Simcenter Femap para construir modelos FEA. Simcenter Femap fue diseñado como un paquete muy fácil de usar, creado para analistas por analistas que son muy conscientes de lo que los ingenieros necesitan y cómo funcionan. Pueden recogerlo después de seis meses de no uso y volver a ser el máximo competente en muy poco tiempo.
Simcenter Femap fue fundamental en la realización de todo tipo de FEA en todos los aspectos del vehículo. Cada componente del vehículo tenía un modelo de nivel superior, tipo cargas, y estos modelos se unieron para crear el modelo completo de la nave espacial. Los ingenieros de JPL trabajaron a través de varios escenarios de “qué pasaría si”, incluyendo hasta 37 casos de carga diferentes para cómo se desplegaría el paracaídas durante el proceso de aterrizaje.
La misión Curiosity no es el único proyecto actual de JPL. Otras misiones incluyen satélites monitoreando las condiciones de la Tierra, telescopios, experimentos y otras naves espaciales.
Las misiones planeadas incluyen la misión InSight que colocará un lander en Marte en 2016 para perforar bajo la superficie e investigar el interior profundo del planeta para entender mejor la evolución de Marte. Incluso hay planes para una misión propuesta de Retorno de Muestras de Marte, que recogería muestras de la superficie de Marte y las devolvería a la Tierra.
Los ingenieros de JPL están utilizando y probablemente seguirán utilizando Simcenter Femap para ayudar a lograr estas y otras misiones de ingeniería, descubrimiento y ciencia.
Producto: Tecnomatix Industria: Aeroespacial y Defensa
El proveedor global de motores aeroespaciales despliega la solución siemens para identificar los cuellos de botella de producción y reducir los costes.
GKN Aerospace Engines, una línea de negocio de GKN Aerospace, necesitaba una mejor herramienta para planificar y optimizar su proceso de producción y la inversión en equipos de producción, una herramienta que ayudaría en la planificación estratégica y manejaría la complejidad de la vida real para predecir con precisión los plazos de entrega y considerar la variación. GKN Aerospace necesitaba una nueva vía para satisfacer las expectativas de entrega de los clientes e identificar cualquier problema existente que pudiera resolverse antes de que se volvieran inmanejables. Además, algunas secuencias de valores comparten recursos de producción entre diferentes productos, lo que provoca flujos de material de cruce. La complejidad de la producción y la toma de decisiones de base diaria, afectan el plazo de entrega y crean una oportunidad para un enfoque basado en la simulación, para apoyar una mejora continua. Esto llevó a GKN Aerospace a creer que la simulación discreta de eventos apoyaría perfectamente las diferentes iniciativas de la compañía.
Reconociendo una clara necesidad de hacer sus procesos de alquiler de curvas más eficientes, al tiempo que considerando los aumentos esperados del volumen de producción futuro, GKN Aerospace decidió llevar a cabo un programa piloto utilizando Plant Simulation en la cartera ® Tecnomatix. Plant Simulation permite a los usuarios definir un modelo virtual de un centro de producción, con todas sus características e interconsciencias, y utilizarlo para simular la producción real. Tecnomatix forma parte de la cartera ™ Xcelerator, una cartera completa e integrada de software y servicios de Siemens Digital Industries Software.
“Empezamos a usar Plant Simulation ya que necesitábamos una mejor herramienta de planificación estratégica para analizar y planificar la capacidad de producción”, dice Alexander Hall, ARQUITECTO MOM-MES, GKN Aerospace Engines Business Line, TI-IS. “Dada la combinación de aumento de los volúmenes de producción proyectados en primer plano y la complejidad de nuestro proceso de producción, nos hemos dado cuenta de que las herramientas de análisis de capacidad estática que estábamos utilizando no eran lo suficientemente precisas.”
Proyecto piloto toma vuelo
El proyecto piloto de simulación de plantas se llevó a cabo en la planta de GKN Aerospace en Kongsberg, Noruega. Esta planta fue seleccionada para el piloto, ya que se esperaba que los volúmenes de producción de su familia de productos TEC/TRF crecieran significativamente, creando la necesidad de realizar un análisis de producción y ajustar el sistema de productos al nuevo volumen esperado. Los ingenieros de la planta de Kongsberg poseían experiencia básica con herramientas discretas de simulación de eventos antes de iniciar el proyecto de simulación de plantas. Uno de sus principales objetivos en este proyecto de producción virtual era analizar flujos de valor (el flujo de valor es la terminología de GKN Aerospace para una familia de productos y su proceso de producción) e identificar áreas problemáticas potenciales (cuellos de botella, que las máquinas no se están utilizando correctamente, etc.) para mejorar.
La simulación de producción con Plant Simulation puede considerar el efecto de la variabilidad, un factor importante que afecta fuertemente al rendimiento de la planta. En Kongsberg han planeado y no planificado la variabilidad. Algunos ejemplos de variabilidad no planificada son fallos en la máquina, falta de material de los proveedores y no conformidad. En un entorno con muchas incertidumbres, la simulación es un sólido gemelo digital de producción que tiene en cuenta estos problemas y, a su vez, mejora la toma de decisiones en las áreas de inversión en máquinas y mejora de procesos. La simulación también es un componente importante de la iniciativa de digitalización de GKN Aerospace.
