Product: Geomagic Design X Industry: Automotive and Transportation
In order to retrofit a construction machine, two of its parts were 3D scanned, reverse engineered and milled anew.
Artec’s Gold Partner in Turkey Teknodizayn has successfully completed a project for replacing old parts of a construction machine with new ones, milled from 3D models that were made with Artec Eva, a high-precision portable 3D scanner for large objects.
The job was commissioned by Assan ASP, a well-known international manufacturer and distributor of construction machine spare parts.
Normally it would take Assan ASP a couple of weeks to measure and draw these parts, and some of the elements were quite difficult to measure accurately with traditional methods.
After a demonstration by Teknodizayn, Assan ASP managers saw that it is significantly easier and much faster to work with Artec 3D scanning solutions and Geomagic reverse engineering software on cases like this.
The task was to duplicate two independent parts of a construction machine (drawbar & yoke assembly and circle assembly) for future use.
The task was to duplicate two independent parts of a construction machine (drawbar & yoke assembly and circle assembly) for future use. The parts needed to be accurately manufactured from the data obtained during 3D scanning and then fitted to the same type of construction machine.
“As we know, Artec 3D scanners are the best to use in situations where there is a big part that needs to be scanned in a location where conditions are difficult. This was exactly this kind of situation,” says Ali Can Boysan, Sales & Technical Support Manager at Teknodizayn.
Ali had to scan on the premises of the manufacturing facility, wearing special safety equipment. He used the Artec Eva scanner along with the Artec battery pack as there was no immediate access to the mains power supply.
Ali Can Boysan scans the drawbar & yoke assembly with Artec Eva.
“The freedom of movement with the Artec battery pack was a huge advantage, I walked around the parts freely,” says Ali.
The parts featured some shiny and metallic surfaces, so those areas needed to be sprayed before scanning.
“Artec Eva was the suitable scanner for this job as the parts were very big and the accuracy required was in the range of Artec Eva’s accuracy,” says Ali. “The scanning was pretty fast and easy considering that those were huge parts, around 3 meters.”
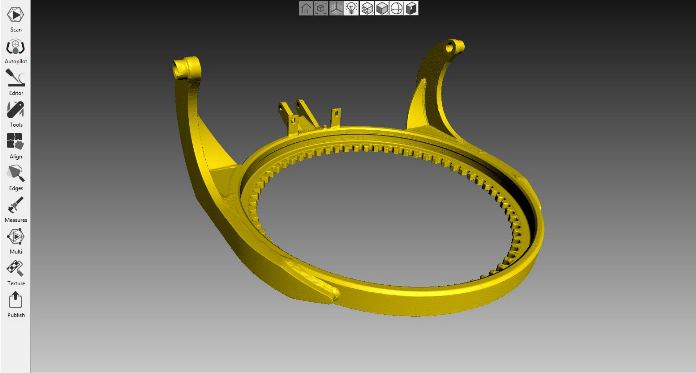
Scanning the circle assembly with Artec Eva.
Each part took 30-40 minutes to scan in detail (including the top and bottom areas).
“Those were very fast scan sessions,” says Ali. “No other scanner can measure such big parts this accurately and fast.”
Once he was done with the scanning, Ali transferred the data to his computer at the Teknodizayn office. Post-processing each part in Artec Studio 11 3D imaging software took around 4-5 hours. There were numerous scans from different angles on both top and bottom sides of the parts, which added up to a large amount of data.
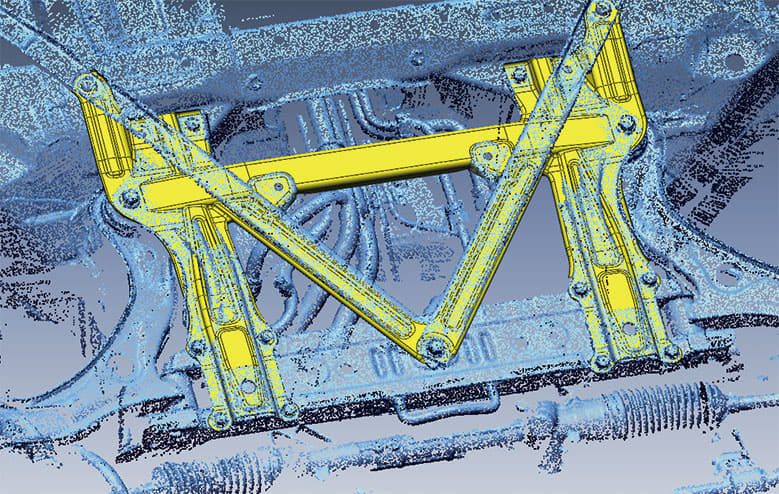
The .stl model of the drawbar & yoke assembly in Artec Studio 11.
The data was processed manually. First the unnecessary parts of the scans were erased, and then the scans were aligned using the quick and simple point to point alignment algorithm. Then Global Registration with Texture and Geometry was applied, which resulted in a dense and accurate point cloud that needed to be meshed. The next step was Sharp Fusion with the best possible resolution, creating .stl mesh models ready for reverse engineering.
The .stl model of the circle assembly in Artec Studio 11.
