Product: Artec Leo
Industry: Automotive and Transportation
Every time forensic accident reconstruction expert Jarrod Carter, Ph.D., steps up to a twisted wreck, he sees a book of stories waiting to be told: how fast was the car moving when it slammed into the bridge? How many seconds before impact did the driver hit the brakes? Was everyone inside wearing their seat belts? And how well did the car’s safety features protect its occupants?
When Carter and his team at Origin Forensics are called upon to help tell the story behind a wreck, they collect a wide variety of data, including 3D site models from drone photos and tripod-based laser scanners, police reports, scene photos or videos from police or others, surveillance footage, stop-light camera video, dash cam video, and event data recorder (EDR, a.k.a. the car’s “black box”) data.
These varied sources offer up a broad spectrum of details from the seconds leading up to and including the crash: brake usage, accelerator application, steering wheel angle, lateral/longitudinal acceleration, roll rate, engine RPMs, gear positions, and more.
A recent addition to their storytelling toolbox is the Artec Leo.
Origin uses the Leo, a wireless handheld 3D scanner unlike any other, to tell the story behind the twisted metal that is a wrecked vehicle. Based on experience, they have found that the Leo can faithfully generate a digital twin of a vehicle’s exterior or interior in under an hour, from bumper to bumper, with submillimeter accuracy.

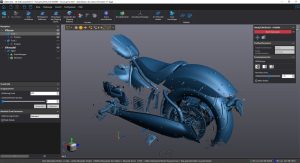
Artec Studio software screenshot showing the Leo scan of the 2014 Dodge Charger
In the past, as part of their push to create digital twins of wrecked vehicles, they used a tripod‑mounted 3D laser scanner. The scanning process entailed physically repositioning the scanner numerous times around the vehicle, at multiple elevations, inside and out, to record as much detail as possible.
And, even with all the repositioning, the detail, while tremendously better than the plumb bob and tape measure method Carter used at the beginning of his career, was still lacking in the qualities necessary to create a convincing digital twin.
Another significant problem with the tripod-based laser scanner workflow was time. Each scan with a tripod-based scanner takes several minutes, not including the time associated with repositioning. A detailed scan of a vehicle could easily take an hour and, in some cases, as much as two or three hours.
A brief window of time to scan the entire vehicle
When Carter and his team get down to work, they generally have a window of four to eight hours of access to a vehicle, and scanning is not their only agenda item. And, as a rule, they treat their time with the vehicle as though it is the last time they, or anyone, will ever see it. So, any time savings afforded during the scanning phase provides extra breathing room to ensure that the inspection is as complete as possible.
“This (the issue of time) is one of the main reasons I kept my eye out for a better solution than our tripod‑based laser scanner. I was looking for speed and flexibility, which Leo gives us, especially since it has no cables or attached computer to slow you down. I no longer feel as though the rest of the inspection is being rushed so that I can make sufficient time to scan the vehicle,” Carter said.

Jarrod Carter Ph.D., scanning a Dodge Minivan with Artec Leo (at Insurance Auto Auction in Puyallup, WA)
“Because the vehicle is at the very center of our work, it is important to spend enough time gathering the data needed for its digital twin, even when that took us a lot longer than it does today. Now, with Leo, we collect the data for the vehicle’s digital twin so much faster. And I can use the touchscreen on the back to check the quality of the 3D mesh it’s making, the texture being captured, to make sure I have what I need before I leave,” said Carter.
“If I missed some aspect of the vehicle or didn’t get the detail I wanted in an area, I can easily rescan the bit I’m interested in with a wave of the scanner. It’s not like in the past with our tripod-based laser scanning workflow, where we’d have to wait till we got back to the office and started processing the data before we realized that some texture or geometry was captured less than ideally. With Leo, when we walk away from the vehicle, we’re confident it’s all there.”
The crucial need for extensive, true-to-life textures
As it relates to the texture data, Carter expressed high praise for the Leo’s capability, “What we weren’t expecting with Leo was the fidelity of the texture information it captures. The color and surface details appear photorealistic, or very nearly so. And the texture is not isolated to the individual points in the point cloud, like with a tripod-based scanner.”
“Instead, the texture fills the spaces between those points. A side benefit of filling in the gaps comes when you examine the vehicle from perspectives you didn’t consider when you were at the inspection. Now I’m not limited by the photos I took at the inspection. I can generate, on demand, what look like inspection photos of different aspects of the vehicle.”
Carter continued, “With Leo, we get highly accurate scans that provide more than enough geometry data for any analysis we need to conduct. And then you add in the photo texture to make it real. I remember the first time I zoomed in on the model of a vehicle we captured with our Leo. It was phenomenal. It looked exactly like the vehicle, which is what you want with a digital twin. We weren’t able to generate such high-fidelity models in the past. Not even close.”