GKN Aerospace creó un modelo de simulación con Plant Simulation, simuló escenarios de producción histórica de la vida real para validar la precisión del modelo y utilizó el modelo para probar futuros escenarios y opciones de aumento de volumen de producción. Además, la capacidad de Plant Simulation para visualizar el proceso de producción en un entorno 3D dinámico fue poderosa, ya que ayudó a los empleados de GKN Aerospace a comprender mejor el diseño, el proceso de producción y el flujo de material.
El proyecto piloto de Simulación de Plantas tenía tres objetivos principales: evaluar la aplicabilidad de Plant Simulation para GKN Aerospace, pro-duce una plantilla de simulación que facilitará el uso de la herramienta de simulación en otros sitios pro-ducción y analizará el aumento de volumen esperado en una de las familias de productos vegetales (o flujos de valor). Los tres objetivos se cumplieron con éxito con Plant Simulation.
Otro beneficio, algo no planificado, obtenido del piloto de Simulación de Plantas fue que le dio a GKN Aerospace una mejor comprensión de cómo se manejan los datos relacionados con la producción dentro de la empresa, lo que les permitió identificar varias áreas potenciales de mejoras importantes en la integración de sistemas y flujos de datos.
Por último, todos los conocimientos obtenidos con Plant Simulation se obtuvieron a través de la creación de un modelo gemelo digital de producción realista sin interferir con la producción real.
“Tenemos mucha variabilidad planificada y no planificada en nuestra planta”, dice Ragnhild Hansen, ingeniero de tecnología/proyecto del sitio GKN Aerospace Kongsberg. “Por ejemplo, el manejo de la no conformidad es una actividad no planificada que tiene un fuerte impacto en nuestro rendimiento a favor de la ducción. Plant Simulation nos ayuda a analizar el impacto de la variabilidad en el rendimiento de la planta, ya que de lo contrario es casi imposible”.
Martin Asp, ARQUITECTO MOM-MES, GKN Aerospace Engines Business Line, TI-IS dice que el sistema de producción de GKN Aerospace es muy complejo e incluye variabilidad tanto en volumen como en mezcla de productos. “Es un sistema dentro de un sistema, con muchas interdependencias, lo que hace que sea difícil de analizar sin una herramienta adecuada”, dice. “Como tal, hemos encontrado que Plant Simulation es una herramienta que puede manejar esta complejidad y resaltar ideas beneficiosas.” GKN Aerospace también utilizó la capacidad única que Posee Plant Simulation para representar trayectorias de flujo de material y volumen con el Diagrama de Sankey para ayudar a demostrar a su equipo de gestión la complejidad y muchas interdependencias de la producción y el flujo de material de GKN Aerospace. En un diagrama de Sankey, el ancho de una línea representa el volumen (material o técnicos) que fluye o se mueve en esta ruta (un concepto similar es común en los mapas de tren o metro). Un ejemplo de la importancia del análisis de trayectorias de flujo de material es la célula de trabajo de tratamiento térmico único, que admite varias secuencias de valor.
Plant Simulation mostró al equipo de producción de GKN Aerospace que la avería y el mantenimiento de los equipos de instalación estaban afectando la producción de su producto de bastidor trasero de turbina líder en sólo un cuatro por ciento, lo que contradijo sus proyecciones originales. Por otro lado, Plant Simulation reveló que la producción manual afecta al 72 por ciento del plazo de entrega, lo que muestra claramente dónde la optimización puede ser más impactante para GKN Aerospace. “Nos dimos cuenta de que necesitábamos cambiar el análisis de producción estático que estábamos haciendo a uno dinámico, así que empezamos a usar Plant Simulation”, dice Mikael Carlsson, GERENTE DE MOM-MES, GKN Aerospace Engines Business Line, TI-IS. “Decidimos incluir procesos no conformes en nuestro modelo de simulación. Predecir los plazos de entrega para los pedidos de reelaboración es un desafío para nuestro negocio. Utilizando diferentes escenarios en Plant Simulation podemos ver el impacto en el tiempo de entrega de diferentes tipos de reelaboración. Mediante el uso de la simulación de planta pudimos identificar un cuello de botella causado por la reelaboración en combinación con el flujo de producción principal. Resolvimos esto añadiendo una nueva estación de trabajo”. Con Plant Simulation, GKN Aerospace puede simular toda una línea de producción y llegar a conclusiones concretas sobre posibles mejoras de rendimiento. Tal simulación dinámica considera dependencias de producción y flujo de material entre máquinas y células de producción.
“Encontramos que la capacidad y los resultados de utilización obtenidos con Plant Simulation eran un 30 por ciento más precisos que nuestros métodos anteriores”, dice Hansen.
Rendimientos tempranos positivos
El proyecto piloto de Simulación de Plantas proporcionó a GKN Aerospace una herramienta de software que puede manejar su objetivo estratégico para reducir el tiempo de entrega pro-ducción con la expectativa de que en última instancia resultará en una ventaja competitiva ya que Plant Simulation ayuda con las pruebas y la validación de escenarios de producción, ahorrando tiempo y dinero.