The files were exported to Geomagic Design X reverse engineering software. “This is no doubt the best, fastest and easiest program among its competitors,” says Ali. “Our reverse engineering specialist first auto-regioned the parts and then aligned them to coordinate planes. Later he parametrically drew the solid models accurately, feature by feature. After 7-8 hours of working on each part, the solid models were ready to be manufactured directly.”
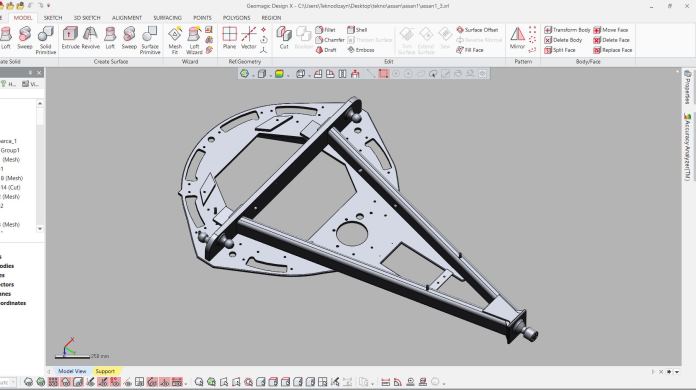
The drawbar & yoke assembly in Geomagic Design X.
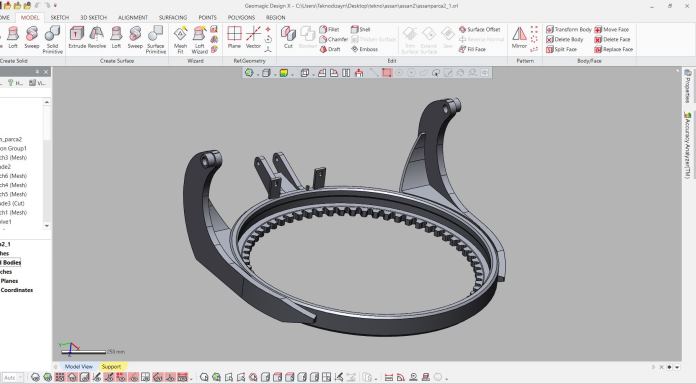
The circle assembly in Geomagic Design X.
The manufactured parts achieved the exact precision required. They were installed and tested on a working construction machine, proving to fit very well. Assan ASP were impressed with the results and bought an Artec Eva, Space Spider and Geomagic for SOLIDWORKS CAD bundle to improve their traditional workflow and use the technology in future R&D.
Want this delivered to your inbox?
Be the first to hear about new offers and updates from Artec 3D.Email *Sign me up to the Artec 3D newsletterArtec 3D may send me offers and promotions
Product: Geomagic Design X, Control X Industry: Automotive and Transportation
When it comes to design and quality assurance innovation, companies tend to fall into two categories: those that wait until the last moment to adopt new technologies so they won’t be left behind, and those that are always at the forefront, aiming at continuous improvement.
Asano Co., Ltd., a Japanese metal-processing manufacturer serving the automotive and motorcycle industries, is clearly the second type of company, adopting 3D scanning technologies that have had a profound effect on its design and quality assurance processes.
Design work has been transformed by reverse engineering using Geomagic Design X software, and quality assurance from the speed and accuracy of Geomagic Control X software. Both products come from 3D Systems.
A business mainstay Un pilar empresarial
Asano designs and manufactures a wide range of prototype sheet metal parts, metal molds, jigs, machinery and other parts. The company is known for its use of leading-edge technologies for projects such as reducing automotive weight through the use of carbon fiber-reinforced thermo-plastics (CFRTP).
Mr. Norimichi Abe, Group Leader of Asano’s General Control Group for CAD Machine Processing, began experimenting with 3D capture devices and Geomagic Design X nearly 10 years ago. Mr. Abe now considers reverse engineering a mainstay of Asano’s business. He estimates that the company has completed more than 200 projects using 3D scanning and Geomagic Design X.
Geomagic Design X is designed from the ground up to convert 3D scan data into high-quality feature-based CAD models. It provides everything needed to capture geometry for objects of all sizes and create manufacturing-ready designs, including automatic and guided solid model extraction, exact surface fitting to organic 3D scans, mesh editing and point cloud processing.
“Geomagic Design X is the best reverse engineering software available, providing a great balance of features and an ability to handle huge point clouds with ease,” says Mr. Abe. “It goes beyond powerful feature-based modeling to offer the flexibility of a variety of modeling methods, including automatic surface creation. This makes it the ideal tool for a wide range of modeling challenges.”
Integrating design for greater stability
A recent project for Spoon Inc., a Japanese company that provides tuning kits and specialized parts for Honda racing and street cars, exemplifies Asano’s expert use of 3D scanning technologies.
The project involved designing a new plate for the front underbody of a Honda S660 sports car. The original part suffered from torsion during hard braking and rolling. The plate was designed originally as part of the complex base assembly of the car, which would have made it very time-consuming to redesign from scratch.
Instead of going back to the drawing board, Asano scanned the front underbody surface of the S660. Geomagic Design X was then used to process the scan data and design a new precision plate that could be mounted in place of the original.
“The redesigned plate could be attached to the car simply, without any processing, and it was so precise that the undercover could be mounted without alterations,” says Mr. Abe.