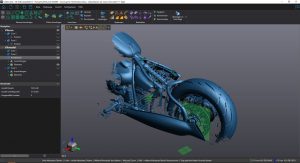
Artec Studio screenshot showing the Leo scan of the Dodge Minivan
Having a digital twin of the vehicle that’s lifelike down to the smallest detail has become an expectation for Carter and his team since they started using their Leo. “When we sit down to go through the Leo scans in Artec Studio, it’s like being right there alongside the vehicle exactly as it looked during the inspection. We can visualize the evidence from any perspective we want, and we can measure it with exceptional accuracy,” Carter said.
Inspecting vehicle damage in Artec Studio
Carter explained one way they use the data from their Leo, “Once we compile the scans of a damaged vehicle, we align any undamaged portions of that vehicle with a 3D model or scan dataset of a similar undamaged vehicle. The comparison of damaged to undamaged allows us to determine the extent of crush on the damaged vehicle, which then provides a springboard for determining the direction and magnitude of collision forces, as well as how much energy was absorbed in the collision.”
“We can estimate change-in-velocity (delta-V) from absorbed energy and impact speed with enough other evidence. Additionally, we can use the comparison between the damaged and undamaged vehicles alongside our collision analysis to assist other experts who are trying to determine how the occupants were injured, and still other experts who are assessing the potential that some aspect of the vehicle’s design or manufacturing caused or enhanced those injuries.”
From 3D scan to biomechanical injury analysis
Origin Forensics also uses the data from Leo for biomechanical injury analysis. Here Carter and his team translate the outer crash event to the events involving the occupants inside the vehicle. A key aspect of the analysis focuses on determining how the occupants were interacting with the interior features of the car from the moment of impact onwards.
In Carter’s words, “We match up the occupant’s injuries to the elements of the passenger compartment that caused them, and determine whether any of the safety features there failed to perform as expected, whether that’s airbags, seat belts, or something else that was designed to mitigate injury. Could something have been designed or manufactured differently to prevent those injuries? We analyze every possible scenario, from beginning to end.”

Carter and Rothwell reviewing Leo scan data of the 2014 Dodge Charger in Artec Studio
During initial consultations with a client, in-person or over the web, Carter can share his screen and bring up the digital twin his team generated with their Leo, pointing out and explaining any relevant details.

Inspecting the Charger’s crush deformation patterns using Artec Studio’s surface distance mapping feature
As Carter explained, “Navigating around such a detailed 3D model provides a valuable adjunct to any 2D photos of the vehicle, which are frozen in time from the chosen perspective. Often the client will be curious about a specific aspect of the vehicle and we can take them right there and show it to them as though we were standing next to the vehicle or looking at a photo taken from that particular perspective.”
Using Leo scans for comprehensive vehicle damage reports
Following initial consultations with a client, there may be a need to submit a written report or to testify in deposition or trial. Generating exhibits that help the report reader or jury member understand the nature and extent of the damage sustained by an involved vehicle, or vehicles, is frequently an integral part of the process. And the 3D models generated from Leo scans provide the assets needed to create compelling visual exhibits.
Forensic Technician Kyle Rothwell, Origin Forensics’ in-house expert on Leo, described how he processes the Leo scans in Artec Studio software: “After importing our Leo scans, first I run Global Registration on a group of scans, then Outlier Removal on each of the groups, after which I align them.”

Rothwell processing the Leo scans of the 2014 Dodge Charger
“Then I clean up any stray geometry data, such as bits of glass, dirt, asphalt, etc. Once the raw data is registered, aligned, and cleaned up, I orient the scans to set the ground plane and rotate the object so that the right side view = the right side of the vehicle.”
Rothwell continued, “Then I run a Sharp Fusion, followed by a Fast Mesh Simplification. For a vehicle, a mesh density of about 2 million to 5 million triangles is appropriate for what we need. From there, I will apply the texture information for export and select the reduced glare. I normally use an 8K texture map to retain the smaller details. Then the model is ready for export, usually in .OBJ format with .PNG texture.”
3D digital twins of vehicles: even better than the real thing
Even though the majority of the cases that Carter and his team handle are settled out of court, or dismissed, and therefore never go to trial, if they do, their Leo has given them the ability to do what they always dreamed of: to put a true-to-life, virtual representation of the vehicle right in front of the jury.
“It’s even better than being up close with the vehicle itself, since with the digital twin, I can zoom in, rotate it however I want, and show everyone any part of the damage from any angle or magnification they’d like. And all of this evidence is fresh from the accident, so it represents what I saw during my inspection,” said Carter.