GKN Aerospace también utilizó Plant Simulation para calcular la capacidad de producción y visualizar el flujo de material. La simulación también ayudó a identificar fácilmente los cuellos de botella, ya que GKN Aerospace puede ejecutar Plant Simulation durante cualquier período de producción (por ejemplo, una semana). Plant Simulation también ayudó a GKN Aerospace a planificar los cambios de producción y responder preguntas operativas. “Después del completo piloto de simulación de plantas que hemos llevado a cabo en nuestra planta de Kongsberg en Noruega, estábamos convencidos de que la simulación de plantas se puede utilizar para crear un modelo de simulación de nuestros motores aeroespaciales procesos pro-ducción”, dice Karl-David Pettersson, SVP Engineering &Technology, GKN Aerospace Business Line. “Nos ayuda a optimizar los procesos de producción, utilizar mejor nuestros activos de producción, validar el flujo de material, reducir wip y determinar cuándo tenemos que comprar nuevos equipos de producción para aumentar la capacidad de producción.”
El proyecto se llevó a cabo con el apoyo de consultores de Siemens, lo que ayudó a GKN Aerospace a intensificar la simulación de plantas. En algún momento, surgió una necesidad de simulación de su sitio de producción estadounidense, ya que GKN Aerospace estaba planeando cambiar el flujo de productos y quería entender el impacto en la entrega a los clientes. Los ingenieros de GKN Aerospace construyeron un modelo de simulación para apoyar esto, por su cuenta, con la ayuda de los consultores de Siemens, lo que fue una buena señal para la rampa de GKN Aerospace con habilidades de simulación.
Jonas Steen, Director de Sistemas de Información de Inserción Tecnológica de GKN Aerospace Engines Business Line, concludes, “GKN Aerospace Engines Business Line produce productos complejos con requisitos de calidad excepcionalmente altos en un volumen bajo, utilizando equipos muy caros, que a veces se utilizan para varios productos. La combinación de todo esto crea un escenario de producción muy complejo, de modo que sólo una herramienta de simulación avanzada como Plant Simulation puede manejar esta complejidad.”
Para tener una compra más exitosa de la innovadora metodología que ofrece Plant Simulation, el equipo del proyecto se aseguró de involucrar a las personas de producción de la planta en la actividad. Tal ejemplo es la participación de Daniel Bryn, un gerente de flujo de valor de eje en la planta, quien cree que la simulación de plantas es un medio esencial para reducir el plazo de producción, que es una iniciativa fuerte. Un ejemplo de una importante necesidad de simulación que vino de su flujo de valor es el análisis del área de la tienda de pintura. Como el proceso de pintura incluye una gran cantidad de procesos diversificados a favor de la ducción, no es completamente sencillo entender el flujo y la dinámica dentro de esta área, y había una sensación de que sólo las personas que trabajaron allí realmente pueden entenderlo y optimizarlo. Pidió analizar cómo aumentar la tasa de ejes procesados en esta área, sin aumentar el poder del hombre, y de hecho, se hizo tal simulación, revelando ideas prometedoras.
En otro proyecto de simulación para este flujo de valor, evaluaron la introducción de toda una célula automatizada para ejes (manipulación robótica de materiales, fresadora de torneado acoplado automático, etc.). Plant Simulation ayudó a analizar cómo las nuevas máquinas afectarían la secuencia de producción, ayudó a compararla con el rendimiento de máquinas similares que ya tenían y mostró cómo esto afectaría a las máquinas existentes en la línea. Esta actividad también demostró que GKN Aerospace puede reutilizar un modelo de simulación de un flujo de valor a otro.
Plant Simulation también proporciona valor con escenarios relacionados con el cliente, lo que permite a GKN Aerospace mostrar su innovador proceso de producción. “Plant Simulation se puede utilizar para mostrar al cliente una línea de producción activa o un concepto planificado de una línea de producción de una manera muy dinámica y visualizada que destaca la innovación de GKN Aerospace”, dice Bryn.
Como resultado de este proyecto piloto, GKN Aerospace puede utilizar la simulación de plantas en varias áreas, como el soporte de la fabricación lean. Plant Simulation ayuda a GKN Aerospace a comprender mejor sus flujos de valor y las grandes cantidades de datos que la compañía no está utilizando completamente. El proyecto piloto también ofreció a GKN Aerospace una transparencia significativa en sus instalaciones de producción y les permitió mejorar sus procesos. Plant Simulation se utiliza tanto para procesos completamente nuevos como para flujos de valor (áreas de campo verde), sino también para admitir (continuar) la mejora de los procesos de producción existentes. Además, se identificaron algunas nuevas iniciativas de simulación potenciales con Simulación de Plantas, como el análisis del espacio de producción de la planta, la planificación de procesos operativos, el apoyo a los procesos de licitación y otros.
GKN Aerospace también tiene algunas ideas sobre cómo pueden utilizar Plant Simulation para hacer frente a los nuevos desafíos que la pan-demic COVID-19 presentó. Por ejemplo, el gemelo digital de producción creado con la simulación se puede utilizar para una gran cantidad de revisiones virtuales y reducir la interacción cara a cara de los empleados. Además, la visualización y simulación de una línea de producción ayuda a comprender el flujo de producción, casi como si hubiera visitado la línea.
