



Product: MJP 3D Printer
Industriy: Casting
Established in 1966, Protocast-JLC is a one-stop precision investment casting manufacturer for a variety of quality- and innovation-oriented industries, including aerospace, energy, communications, medical, and military, among others. The full-service investment casting foundry has built a strong reputation among its customers for its ability to tailor production to meet customer demands, and the addition of a ProJet® MJP 2500 IC investment casting printer by 3D Systems has contributed to that reputation. In addition to helping the foundry deliver intricate, high-quality investment casting patterns faster, the flexibility of digital production has enabled Protocast to win more customers by providing a cost-effective way to fulfill orders of any volume.
Protocast specializes in the pouring of aluminum, steel, and copper-based investment casting alloys and has built a reputation among its customers for successful casting outcomes on unique parts that would be impossible to tool and injection mold. These parts include thin walls and intricate details. For example, amplifier horns on satellites, which have “hyper-thin walls” that could not be done any other way, according to Chris List, Business Development Manager at Protocast.
Protocast has built this reputation through the incorporation of additive technologies for 3D printing casting patterns. Foundry owner John List began incorporating additive technologies through third-party providers as a way to help his customers achieve more intricate parts and bypass the design limitations typical of conventional casting pattern production. However, outsourcing pattern production made it challenging for Protocast to fully set and control delivery schedules, which typically hovered around twelve to thirteen weeks when relying on a vendor to supply the pattern.
To improve self-sufficiency, predictability, and costs, Protocast purchased 3D Systems’ ProJet MJP 2500 IC, to produce castable 3D printed parts in-house. Since integrating its own 3D printer, lead time from order to delivery has shrunk from multiple months to same-week delivery.

According to Chris, who is Protocast’s primary operator of the ProJet MJP 2500 IC, 3D Systems’ digital foundry solution has helped the foundry remove steps from its previous process, particularly in aluminum castings and for detailed parts. Using conventional methods, some of the parts Protocast produces would require two to four tools to produce. “Now, we can get something printed and in someone’s hand in a week if we have to,” says Chris.
The ProJet MJP 2500 IC is a 3D printing solution for the digital foundry that uses 100% RealWax™ investment casting wax to deliver fast and cost-effective, tool-less wax patterns. By eliminating tooling, the ProJet MJP 2500 IC reduces the time and expense of transitioning from a design to a cast part, and 3D Systems’ VisiJet® M2 ICast material, a paraffin-based wax, integrates seamlessly into standard investment casting workflows. It is now possible to produce high quality cast parts in a fraction of the typical time.
The ProJet MJP 2500 IC has been a great tool for Protocast, particularly in steel castings, and performs identically to the foundry’s existing processes. Chris says the foundry is getting reliable casting results with its in-house 3D printed patterns simply by calculating shrink rates and applying them to the geometry in 3D Sprint®.
“Our customers have responded very well to these parts, and I think the time and cost savings enabled by this process contribute to that response,” Chris says. “Taking a drawing and turning it into metal has traditionally been a drawn-out process. The immediate satisfaction of holding a physical part is awesome.”

Protocast reports an easy transition to the digital foundry and is now able to defy conventional limitations on casting pattern production in terms of both complexity and speed. Operationally, the main difference between life before the ProJet MJP 2500 IC and life with it, is that the foundry no longer needs to outsource casting patterns to other facilities. “We were used to using 3D models for our projects, and the software is easy to use,” says Chris, who uses 3D Systems’ 3D Sprint® software that comes with the ProJet MJP 2500 IC primarily for splitting patterns and engineering. “It’s just really easy. You can’t put it any other way,” he says.
As for the 3D printer itself, Chris says it has proven to be a valuable tool for more than final pattern production: “The machine hasn’t stopped running since we got it,” says Chris. In addition to production patterns, Protocast uses its ProJet MJP 2500 IC to produce scaled-down versions of customer parts to aid in both quoting and sales. “This capability has been very beneficial because it shows our customers we are able to get started right away, and it also gives us common ground to have engineering discussions as needed.”