The redesigned plate provided greater stability, according to Mr. Abe, based on the fact that the suspension and body were integrated into a single box like a sub-frame.
Getting it right the first time
Beyond point capture and processing, Geomagic Control X has evolved into a central tool for the efforts of Asano’s Quality Assurance Section to reduce the number of trial sheets for its prototypes and to produce an accurate mold on the first attempt.
“We are aggressively pursuing various new testing methods that are faster and more precise than the ones we’ve used in the past,” says Mr. Hiroshi Imai, Section Chief for Quality Assurance at Asano’s Gunma Plant.
Geomagic Control X enables manufacturers to take precise measurements of parts from 3D scanners and accurately compare them to digital reference data for first-article inspection and other metrology applications. The software instantly generates 3D reports of measurements, tolerances and deviations.
Asano uses 3D scanning and Geomagic Control X to speed the parts testing process and gain more accurate data on deviations from the original design.
“During trial production it is important to grasp the entire shape and surfaces of sheet metal parts,” says Mr. Matsumoto, who is in charge of testing the Asano Quality Assurance Section. “Before we began using Geomagic Control X, if the results weren’t good enough when we pressed the prototypes and measured them with a laser, it was difficult to determine whether it was a problem with the shape or with the laser. This wasted a considerable amount of time.”
Two to three times faster
Because of the time and effort required for capturing and processing data, Asano could only do product feature testing for mass-produced products.
“Except for the mass-produced products, the only testing methods available to us were to check the surface by 3D measurement to designate and measure arbitrary points on the surface,” says Mr. Tetsuya Matsumoto. “This made it difficult to grasp the entire shape. Immense time and labor were spent on clarifying product features.”
With an accurate 3D scanning device and Geomagic Control X, Mr. Matsumoto says that Asano can now grasp the cause of deviations at a glance.
“Our testing is two to three times faster than in the past, and we can aim for much higher manufacturing efficiency.”
Adopting new technologies such as reverse engineering and 3D metrology is an ongoing process at Asano, something that is baked into the company’s DNA.
“We anticipate needs and take up any and every challenge,” says Mr. Akio Kishi, Director of Asano’s Management Promotion Office. “This stance is one of our company’s core strengths.”
Product: Geomagic Design X/Control X Industry: Automotive
The #28 Cummins Diesel Special shocked the racing world in 1952 when it captured the pole position at the Indianapolis 500 (Indy 500) with the fastest lap time in history. This feat, along with the car’s many other innovations, won it a prominent place in racing history.
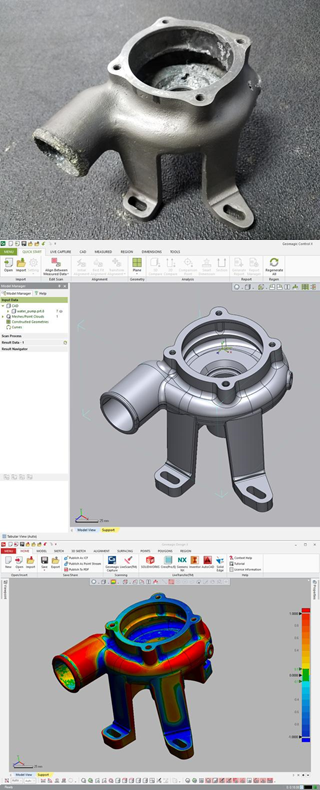
Sixty five years later, #28 was invited to the Goodwood Festival of Speed in the United Kingdom to participate in the legendary Goodwood Hillclimb along with hundreds of modern and heritage cars. While preparing #28, the Cummins engineers discovered that the water pump was so corroded it would probably not survive the event. If the #28 car was to make it to Goodwood in working order, it needed a new water pump.
The original water pump was a unique design specific to the #28 car, which meant no spare production parts would fit the bill. To complicate matters further, they had to ship #28 within a matter of weeks, which ruled out traditional sand-casting methods as infeasible for a replacement part given an estimated lead time of 10 weeks. Instead, Cummins engineers turned to reverse engineering and metal additive manufacturing (AM) using a ProX DMP 320 metal 3D printer by 3D Systems with help from 3rd Dimension Industrial 3D Printing, a high-quality production metal manufacturer specializing in 3D direct metal printing (DMP). The new water pump was 3D printed in only three days and the entire process took five weeks instead of 10.
A Page Out of Racing History
#28 was the first Indy 500 car equipped with a turbocharger and the first whose aerodynamics were optimized in a wind tunnel. It ran its four qualifying laps at a record-breaking average speed of 138.010 mph.
Since its momentous run in 1952, #28 has been displayed at the Indianapolis Motor Speedway Museum and the Cummins corporate office building. In 1969, #28 ran a lap around the Indy track prior to the start of the race to mark the Cummins 50th anniversary celebration. The last time #28 ran was at the Goodwood Festival of Speed in the late 1990s.
“As we prepared the car to run again for the first time in almost 20 years, we noticed severe pitting and corrosion on the water pump,” said Greg Haines, design and development leader for the X15 engine and member of the Cummins history and restoration team. “In a few places, the housing was pitted all the way through and was only kept from leaking by mineral deposits that covered the holes. We needed a new housing quickly if we were to meet our commitment to run the car at Goodwood.”