“Hemos aprendido que Plant Simulation es una gran herramienta de simulación que apoya nuestro esperado cambio de volumen de producción”, dice Pettersson. “Sin duda demostró su valor.”
Producto: NX CAM Industria: Aeroespacial y Defensa
La integración de CAD/CAM optimiza la creación de datos de producción
Fabricación de piezas de alta calidad y precisión con maquinaria simultánea y de múltiples ejes
Heiwa Sangyo Co., Ltd. (Heiwa Sangyo) fabrica productos que requieren alta calidad y precisión, incluidos motores y estructuras para aeronaves, componentes de transporte ferroviario de alta velocidad y piezas para cohetes. La empresa se especializa en maquinaria simultánea y de múltiples ejes, además de la fabricación de moldes. Heiwa Sangyo cuenta con un conjunto diverso de herramientas de maquinaria. En este contexto, el software NX™ del especialista en administración de ciclo de vida de productos (PLM), Siemens PLM Software, se ha vuelto indispensable como sistema principal de fabricación asistida por computadora (CAM).
Con operaciones en Funabashi e Ichikawa en la Prefectura de Chiba, así como en Komagane en la Prefectura de Nagano, Heiwa Sangyo usa otros dos sistemas además de NX: uno exclusivamente para el diseño asistido por computadora (CAD) y el otro solo para CAM. El uso de NX como sistema de CAD/CAM integrado está en aumento.
NX (antes denominado software Unigraphics®) se implementó inicialmente en Heiwa Sangyo a fines de los 90. En ese momento, la empresa usaba un sistema de programación de control numérico (NC) muy caro que no ofrecía una relación de costo/beneficio favorable. Heiwa Sangyo tenía muchos clientes de la industria pesada y consideraba expandir sus negocios y pasar a la fabricación de herramientas para moldeado con bajo consumo de energía. La empresa eligió NX por su costo menor y porque era ampliamente utilizado en el sector de moldeado con bajo consumo de energía.
En el momento de su introducción, NX se usaba para la fabricación de moldes, pero también ayudó a Heiwa Sangyo a adquirir nuevos negocios. “NX es la principal solución de CAD/CAM en el campo de motores de aeronaves”, explica Yasuhiro Yao, presidente de Heiwa Sangyo. “Antes, el trabajo de diseño se hacía en 2D, pero a partir del 2000, las empresas de moto-res pasaron a usar la 3D y la herramienta que se utilizaba era NX. Por eso, el uso de NX generó nuevos pedidos para nuestra compañía”.
La integración de CAD/CAM acelera la creación de datos de producción
Heiwa Sangyo fabrica piezas basadas en datos de diseño proporcionados por sus clientes. Los clientes suelen brindar apenas el modelo de la parte terminada con algunas instrucciones de maquinaria y otros documentos. Los ingenieros de Heiwa Sangyo deben crear los datos adicionales para el proceso de fabricación, incluido el diseño de accesorios y plantillas de sujeción. “El proceso de modelado para crear los datos de fabricación es bastante complejo”, explica Shinichi Ohara, Departamento de ingeniería de fabricación, Heiwa Sangyo. “Con el enlace de CAD y CAM, NX resulta extremadamente eficaz a la hora de resolver este desafío”.
Heiwa Sangyo usa NX en todos los procesos, desde el momento en que se reciben los datos del cliente hasta que se ponen a funcionar las herramientas de maquinaria. En muchos proyectos, Heiwa Sangyo debe crear planos a partir de los diseños mediante el uso de los recursos de elaboración de bocetos de NX. Cuando la maquinaria involucra tantos pasos y varios tipos de herramientas de maquinaria, los ingenieros usan NX para crear instrucciones de trabajo y planes de procesamiento. “NX es una solución completa de CAD/CAM que usamos cuando necesitamos pasar del diseño y la creación de planos a la producción en la planta”, afirma Ohara.
Trabajar con los datos del cliente
En muchos casos, los datos de diseño suministrados por los clientes no están en el formato nativo de NX. En esos casos, la empresa importa los datos en NX con formatos comunes intermedios como el Standard for the Exchange of Product Model Data (STEP) o el formato de software Parasolid®.
Los recursos de modelado de la tecnología sincrónica de NX son particularmente útiles al trabajar con datos importados. “Perdemos los parámetros originales al importar los datos proporcionados y terminamos con un modelo que no podemos revisar con el modelado convencional”, afirma Ohara. “En ese caso, el uso de la tecnología sincrónica nos permite cambiar el tamaño de los agujeros o mover las superficies en los modelos que no tienen historial, por eso la usamos mucho”.
Heiwa Sangyo también usa las funciones de modelado de NX para la solución de problemas cuando hay incidentes al convertir los datos a partir de otros sistemas. Los problemas de traducción requieren tiempo adicional para limpiar y reparar los datos y pueden afectar el cronograma de producción. Los problemas de conversión de datos se vuelven aún más serios cuando los datos en 3D se brindan sin planos, ya que la empresa debe trabajar apenas con los datos de la forma. “Según el sistema utilizado para crear el modelo de la pieza, pueden ocurrir problemas como la falta de superficies al importar los datos”, explica Ohara. “NX es capaz de leer y de editar fácilmente esos datos, incluso si hay un problema. NX es muy útil para reparar los datos cuando ocurren problemas de conversión”.