Faster time to parts, high quality casting patterns, and enhanced customer communication are all great advantages. The biggest advantage of all, however, has been growth: “I think the ProJet MJP 2500 IC has opened up a new customer base for us,” says Chris. “Before, we weren’t able to accommodate as many jobs that needed flexible production quantities. Now, we don’t have to wait for any tooling and we don’t have to add twenty thousand dollars in tooling to the quote we give our customers.”
Given the success of integrating the ProJet MJP 2500 IC into its workflow, Protocast is now considering the purchase of additional machines to continue growing its capacity and providing its customers with enhanced service.
“Managing how we’re going to produce parts is a huge deal for us and our customers,” says Chris. “The ProJet MJP 2500 IC has given us a reliable solution in that regard, and that is in addition to its ability to help us with near-instant parts-in-hand and fast quoting. It really is an amazing tool to have.”
“Good toolmakers are hard to find,” says List, “but we’ve found one with this machine.”
Product: Solid Edge
Industry: Industrial Machinery
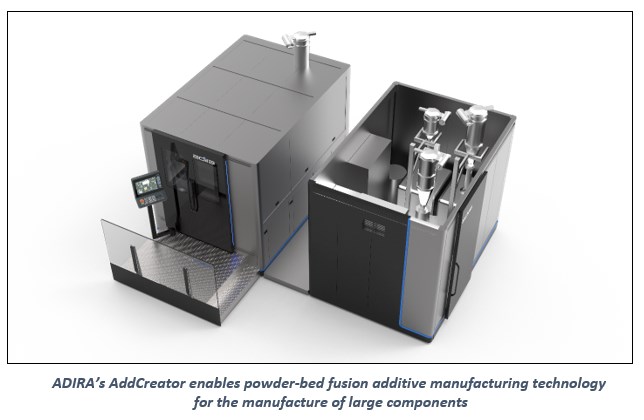
ADIRA, based in the Porto area of Portugal, has a long history of success in the design and manufacture of sheet metal machinery. Its products include press breaks, shears, laser cutting systems and custom solutions. ADIRA sells its machinery in 60 different countries where it is used by manufacturers in many different industrial sectors. ADIRA’s most recent approach focuses on additive manufacturing with the development of a radical new powder bed fusion system, the AddCreator.
Bed-powder fusion is a relatively recent technology that was first proposed in 1995. Use a laser or electron beam to melt and fuse metal dust. Other than sintering, the fusion of powder and bed completely melts the metal powder to produce a solid and homogeneous mass. This process can quickly and accurately create high-strength and geometrically complex components. ADIRA’s unique implementation of additive powder bed fusion manufacturing is called “laser shingle fusion”.
According to Tiago Oliveira, Chief Marketing Officer of ADIRA, “A unique feature of the AddCreator is the ability to apply mosaic laser fusion to large-scale component manufacturing. We have developed a modular, mobile construction chamber that moves around the dust bed area. From a manufacturing planning perspective, larger components are divided into smaller segments. By using our patented scanning strategies, the scanning fields overlap ensuring the correct “dot” of the tiles. This results in highly accurate and homogeneous parts.”
The combination of the manufacture of large components and the accuracy of 100 microns of the laser system is giving rise to interest in AddCreator from manufacturers in different segments of the industry. An example is from the aerospace industry for the manufacture of turbine rotors. These components feature curved geometries and complex internal chambers and are very expensive to manufacture using traditional machining methods.