Preparing for inspection in Artec Studio: merging the Charger scan with an exemplar 3D model of the same vehicle
“In the not-too-distant future,” Carter hinted, “it may be commonplace that juries will have their own monitor or be wearing VR goggles when such exhibits are presented, which would make the impact of the Leo scan data all the more unforgettable. We could take them on a guided tour around or inside a vehicle, calling their attention to key aspects on demand.”
“In the past, we would have to bring the actual car to the courthouse and take the jury out to see it, which is an expensive operation with no guarantee the court will even allow it. With the data we generate from our Leo, now we can bring the car to the courtroom and let the jurors walk around it virtually.”

Using Artec Studio’s surface distance mapping to visually inspect the crashed Charger’s damage
So, what led Carter to the Artec Leo? While searching online and comparing all the handheld 3D scanners available on the market, Carter found the YouTube channel of Artec Ambassador Digitize Designs. From there, he reached out and spoke with Bo Helmrich, the company’s 3D Scanning Expert, who introduced him to the Artec Leo by sending videos of the scanning process and example data from a vehicle scan.
To show them how effectively the Leo would meet their needs, for the demo, Helmrich scanned the entire exterior of his Toyota Highlander with Leo, which took 32 minutes from start to finish. 90 minutes later and the scans were processed and ready to go. Carter remembered his first impressions of the 3D model he received:
“I was just blown away by the geometric detail, as well as the textures I was looking at because they’re massively important in the work we do. Now, without the quality of the underlying 3D data being so high, the textures wouldn’t be nearly as effective. Because both the textures and the 3D data contextualize each other.”
Carter explained further, “If for any reason the polygonal mesh is out of whack, distorted, or warped, even in the least, no amount of amazing texture is going to save that. Fortunately, Leo delivers brilliant results in both categories. We saw it then and we see it in every single project we use it for today.”
Learning to use the Leo, from unboxing to scanning in minutes
After purchasing their Leo, Carter and his team were given remote training on how to use the scanner and Artec Studio software. Rothwell commented on his experience with this:
“Learning how to use our Leo on smaller objects like a Pelican case was a joy. Right out of the box, Leo was ready to go and generating detailed models in just a few minutes. Scanning larger objects was a bit more challenging at first, so I found a different approach.”
He elaborated, “I learned that it worked best when I broke down the project into smaller chunks, which meant scanning each vehicle in sections and then loading them one by one in Artec Studio. Now we have consistent and accurate results every time.”
When asked about the difference in their work that Leo has made, Rothwell said, “When I think back to how we were scanning before our Leo came onboard, there really is no comparison.”

Forensic Technician Kyle Rothwell scanning a vehicle with Artec Leo
He continued, “The Leo is on an entirely different level. Operationally, it’s the feedback you get while scanning (real-time review), the ability to capture fine details, and the quality of color texture information that absolutely set the Leo apart.”
With their extensive engineering backgrounds and reconstruction experience, Carter and his team are regularly called to work on accidents that require a deep level of understanding of the physics involved in a crash. Further, they frequently extend their analysis to evaluating the injuries sustained by a vehicle’s occupants.
That’s the reason why big names such as Chrysler, Ford Motors, Honda, Jeep, Nissan, Progressive, Safeco, Toyota, and other companies and agencies across the United States regularly turn to Origin Forensics. Their in-depth investigations, detailed reports, and honest consultations bring existing clients back, and drive frequent referrals to new clients.
Origin Forensics’ guiding motto is “Veritas, Fidelitas, Claritas” (Truth, Faithfulness, Clarity). Their motto defines their mission, which is to discover the truth, while faithfully representing the evidence using the latest and best technologies, and then presenting their findings to clients, judges, and juries with the utmost clarity.
Carter explained why Leo is essential to their mission, “I want to push the boundaries of what’s possible in forensic accident reconstruction, and that requires me to always be on the lookout for the best technologies, so we can provide exceptional services and solutions for our clients. That’s why I chose the Artec Leo. It gives us that edge beyond anything else on the market.”