Post Builder logra el máximo rendimiento en herramientas de maquinaria
Debido a que Heiwa Sangyo está en el negocio de fabricación de productos reales, la empresa debe ser capaz de crear código de NC para una amplia variedad de herramientas de maquinaria y configuraciones de controladora. Se necesitan más de 15 tipos de postprocesadores para el funcionamiento de las herramientas de maquinaria de la empresa. La creación de estos procesado-res puede resultar muy difícil y los ingenieros de Heiwa Sangyo usan el recurso integrado NX CAM Post Builder para mejorar este proceso.
Antes de NX CAM, Heiwa Sangyo se apoyaba en otras compañías para crear postprocesadores. “Con el sistema de CAM que usábamos antes, tercerizábamos el desarrollo de los postprocesadores necesarios para cada herramienta de maquinaria”, cuenta Ohara. “Teníamos que comprar los procesadores para cada herramienta de maquinaria, pero no podíamos agregarles ni cambiarles nada. Una cosa que nos encanta de NX CAM es su capacidad de personalizar rápidamente los postprocesadores. Les brinda a los usuarios funciones dedicadas en una interfaz de usuario fácil de emplear que responde a las solicitudes de los usuarios de CAM”. Yao resume los méritos del postprocesamiento con NX: “el postprocesador era una caja negra, pero con NX Post Builder ahora podemos crearlo y ajustarlo nosotros mismos”.
Reducción a la mitad del tiempo de capacitación
En un sector en el que aumenta a cada día el uso de CAD/CAM, NX ayuda a reducir el costo y el tiempo necesarios para la capacitación del personal. “Otros sistemas apenas se dedican a CAM o a CAD, por lo que hay que aprender dos herramientas para usarlas como un sistema de CAD/CAM. NX es una solución integrada de CAD/CAM, así que solo requiere la mitad del tiempo de capacitación”, afirma Ohara. Las funciones que permiten la creación y la edición intuitivas de los modelos, como la tecnología sincrónica, son eficaces cuando las usan ingenieros con algunas habilidades en CAD.
Confianza en el desarrollo y el soporte del sistema
Antes de NX, Heiwa Sangyo usaba otro sistema de CAM como solución principal. El otro sistema se consideraba más fácil de usar para las máquinas simultáneas con múltiples ejes, que es la especialidad de la empresa. No obstante, los cambios en el desarrollo continuo de ese sistema se concentraban más en funciones de diseño que en CAM y el sistema perdió sus ventajas anteriores.
“La dirección del desarrollo (más alejado de la producción) es evidente en las características de cada sistema”, afirma Yao. “En ese punto, creo que NX es una herramienta que se ha desarrollado de forma constante durante un largo periodo”.
Heiwa Sangyo también valora el soporte como una de las razones clave del uso de NX como su sistema principal. “NX brinda bibliotecas de herramientas y portaherramientas valiosas, incluso para tareas que realizamos en otros sistemas”, comenta Shinichi Ohara, quien administra la operación de NX en Heiwa Sangyo. “Además de las funciones principales de CAM, NX también admite tecnologías periféricas como las plantillas y las biblio-tecas de diseño usadas en CAD. Creo que el soporte completo es la razón más importante por qué hemos podido usar NX a nuestra manera. Podemos hablar directamente con el desarrollador y, para una empresa de nuestro tamaño, la comunicación directa se vuelve algo personal y tranquilizador”.
Buscar el futuro de la fabricación
Heiwa Sangyo ve muchas ventajas en NX, por ejemplo, la compatibilidad del software con los recursos avanzados de las herramientas de maquinaria más recientes. La empresa también está sintonizada con el potencial de NX bajo Siemens, que también fabrica controladoras para herramientas de maquinaria líderes del sector y tiene la reputación de ser un facilitador para maquinaria compleja de alto rendimiento. “Siemens es un líder establecido en el campo de controladoras de CNC para herramientas de maquinaria simultáneas y con múltiples ejes”, comenta Yao. “NX forma parte de la misma marca Siemens. Desde el punto de vista del usuario, esa integración tecnológica sienta las bases para resolver problemas de la próxima generación”.
Heiwa Sangyo está ampliando de forma independiente el uso de NX al enlazarlo con sistemas de control de calidad. La calidad es un elemento importante para las empresas involucradas en la fabricación y entrega de productos reales que satisfagan altos estándares de consumo. Actualmente, la empresa emplea NX para crear los datos de NC de producción de los clientes y enviarlos a las herramientas de maquinaria. Heiwa Sangyo está desarrollando un sistema para respaldar la fabricación de alta calidad en todo el proceso, lo que representará una ventaja competitiva importante. “Queremos ser capaces de tomar un resultado de fabricación y elevar la calidad a un nivel superior mediante la acumulación y el análisis de esos resultados”, menciona Yao.