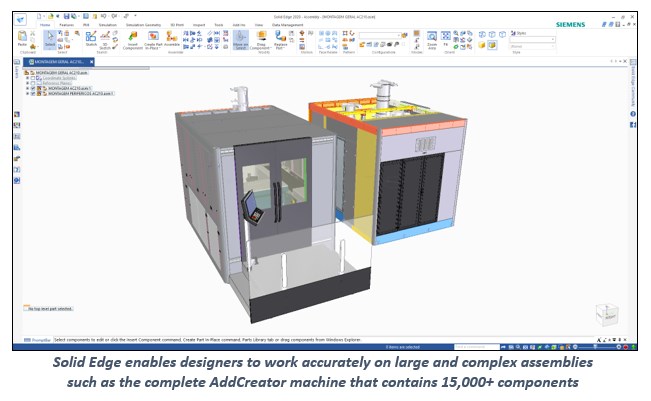
ADIRA has been using Solid Edge successfully for several years for the design of its sheet metal manufacturing machinery. They are now applying this knowledge to the development of AddCreator. The complete AddCreator machine includes structural elements, sheet metal housings, a grated system for positioning the construction chamber, and high-precision electromechanical subassemblies. According to AddCreator project manager Joao Paulo Santos, “we have created an accurate 3D CAD model of the complete machine with more than 15,000 components. Solid Edge allows us to work accurately in this very large assembly. For example, our designers can specify that certain areas of the assembly become “inactive” when they focus on other areas. This improves system interactivity for our designers.”
It also describes some of the benefits ADIRA is achieving using unique synchronous technology within Solid Edge: “Synchronous technology allows us to design faster and make changes more easily. An example of the power of synchronous technology is its ability to work with 3rd-part CAD data. One of our partners provides us with STEP files of the components they develop and manufacture for us. Using synchronous technology, we access the complete 3D design, use it in our assemblies, and directly edit smart features like holes.”
It continues, “We also receive high-quality technical support from our local channel partner Cadflow. We work with Cadflow to train in specific Areas of Solid Edge for our designers. We also participate in your solid edge-specific capabilities webinars, for example, in the design of steel structure structural elements.”
In the future, ADIRA plans to investigate additional Solid Edge capabilities. These include generative design, technical publications, electrical circuit design, and enhanced data management capabilities. ADIRA uses Siemens SIMATIC Controllers for its machines. Closer integration of the mechanical, electrical and software aspects of its designs is another area in which ADIRA sees interesting possibilities for future collaboration with Siemens.
Product: 3DArtec Eva, Artec Studio, Geomagic Design X
Industry: Automotriz y Transporte

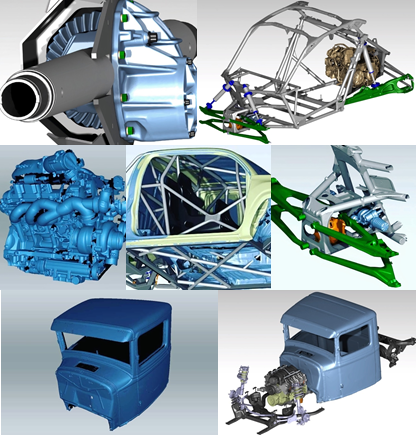
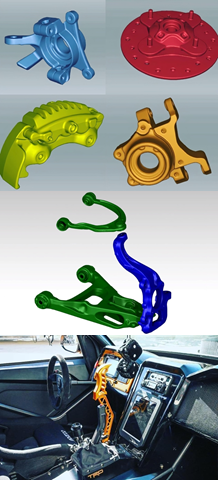
Of the hundreds of high-performance chassis that Jason Heard and his partner Jack Fisher have created over the years, not a single one has failed. When running outdoors or around a track at breakneck speeds, apart from a serious accident, most of what can happen does not endanger the driver’s life. Whether it’s a busted engine, an electrical system failure or a transmission break, these facts are rarely fatal. A chassis failure, on the other hand, is almost certain to be lethal. That’s what makes today’s high-performance chassis designs so demanding. If the design is too light, resistance and safety are at stake. But if more materials are used, or harder, in excess, performance will resent it. Chassis design specialists at Tekk Consulting Inc in Southern California try to achieve maximum strength-to-weight ratio on every custom chassis they build.
Their impeccable reputation in the industry allows them to book customers months in advance and a steady flow of private client projects, some very important, including large OEMs. But it wasn’t always like that. In 2018, with more than a decade of chassis design to its credit, Tekk Consulting Inc. had reached a point where, although the technical aspects of its work were perfect, they were constantly in a race against time to complete their projects while maintaining the high standards for which they are known.