Racing to Produce a New Water Pump
The baseline method for building a new pump housing is the same method that it used to build the original pump: machining a plastic or wood pattern and using it to form a sand mold for casting. Using this method, it would have taken about 10 weeks to build a single housing, ruling out a run at Goodwood. The lead time for the new water pump housing could have been reduced by 3D printing the new casting pattern or even 3D printing the sand casting mold itself, but the greatest productivity gains available came from bypassing the casting process altogether and using reverse engineering and 3D printing to produce the final part directly in only five weeks—50 percent faster.
Scanning
Cummins engineers began by scanning the existing water pump housing with a CT scanner. They selected a CT scanner because the pump contained many undercuts and other internal geometries that would have been impossible to capture with a laser scanner or other line-of-sight imaging tool.
Inspecting
To verify that the scan data was accurate before moving forward, the engineers imported the point cloud data generated by the CT scanner into Geomagic Control X inspection and metrology software where they separated and aligned the internal and external geometry of the pump.
“For a project like this, we typically separate out the internal volute geometry from the body so we can model it as a core and do a comparison back to the point cloud data to be sure all our work is accurate,” said Chris George, master CAD model team leader for advanced system design for Cummins.
Reverse Engineering
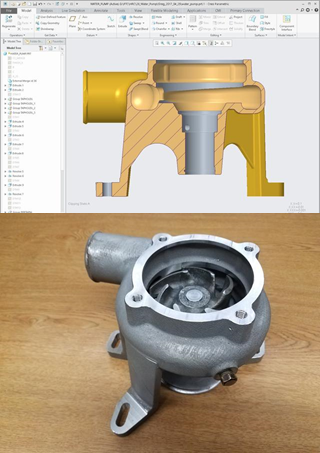
With good scan geometry to jump-start its design work, Cummins used Geomagic Design X reverse engineering software to convert the point cloud to a nonparametric solid model to perform CAD fit checks. These checks helped the Cummins team determine the right assembly dimensions for the impeller and shaft and how everything would ultimately fit and seal together.
According to George, Cummins uses Geomagic Control X and Geomagic Design X as its primary software for point cloud manipulation. “The 3D Systems Geomagic software provides a complete solution for processing and inspecting scan data and converting it to a solid model,” he says. “We use them for every reverse engineering project we do, which often requires geometric reconciliations, finite element analyses of structure and flow, and model-to-scan comparisons reported to our engineering customers.”
“The 3D Systems Geomagic software provides a complete solution for processing and inspecting scan data and converting it to a solid model. We use them for every reverse engineering project we do.”
—Chris George, Master CAD Model Team Leader for Advanced System Design, Cummins
Designing
Due to the significant corrosion of the original part, Cummins could not use the model created from the scanned data as the basis for 3D printing. Instead, Cummins engineers imported the nonparametric model into PTC Creo® 3D CAD software to act as a template for creating a parametric model. In light of the physical damage to the scanned pump, the Cummins team had to make informed decisions as they 3D modeled the replacement to achieve a functional final model.
3D Printing
They then sent this file to the team at 3rd Dimension, who cleaned it up, analyzed it for optimal print orientation, and assigned supports for stable printing. 3rd Dimension engineers further sliced and hatched the part to define the movement of the laser during the build.
Although the original water pump housing had been made of magnesium to help reduce weight, magnesium’s susceptibility to corrosion following extended water and coolant exposure was a large factor in the problem Cummins was trying to solve. Therefore, 3rd Dimension manufactured the final 3D-printed part using LaserForm 316-L stainless steel material on a ProX DMP 320 metal 3D printer.
“The larger build volume of the ProX DMP 320 enabled us to have some additional options with part orientation, which helped us optimize supports, and the print speed allowed us to get the print done in the time we had,” said Bob Markley, president of 3rd Dimension. “The ProX DMP 320 also does not use a binder to join the material, which means the output is a pure alloy that performs like real metal—because it is real metal. This is a benefit to final part performance given the operational environment.”
Only three days after receiving the 3D file of the water pump geometry, 3rd Dimension sent Cummins the completed pump housing.
Making Racing History Again
The housing mated perfectly with the other pump components and provided like-new performance for over six Goodwood Hillclimb runs. Just as it had at Indy, #28 thrilled the fans at Goodwood and was featured in “The 10 Best Things We Saw at the 2017 Goodwood Festival of Speed” by Car and Driver magazine.
In addition, as it did for the Cummins 50th anniversary in 1969, the #28 had a featured role in celebrating the Cummins 100th anniversary by running a parade lap around the track prior to the start of the 2019 Indy 500 race.
Product: Artec Leo, Geomagic Design X Industry: Industrial Machinery and Heavy Equipment
At first, the task sounds straightforward enough: To replace a pipe. Add to that the fact that said pipe is 15 meters high, in an offshore vessel and surrounded by other pipes and equipment in a room 18 meters high and 10 meters long and three meters wide, and the complexity of the task starts to show.
The challenge facing Singapore’s Asian Sealand Offshore and Marine (ASOM) who had been tasked with this responsibility onboard the vessel, was how to execute the repair in such a confined and congested space. The nature of the room meant that there would be limited access, and a risk of causing damage to other vital equipment. The procedure needed to be fail-safe.