Producto: Impresión DMP Industria: Aeroespacial y Defensa
El software Frustum Inc. y la experiencia en impresión directa de metales de 3D Systems reducen el peso del soporte de los aviones un 70% mientras cumplen con todos los requisitos funcionales El enigma de equilibrar el diseño de una pieza con las limitaciones de la fabricación ha existido desde la Revolución Industrial. Las técnicas de fabricación convencionales tienen capacidades limitadas para realizar geometrías complejas o componentes de forma orgánica de una manera rentable.
Esto da lugar a menudo en componentes donde la funcionalidad y el rendimiento son una compensación. Ahora que la impresión 3D, especialmente la impresión directa de metales (DMP), se ha convertido en una alternativa de fabricación viable, las restricciones impuestas por la fabricación tradicional se han eliminado en gran medida. En respuesta a esto, ahora están surgiendo herramientas de software para la optimización de diseño multidisciplinar para ofrecer un punto de convergencia. El software de optimización de topología ahora es capaz de generar los diseños más eficientes para la fabricación en un solo paso en la última generación de sistemas DMP. ¿Traducción? Lo que modelas es lo que fabricas. Esta confluencia de tecnologías se demostró recientemente en un proyecto llevado a cabo por la empresa de software Frustum y el servicio de piezas bajo demanda de 3D Systems, Quickparts. El proyecto fue un desafío publicitado por GE Aircraft para reducir el peso de un soporte de aeronave mientras mantiene la fuerza necesaria para satisfacer todos sus requisitos funcionales, apoyando principalmente el peso del encogimiento mientras el motor está en servicio.
La naturaleza crítica del peso
Desde el comienzo de los viajes motorizados por tierra, aire o mar, los ingenieros se han esforzado por equilibrar las exigencias del peso frente a la fuerza. La ley de equilibrio se ha vuelto más crítica en los últimos años con una mayor competencia manufacturera mundial, medidas más estrictas de conservación de la energía, aumento de las presiones de costos y tiempo de entrega. El peso es especialmente crucial para los aviones modernos. Aunque un Boeing 737 pesa aproximadamente 65 toneladas métricas, eliminar sólo una libra de peso puede generar ahorros de cientos de miles de dólares cada año para las compañías aéreas. Distribuya esa cifra para incluir todos los aviones en todo el mundo y los ahorros son superiores a los 10 millones de dólares, según un libro blanco de GE Aircraft.
Optimización del diseño
Para el desafío GE Aircraft, el software de Frustum para la optimización de la topología proporcionó los primeros pasos para abordar problemas críticos de peso frente a fuerza. La optimización de topología determina el diseño de material más eficiente para satisfacer los requisitos de rendimiento exactos de una pieza. Tiene en cuenta el espacio permitido, las condiciones de carga de la pieza y las tensiones máximas permitidas en el material. El software de Frustum genera automáticamente geometrías optimizadas a partir de archivos CAD existentes.
Crea material entre las características de diseño para hacer estructuras óptimamente rígidas y ligeras. Las superficies lisas y mezcladas reducen el peso y minimizan las concentraciones de tensión. “Basado en un diseño de piezas convencional existente, nuestro software produce automáticamente geometría optimizada para la fabricación aditiva, sin necesidad de realizar ninguna remodelación”, dice Jesse Blankenship, CEO de Frustum. A diferencia de las piezas fabricadas por métodos CNC o de fundición tradicionales, la complejidad del modelo generado por la optimización de la topología no es preocupante, ya que DMP maneja modelos extremadamente complejos tan fácilmente como los simplistas. La complejidad no tiene costo alguno.
Proporcionar la experiencia en impresión 3D
Una vez generado el diseño inicial, la experiencia de 3D Systems entró en juego. Quickparts, el servicio de fabricación bajo demanda de 3D Systems, es el proveedor líder mundial de piezas únicas y diseñadas a medida, que ofrece citas instantáneas en línea, experiencia en diseño e impresión 3D y soporte de servicios de fabricación probados.
Este servicio mundial está especialmente versado en los aspectos más complicados de la impresión directa de metales. “La impresión directa de metales es mucho más compleja que la impresión de plásticos”, dice Jonathan Cornelus, gerente de desarrollo de negocios de Quickparts de Sistemas 3D. “Ayudamos a nuestros clientes a desarrollar piezas adecuadas para DMP, con riesgos minimizados para distorsiones de piezas o bloqueos de construcción. Imprimimos componentes utilizando parámetros optimizados basados en nuestra experiencia a largo plazo en la impresión de piezas para los clientes.”
Fabricación de una mejor parte
En el caso del soporte de la aeronave GE, el software de Frustum tomó el archivo CAD original y realizó la optimización de topología en un solo paso, entregando un archivo STL. 3D Systems proporcionó asesoramiento de fabricación sobre el proceso, las especificaciones de los materiales, la mejor orientación de construcción para ofrecer propiedades óptimas de la pieza, tolerancias alcanzables e identificado el riesgo potencial de deformaciones.
La pieza fue construida sobre un sistema 3D Systems ProX™ DMP 320. El ProX DMP 320, introducido a principios de enero de 2016, ofrece varias ventajas para optimizar el peso frente a la fuerza para el soporte del avión. Los parámetros de compilación preestablecidos, desarrollados por sistemas 3D basados en el resultado de casi medio millón de compilaciones, proporcionan una calidad de impresión predecible y repetible para casi cualquier geometría.