At the time it was not possible to increase the number of customers, and that meant not being able to assume the volume of projects needed to take the lead in the crazy chassis design industry. So Jason and Jack completely analyzed their workflow. They started by looking for ways to do it faster and more effectively, without sacrificing quality in the slightest. One of the first things they focused on was how they were measuring the bodies, parts and components of cars. The traditional method of using gauges, tape metrics, and rules was how they ensured that dimensions were accurate. But it was a terribly slow process, which required hours and even days for each project. They began reading about car customizers and stores that use 3D scanning to replace manual measurement methods. I saved them hours on every project, they read. They soon found their site on artec’s 3D website. Artec Eva caught his eye. A lightweight handheld 3D scanner, Eva captures millions of points every second, in minutes creating high-precision 3D models of auto parts and many other types of objects. So they called their local Artec dealer to arrange an on-site demonstration.
As Heard says, “That’s how it was. In the first 15 minutes of the demonstration, we learned that we had found our answer. So we bought it at the time. I didn’t need any training, it’s that easy to use. We didn’t even read the manual. We just bought it and then spent the rest of the afternoon scanning around the store. At the end of the day, we had our workflow underway.”
Since then, Tekk Consulting Inc has used its Artec Eva every day, in hundreds of projects including Brad Deberti’s @ThePerformanceTruck, jobs for the top 10 automakers, as well as all kinds of classics, muscle cars, multiple SEMA projects, and much more. Heard explained: “If you ask someone who works in this business, they’ll tell you this: your reputation is your life. Regardless of the reason, you don’t have to take shortcuts, because safety is everything, and never ever bite more than you might want. That means you don’t have to take shortcuts, because safety is everything, and never ever bite more than you can chew.” He continues, “Our Artec Eva gives us the power to do more and better than ever before. Without sacrificing accuracy or safety. In fact, we can now digitally capture any body structure or partial geometry presented to us, no matter how complex. Fast and accurate.”
I heard you described your scanning workflow with Eva: “For the parts and components, I built a small turntable on which I scanned the parts. If they are bright, I use some baby talcum powder or an aerosol diffuser. That adds something like 1/5000 inch to the surface lining, so it doesn’t affect the scan quality at all.” He continued: “Then I scan the piece, two passes on one side, two passes on the other, just to make sure I have it all. Then for the parts of the component machinery, to get the exact space between the bolt holes, and the holes themselves, for example, only draw them in Geomagic Design X after measuring them with a micrometer. That’s super easy and fast.” “When we’re scanning bodies and cabs,” Heard says, “we usually scan geometry broadly first. Then more slowly we’re going to scan parts of here or there. Then we align them with the scan of the first pass. After this we process the scans in Artec Studio.”
He explained his process in the Artec Studio software: “I use the Eraser tool, which allows me to easily erase everything I don’t want. The base of the turntable, any accessories, etc. Depending on how long I have, sometimes I do a self-alignment, or do it manually, and then after everything is aligned, I make a Global Record, etc.” “But in large cabins and structures, I don’t do Global Registration, I just limit myself to Sharp Fusion, because it works perfect to keep everything together and compact. After that, the scans are exported to Design X/SOLIDWORKS 2020, where they begin designing the chassis.
Eva made it possible for Tekk Consulting Inc. to maximize the space inside the truck (@ThePerformanceTruck), “where the chassis tubes are perfectly positioned against the truck deck,” which also means having extra space inside the cab, so that the head is far enough away from the chassis itself. As a safety factor, in Heard’s words, “It’s a pass.”
In the event that the car or truck is overturned, there should always be sufficient distance between the chassis and the head. With Eva, they’ve been able to maximize this. “And that for us is an incredible plus. It is the direct result of having a perfect scan of the car or truck body, which allows us to design a chassis that fits like a glove.”