To get this complex task started, ASOM and Artec 3D’s Gold Certified Partner Shonan Design combined their engineering expertise and technology to resolve this critical problem. Another factor to consider was that all scanning needed to take place entirely on-site. (Spoiler Alert: The handheld Artec Leo’s on-screen real-time display would soon come in very handy.)
“The first step was using Artec Ray, a long-range LiDAR scanner, to capture the geometry of the room and an adjacent room to determine the space and sequencing of the removal and the replacement maneuver,” says Shonan Design’s Chief Application Engineer Lee Siow Hoe.
Able to scan from distances up to 110 meters away, Artec Ray is the fastest and most accurate 3D scanner. It is designed for submillimeter distance precision, which makes it perfect for large objects and long distances. Ray’s laser technology works excellently with ship propellers, airplanes, and buildings. With best-in-class angular accuracy, the data Ray captures is cleaner than other scanners, and its noise levels are kept to a minimum. Besides quick scans, this also makes processing faster and easier.
Artec Ray was set up in nine different locations on the few available flat surfaces around the room, such as staircase landings. For the Ray scan, the tight spaces in the room prevented placement of enough manual targets. To make targets effective, visibility is key and acute angles are discouraged – this was no problem for Ray, which is able to scan and align without targets.
“No checkerboard or sphere targets were used for the Ray scans registration,” Lee explains. “A one-click registration in Artec Studio 14 was enough to auto-align all the Ray scans, based on surface geometries within each scan. This simplified the job greatly.”
The restricted space provided a challenge in the creation of a complete 3D map, but the work was only just beginning. On top of the full Ray scan, a high-quality 3D scan from Artec Leo was needed. The Leo scan would also be able to ‘zoom in’ and capture the details necessary for fabricating the replacement pipe, and to scan any obstructed areas.
Because the pipe is vertical, and given the layout of the room, there weren’t many places to stand with handheld scanners. Instead, two brave team members qualified in rope access techniques were trained in scanning and safety, harnessed with lengths of rope, and were soon rappelling down the vertical pipe spool – rope in one hand, Leo in the other.
If this sounds like a job for seasoned scanners with years of experience, think again: The two rapellers were recently trained in using Artec Leo. The training proved to be straightforward, a tribute to the user-friendly design of the Leo.
“Leo scanners are fast, and with automated alignment, it was easy to resume scanning from where we left off,” a member of the ASOM scanning team said.
If ever there were tasks made for Artec Leo, this would be among them: With onboard automatic processing, the men scanning were able to see the scans being created in real time even without a computer present. Leo’s touchscreen panel also allows the user to zoom in and see if everything has been properly captured – and if it hadn’t, to revisit any areas that the user might have missed. This feature proves especially useful for first-time users in an unfamiliar setting.
The practical training given to the ASOM employees involved practicing on whatever they could adopt as suitable targets – the staircase and common pipe areas, for example. “Familiarity with the equipment was crucial for the job to be successful given the challenges posed”, says ASOM Director Simon Ng.
With a highly accurate scan of the entire room provided by Artec Ray and a focused, detailed scan of the pipe available via Artec Leo, the team had everything they needed. Superimposing data from the Leo scan on the Ray scan, a final global registration ensured that the Leo data fit perfectly with the Ray data.
“The Leo raw data was aligned and processed using the Ray pipe scan as a backbone, so that the entire 15 meter length of the Leo scan had minimum accumulation of error,” Lee says.
With the 15-meter pipe scan processed, the next step was to translate the digital 3D scan data into an accurate 2D isometric drawing to fabricate a replacement.
This was achieved using the Pipe Wizard feature in Geomagic Design X, and some modifications to the original design to facilitate installation were made and incorporated into the 2D drawing.
The scanning project was completed in two days with an onboard team of four people during which the FPSO continued to operate.
“The combination of the handheld Artec Leo and the standalone unit Artec Ray made a very big difference. We managed to capture all the necessary details this way,” says Ng.
“From the detailed planning and execution, I believe we managed to get fantastic results from the scanning and modeling,” Lee adds.
Product: Geomagic Design X Industry: Industrial Machinery and Heavy Equipment
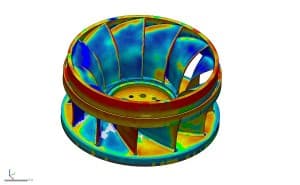
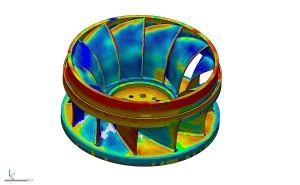
When small business owner Matthew Percival of 3D Rev Eng was contracted by Dependable Industries, a pattern and tooling shop in Vancouver, British Columbia, to assist in the reverse engineering of a power generation Francis Runner casting, the full power of Geomagic Design X was put to the test.
Percival had a very finite, one-day window of time to 3D scan the part. There was no drawing to confirm against, so he had to be able to work quickly and accurately. The working runner that was being reversed engineered was on its last repair cycle and needed to have a replacement casting ready in one year. The scan data was acquired in about four hours using a hand held scanner.