Una arquitectura totalmente nueva simplifica la configuración y ofrece la versatilidad para producir todo tipo de geometrías de piezas en titanio, acero inoxidable o súper aleación de níquel. Titanio fue elegido para el soporte de avión GE, basado en su fuerza superior incluso cuando el material se aplica finamente para bajar el peso de una pieza. Los módulos de fabricación intercambiables para el sistema ProX DMP 320 reducen el tiempo de inactividad al moverse entre diferentes materiales de pieza, y una cámara de construcción de vacío controlada garantiza que cada pieza esté impresa con propiedades probadas de materiales, densidad y pureza química. La pequeña porción de material no impreso se puede reciclar por completo, ahorrando dinero y proporcionando beneficios ambientales.
Un abridor de ojos
La pieza completada, diseñada por Frustum y DMP fabricada por sistemas 3D, superó todos los requisitos de condición de carga especificados por el desafío GE y se mantuvo dentro de la misma huella mientras reducía el peso en un asombroso 70 por ciento. “Este es el tipo de proyecto que debería ser un verdadero revelador para las empresas automotrices y aeroespaciales, donde reducir el peso al tiempo que proporciona la misma o mejorada funcionalidad es el alma de sus operaciones de diseño, ingeniería y fabricación”, dice Cornelus.