Every car customizer that has ever needed CAD files from an OEM knows of the frustration, even from time to time, of waiting and waiting for them to arrive. When project deadlines approach and customers despair, that’s when patience runs out. As Heard says, “If we had to wait for CAD files before we get to work, there would be no way we could meet the tight deadlines we have, by any means. Now we don’t have to wait. We scan it ourselves, whether it’s a Porsche or a Toyota or a batch of parts, whatever.”
“And when we compare our scans with Eva with the CAD files that finally appear… wow! You wouldn’t believe how similar they are. At first we were surprised, but after hundreds of projects, we got used to it. Now we don’t even wait for CAD files. We just scan and get to work. That alone has saved us days of waiting.”
When it comes to working with classic cars, rarely, if ever, are such CAD files. That’s when 3D scanning becomes a decisive factor in the project. Heard explained: “With Eva, I can scan entire parts or chassis of classic cars.” He continued, talking about the possibilities, “I can transform it however I want into Geomagic, print it in 3D or mill it with CNC, or sell it online to companies around the world that do this kind of work. Stores with few workers who are manufacturers or builders and produce between 10 and 20 cars a year, thus operating 90% of the sector.” As for manufacturing tolerances as part of the process, these are also noticeable when scanning 3D cabs and bodies directly from the assembly line. According to Heard, “CAD files from OEMs are known to not take into account manufacturing tolerances.” He explains, “If you work with an American car, you could have a 1/4 deviation,” and that would be acceptable. In a really expensive foreign car, for example, it will be maybe 1/8″. Our scans with Eva are much more accurate than that. So when we look at the differences between 3D scans and CAD files, we consider those tolerances.”
Much more can be scanned in a day than can be measured by hand, Heard said: “For example, yesterday morning I scanned the front suspension of a new Raptor, 360 degrees, everything. Then I scanned five different race seats, added to the frame geometry, and now the scans can be taken to any CAD file when we are designing the chassis, so these seats will be perfectly mounted.”
Tekk Consulting Inc. has enthusiastically adopted 3D scanning with Eva that they have started selling their scans online through their digital market in DIYoffroad.com. Over the years they have been contacted by hundreds of car customizers and chassis designers in many countries around the world. And the market just makes it grow. Heard has been recommending Artec Eva to everyone in the sector. In his words, “I totally agree to share what we do here. Including details about the amazing technology we’ve been using. Thanks to our Eva, we are where we are today, with a lot of backlog and the ability to choose our projects.” Jason Heard imagines a future in which, “Every car workshop and designer will have their own 3D scanner and printer. The market is already moving in this direction. Specialists around the world will create digital content, for use in their stores, or to sell online to other customers.”
He also tells us: “An example: an Italian takes his Eva and scans a new Ferrari, or a classic one, with the parts he wants, fenders, bumpers, etc., and hours later he put it all together in a pack, or customizes it and turns it into a wide body kit.”
Another aspect of Tekk Consulting Inc.’s high-performance design work is Finite Element Analysis (FEA) on scanned components, usually through thin layer approximation. This involves capturing the precise dimensions of the parts and then analyzing their mechanical strength and stiffness, or how much they can bend and what that deviation looks like in the CAD. This process allows them to redesign a component to solve a point of failure, while ensuring that the component works the same or better than before.
In the past that required hand-measuring these components, which often took hours, including double checking and re-measuring. But now with their Eva in hand, they’re accurately capturing those pieces in minutes. From the control axes to the swivel joints, the anti-roll bars to the entire suspensions. There is no need to re-measure or recalculate.
Heard explained why that’s so crucial, “No matter how surprising your FEA is, if the data coming in is faulty, even for a fraction of a millimeter it can be a disaster. There is no way to improve those systems if they already come with measurement errors.” “Our Eve has been a big change for us. Now I’m going to take a lot of pieces and scan them before lunch. By the end of the day, we’ll have done all the tests and everything will be ready to create the final design.” To sum up the effect Eva has had on her work, Heard adds, “When you build race cars and there was a phase that used to take you 14 to 16 hours, and now it only takes you 2 to 3 hours, it’s a huge difference, not to mention the precision and safety that Artec Eva offers us.”