The deep narrow pockets of the hydraulic passages limited the scanner’s range and made complete data acquisition impossible. With about 85% of the part scanned, Percival knew he had enough to make a complete CAD model using the software from 3D Systems.
CAD model using the software from 3D Systems.
“For me, Design X is the obvious software choice. The ability to generate solid models directly on the scan data is priceless.”
-Matthew Percival of 3D Rev Eng
Using the data live on site, Percival was able to create sketches and smooth lofted surfaces between the two sides of the acquired data and conform it to the casting using hands on methods in Geomagic Design X. Doing this revealed a number of interesting details to the customer:
The center axis of the impeller was no longer square to the
vanes which results in an unbalanced and inefficient part
The cast surfaces were badly worn and out of typical tolerance
The volume of each cavity was inconsistent
Design X easily overcame these issues. Percival was able to generate sketches on the blade, as well as an accurate smooth surface that he could revolve around the extracted revolution axis. The surface was then trimmed to match the profile and revolved to obtain the proper count of blades. Comparing this data live with color deviation maps to the scan data, Percival was able to ensure that accuracy was within the client’s requirements.
The problem of the part not being on the center axis was easily fixed, since Design X allowed Percival to redesign with design intent. He was able to model the part by extracting the profile, generating a sketch and adjusting the revolution axis to the proper design intent. Lastly, he merged the model and extracted the radii from the scan data, applying it to every blade. Once the model was complete in Design X, he used the software’s LiveTransfer technology to send the entire feature-based solid model into Solidworks and saved it as a native sldprt file for the client.
Cost savings in decreased downtime of hydro power generation plant
$ 20,000 per day *
Average cost to traditionally reverse engineer a runner
$ 3,800 and 4 days
3D Rev Eng cost
$ 2,500 and 2 days
Cost to manually produce foundry tooling from traditional reverse engineering data
$ 35,000 and 5 weeks
Cost to CNC cut foundry tooling from CAD data made in Geomagic Design X
$22,000 and 3 weeks
Cost savings in finish machining and balancing of a casting made from CNC tooling
$ 3,500
Cost savings and power generation efficiency resulting from highly-accurate hydraulic passages and balancing
UNLIMITED
Conclusion
The successful completion of the Francis Runner project has opened the door for other impeller projects for Percival and 3D Rev Eng. These projects include aquaculture impellers, mining impeller blades and Pelton wheels. Geomagic Design X allows Percival to quickly use complex shapes and surfaces to produce models within hours, which would otherwise have taken weeks.
Product: Geomagic Design X Industry: Industrial Machinery and Heavy Equipment
When small business owner Matthew Percival of 3D Rev Eng was contracted by Dependable Industries, a pattern and tooling shop in Vancouver, British Columbia, to assist in the reverse engineering of a power generation Francis Runner casting, the full power of Geomagic Design X was put to the test.
Percival had a very finite, one-day window of time to 3D scan the part. There was no drawing to confirm against, so he had to be able to work quickly and accurately. The working runner that was being reversed engineered was on its last repair cycle and needed to have a replacement casting ready in one year. The scan data was acquired in about four hours using a hand held scanner.
The deep narrow pockets of the hydraulic passages limited the scanner’s range and made complete data acquisition impossible. With about 85% of the part scanned, Percival knew he had enough to make a complete CAD model using the software from 3D Systems.
CAD model using the software from 3D Systems.
“For me, Design X is the obvious software choice. The ability to generate solid models directly on the scan data is priceless.”
Matthew Percival of 3D Rev Eng
Using the data live on site, Percival was able to create sketches and smooth lofted surfaces between the two sides of the acquired data and conform it to the casting using hands on methods in Geomagic Design X. Doing this revealed a number of interesting details to the customer:
The center axis of the impeller was no longer square to the
vanes which results in an unbalanced and inefficient part
The cast surfaces were badly worn and out of typical tolerance
The volume of each cavity was inconsistent
Design X easily overcame these issues. Percival was able to generate sketches on the blade, as well as an accurate smooth surface that he could revolve around the extracted revolution axis. The surface was then trimmed to match the profile and revolved to obtain the proper count of blades. Comparing this data live with color deviation maps to the scan data, Percival was able to ensure that accuracy was within the client’s requirements.
The problem of the part not being on the center axis was easily fixed, since Design X allowed Percival to redesign with design intent. He was able to model the part by extracting the profile, generating a sketch and adjusting the revolution axis to the proper design intent. Lastly, he merged the model and extracted the radii from the scan data, applying it to every blade. Once the model was complete in Design X, he used the software’s LiveTransfer technology to send the entire feature-based solid model into Solidworks and saved it as a native sldprt file for the client.
Cost savings in decreased downtime of hydro power generation plant
$ 20,000 per day *
Average cost to traditionally reverse engineer a runner
$ 3,800 and 4 days
3D Rev Eng cost
$ 2,500 and 2 days
Cost to manually produce foundry tooling from traditional reverse engineering data
$ 35,000 and 5 weeks
Cost to CNC cut foundry tooling from CAD data made in Geomagic Design X
$22,000 and 3 weeks
Cost savings in finish machining and balancing of a casting made from CNC tooling
$ 3,500
Cost savings and power generation efficiency resulting from highly-accurate hydraulic passages and balancing
UNLIMITED
Conclusion
The successful completion of the Francis Runner project has opened the door for other impeller projects for Percival and 3D Rev Eng. These projects include aquaculture impellers, mining impeller blades and Pelton wheels. Geomagic Design X allows Percival to quickly use complex shapes and surfaces to produce models within hours, which would otherwise have taken weeks.