Más allá del diseño y el rendimiento de la pieza en sí, Cornelus señala que la optimización de la topología asociada con DMP a menudo puede consolidar ensamblajes de varias partes en una sola parte más fuerte, eliminando sujetadores y conectores que a menudo son la causa de errores. Por último, está la codiciada ventaja de la velocidad. Las piezas de calidad de producción en materiales resistentes como acero inoxidable, titanio y súper aleación de níquel pueden ser giradas por sistemas 3D en tan solo dos semanas para satisfacer el ritmo cada vez más rápido en innumerables industrias.



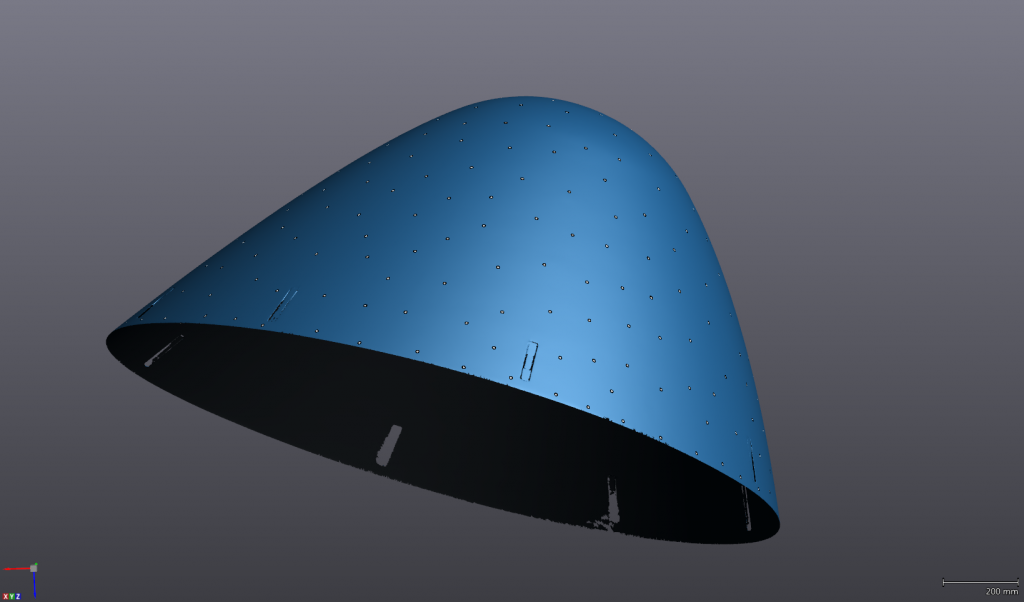
 La cámara de fotogrametría MaxSHOT 3D mide objetos grandes con alta precisión
La cámara de fotogrametría MaxSHOT 3D mide objetos grandes con alta precisión


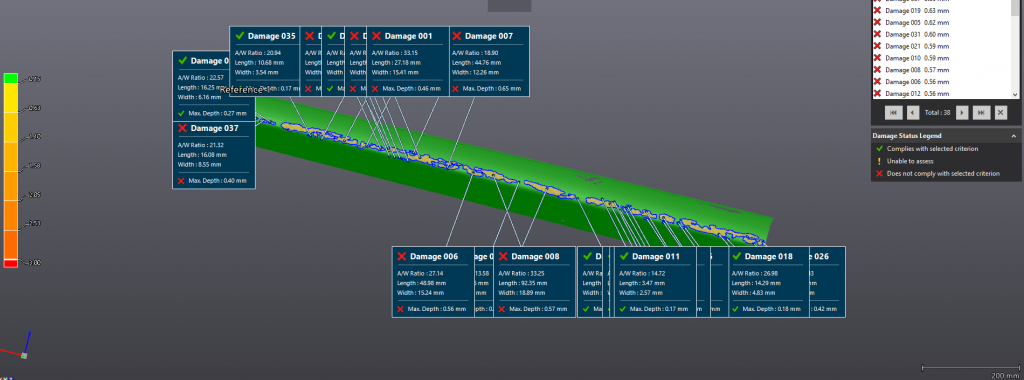
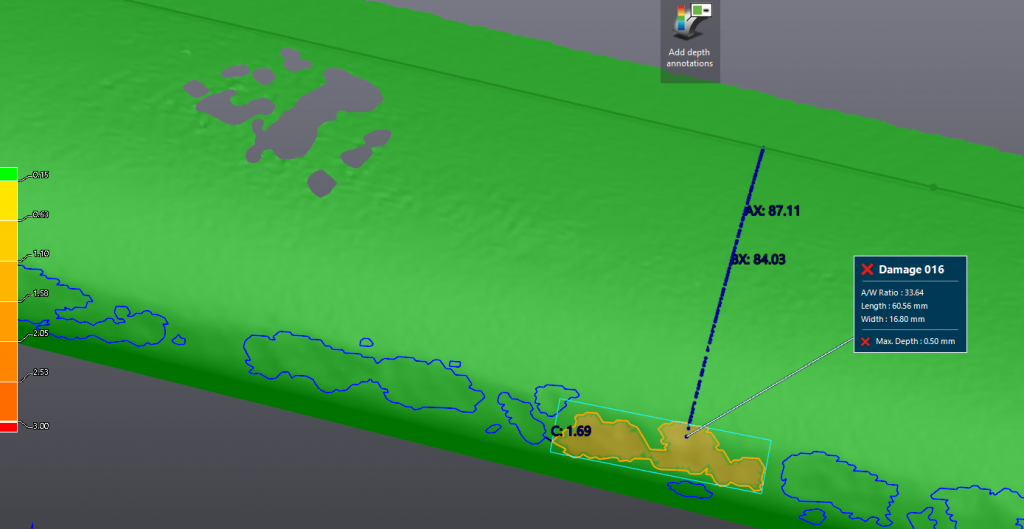




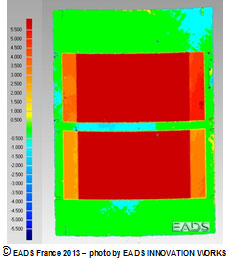
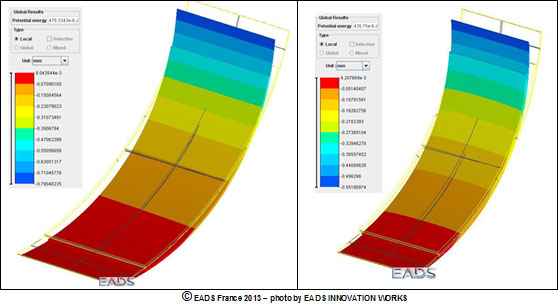





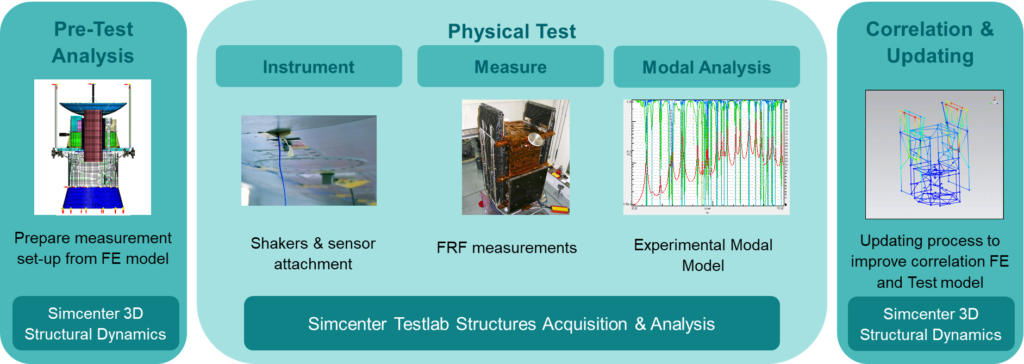










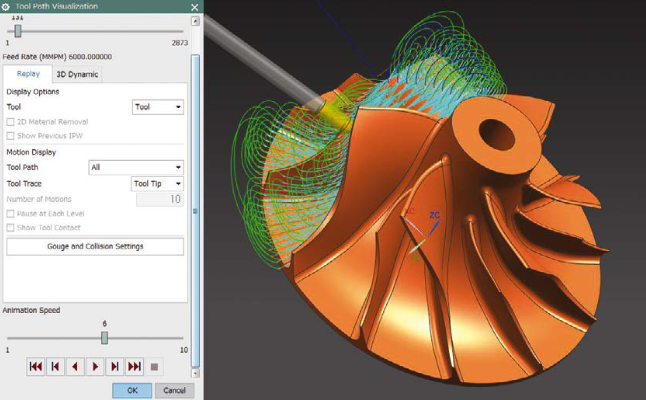













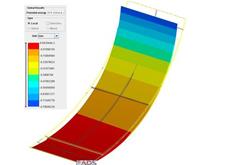{kind=link}