Product: 3DArtec Eva, Artec Studio, Geomagic Design X Industry: Automotriz y Transporte
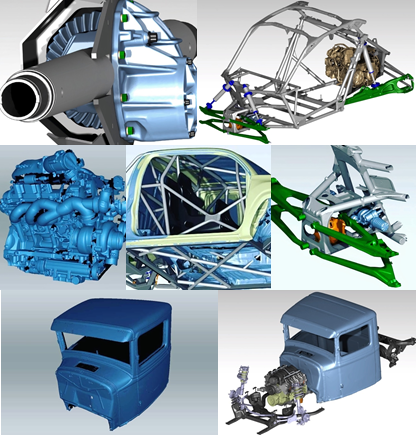
Of the hundreds of high-performance chassis that Jason Heard and his partner Jack Fisher have created over the years, not a single one has failed. When running outdoors or around a track at breakneck speeds, apart from a serious accident, most of what can happen does not endanger the driver’s life. Whether it’s a busted engine, an electrical system failure or a transmission break, these facts are rarely fatal. A chassis failure, on the other hand, is almost certain to be lethal. That’s what makes today’s high-performance chassis designs so demanding. If the design is too light, resistance and safety are at stake. But if more materials are used, or harder, in excess, performance will resent it. Chassis design specialists at Tekk Consulting Inc in Southern California try to achieve maximum strength-to-weight ratio on every custom chassis they build.
Their impeccable reputation in the industry allows them to book customers months in advance and a steady flow of private client projects, some very important, including large OEMs. But it wasn’t always like that. In 2018, with more than a decade of chassis design to its credit, Tekk Consulting Inc. had reached a point where, although the technical aspects of its work were perfect, they were constantly in a race against time to complete their projects while maintaining the high standards for which they are known.
At the time it was not possible to increase the number of customers, and that meant not being able to assume the volume of projects needed to take the lead in the crazy chassis design industry. So Jason and Jack completely analyzed their workflow. They started by looking for ways to do it faster and more effectively, without sacrificing quality in the slightest. One of the first things they focused on was how they were measuring the bodies, parts and components of cars. The traditional method of using gauges, tape metrics, and rules was how they ensured that dimensions were accurate. But it was a terribly slow process, which required hours and even days for each project. They began reading about car customizers and stores that use 3D scanning to replace manual measurement methods. I saved them hours on every project, they read. They soon found their site on artec’s 3D website. Artec Eva caught his eye. A lightweight handheld 3D scanner, Eva captures millions of points every second, in minutes creating high-precision 3D models of auto parts and many other types of objects. So they called their local Artec dealer to arrange an on-site demonstration.
As Heard says, “That’s how it was. In the first 15 minutes of the demonstration, we learned that we had found our answer. So we bought it at the time. I didn’t need any training, it’s that easy to use. We didn’t even read the manual. We just bought it and then spent the rest of the afternoon scanning around the store. At the end of the day, we had our workflow underway.”
Since then, Tekk Consulting Inc has used its Artec Eva every day, in hundreds of projects including Brad Deberti’s @ThePerformanceTruck, jobs for the top 10 automakers, as well as all kinds of classics, muscle cars, multiple SEMA projects, and much more. Heard explained: “If you ask someone who works in this business, they’ll tell you this: your reputation is your life. Regardless of the reason, you don’t have to take shortcuts, because safety is everything, and never ever bite more than you might want. That means you don’t have to take shortcuts, because safety is everything, and never ever bite more than you can chew.” He continues, “Our Artec Eva gives us the power to do more and better than ever before. Without sacrificing accuracy or safety. In fact, we can now digitally capture any body structure or partial geometry presented to us, no matter how complex. Fast and accurate.”
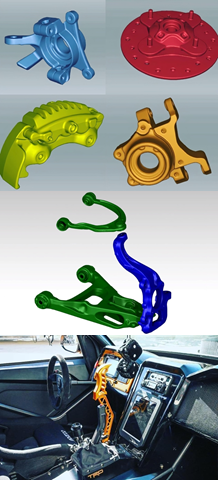
I heard you described your scanning workflow with Eva: “For the parts and components, I built a small turntable on which I scanned the parts. If they are bright, I use some baby talcum powder or an aerosol diffuser. That adds something like 1/5000 inch to the surface lining, so it doesn’t affect the scan quality at all.” He continued: “Then I scan the piece, two passes on one side, two passes on the other, just to make sure I have it all. Then for the parts of the component machinery, to get the exact space between the bolt holes, and the holes themselves, for example, only draw them in Geomagic Design X after measuring them with a micrometer. That’s super easy and fast.” “When we’re scanning bodies and cabs,” Heard says, “we usually scan geometry broadly first. Then more slowly we’re going to scan parts of here or there. Then we align them with the scan of the first pass. After this we process the scans in Artec Studio.”
He explained his process in the Artec Studio software: “I use the Eraser tool, which allows me to easily erase everything I don’t want. The base of the turntable, any accessories, etc. Depending on how long I have, sometimes I do a self-alignment, or do it manually, and then after everything is aligned, I make a Global Record, etc.” “But in large cabins and structures, I don’t do Global Registration, I just limit myself to Sharp Fusion, because it works perfect to keep everything together and compact. After that, the scans are exported to Design X/SOLIDWORKS 2020, where they begin designing the chassis.
Eva made it possible for Tekk Consulting Inc. to maximize the space inside the truck (@ThePerformanceTruck), “where the chassis tubes are perfectly positioned against the truck deck,” which also means having extra space inside the cab, so that the head is far enough away from the chassis itself. As a safety factor, in Heard’s words, “It’s a pass.”
In the event that the car or truck is overturned, there should always be sufficient distance between the chassis and the head. With Eva, they’ve been able to maximize this. “And that for us is an incredible plus. It is the direct result of having a perfect scan of the car or truck body, which allows us to design a chassis that fits like a glove.”
Every car customizer that has ever needed CAD files from an OEM knows of the frustration, even from time to time, of waiting and waiting for them to arrive. When project deadlines approach and customers despair, that’s when patience runs out. As Heard says, “If we had to wait for CAD files before we get to work, there would be no way we could meet the tight deadlines we have, by any means. Now we don’t have to wait. We scan it ourselves, whether it’s a Porsche or a Toyota or a batch of parts, whatever.”
“And when we compare our scans with Eva with the CAD files that finally appear… wow! You wouldn’t believe how similar they are. At first we were surprised, but after hundreds of projects, we got used to it. Now we don’t even wait for CAD files. We just scan and get to work. That alone has saved us days of waiting.”
When it comes to working with classic cars, rarely, if ever, are such CAD files. That’s when 3D scanning becomes a decisive factor in the project. Heard explained: “With Eva, I can scan entire parts or chassis of classic cars.” He continued, talking about the possibilities, “I can transform it however I want into Geomagic, print it in 3D or mill it with CNC, or sell it online to companies around the world that do this kind of work. Stores with few workers who are manufacturers or builders and produce between 10 and 20 cars a year, thus operating 90% of the sector.” As for manufacturing tolerances as part of the process, these are also noticeable when scanning 3D cabs and bodies directly from the assembly line. According to Heard, “CAD files from OEMs are known to not take into account manufacturing tolerances.” He explains, “If you work with an American car, you could have a 1/4 deviation,” and that would be acceptable. In a really expensive foreign car, for example, it will be maybe 1/8″. Our scans with Eva are much more accurate than that. So when we look at the differences between 3D scans and CAD files, we consider those tolerances.”
Much more can be scanned in a day than can be measured by hand, Heard said: “For example, yesterday morning I scanned the front suspension of a new Raptor, 360 degrees, everything. Then I scanned five different race seats, added to the frame geometry, and now the scans can be taken to any CAD file when we are designing the chassis, so these seats will be perfectly mounted.”
Tekk Consulting Inc. has enthusiastically adopted 3D scanning with Eva that they have started selling their scans online through their digital market in DIYoffroad.com. Over the years they have been contacted by hundreds of car customizers and chassis designers in many countries around the world. And the market just makes it grow. Heard has been recommending Artec Eva to everyone in the sector. In his words, “I totally agree to share what we do here. Including details about the amazing technology we’ve been using. Thanks to our Eva, we are where we are today, with a lot of backlog and the ability to choose our projects.” Jason Heard imagines a future in which, “Every car workshop and designer will have their own 3D scanner and printer. The market is already moving in this direction. Specialists around the world will create digital content, for use in their stores, or to sell online to other customers.”
He also tells us: “An example: an Italian takes his Eva and scans a new Ferrari, or a classic one, with the parts he wants, fenders, bumpers, etc., and hours later he put it all together in a pack, or customizes it and turns it into a wide body kit.”
Another aspect of Tekk Consulting Inc.’s high-performance design work is Finite Element Analysis (FEA) on scanned components, usually through thin layer approximation. This involves capturing the precise dimensions of the parts and then analyzing their mechanical strength and stiffness, or how much they can bend and what that deviation looks like in the CAD. This process allows them to redesign a component to solve a point of failure, while ensuring that the component works the same or better than before.
In the past that required hand-measuring these components, which often took hours, including double checking and re-measuring. But now with their Eva in hand, they’re accurately capturing those pieces in minutes. From the control axes to the swivel joints, the anti-roll bars to the entire suspensions. There is no need to re-measure or recalculate.
Heard explained why that’s so crucial, “No matter how surprising your FEA is, if the data coming in is faulty, even for a fraction of a millimeter it can be a disaster. There is no way to improve those systems if they already come with measurement errors.” “Our Eve has been a big change for us. Now I’m going to take a lot of pieces and scan them before lunch. By the end of the day, we’ll have done all the tests and everything will be ready to create the final design.” To sum up the effect Eva has had on her work, Heard adds, “When you build race cars and there was a phase that used to take you 14 to 16 hours, and now it only takes you 2 to 3 hours, it’s a huge difference, not to mention the precision and safety that Artec Eva offers us.”