Producto: Control X, Artec 3D Space Spider
Industria: Fundición
A medida que evolucionan las nuevas tecnologías de producción, surgen nuevos desafíos técnicos para fabricar la mejor pieza posible. A menudo, un fabricante por contrato tiene que ajustar significativamente el nuevo proceso la primera vez que intenta la producción para comprender elementos como la contracción, el acabado de la superficie y la repetibilidad. La fabricación aditiva (FA) no es una excepción y, sin embargo, las herramientas para rastrear estos elementos para esta metodología de producción se han quedado atrás. Eso ahora está cambiando.
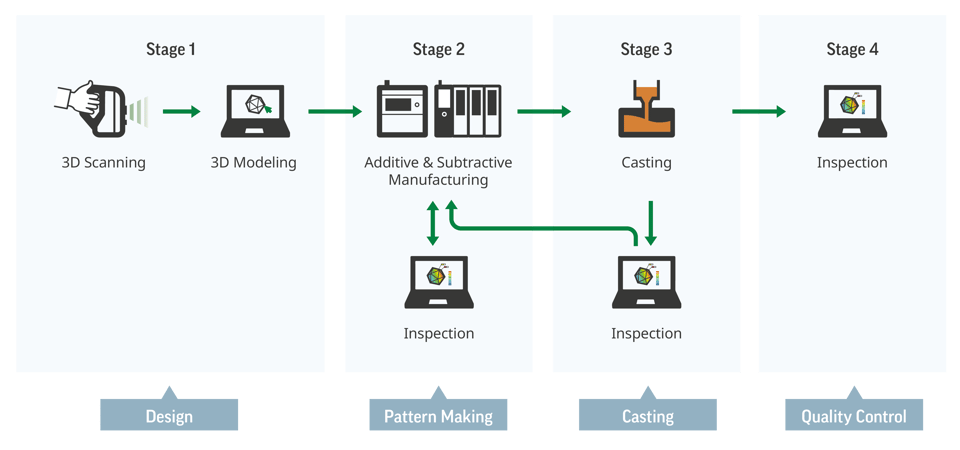
La mayoría de los productos manufacturados siguen un proceso común a lo largo de su ciclo de vida hasta la producción. Diseñar, fabricar, inspeccionar es una forma generalizada de considerar el proceso, las etapas y las responsabilidades, cada una de las cuales es clave para producir piezas de alta calidad. Según la complejidad y la naturaleza de la pieza que se fabrica, el flujo de trabajo real puede tener muchos bucles de ajuste y retroalimentación.

El siguiente ejemplo de flujo de trabajo demuestra cómo el escáner 3D Space Spider de Artec y el software Geomagic Control X juntos proporcionaron una captura y análisis total de formas en patrones de fundición de cera impresos en 3D y piezas fundidas en todas las etapas del proceso de diseño, prueba y fabricación.
El Artec 3D Space Spider es un escáner 3D portátil de ultra alta resolución que se destaca en la captura precisa de objetos pequeños y detalles complejos para la inspección dimensional.
Con la operación plug-and-play, Space Spider escanea objetos fácilmente, sin una preparación complicada y una amplia capacitación del usuario, lo que permite a los clientes digitalizar piezas en cualquier lugar. Los algoritmos sin objetivos patentados de Artec 3D permiten que el escáner rastree el objeto solo por su forma y color, sin necesidad de aplicar objetivos al objeto.
Geomagic Control X de 3D Systems es un software de metrología industrial que permite el análisis de causa raíz (RCA) y la corrección para la fabricación. Como software nativo de escaneo 3D, Geomagic Control X es una solución ideal para metrología con dispositivos de medición portátiles. Con Geomagic Control X, más personas en su organización pueden medir más rápido, con mayor frecuencia y de manera más completa, desde cualquier lugar.
La solución total proporciona una visión única de la producción exitosa en un proceso de fabricación complejo. ¿El resultado? Calidad, precisión y repetibilidad generales de la pieza final muy mejoradas.
Diseño
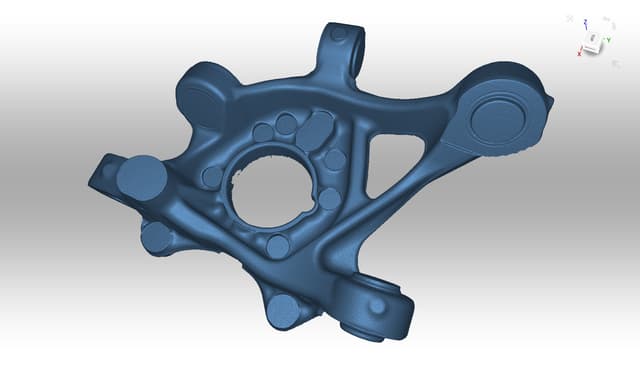
Para este ejemplo de flujo de trabajo, replicamos un proyecto real de un cliente, pero generalizamos los detalles. En este caso, el cliente estaba desarrollando un vehículo ligero especializado de conducción autónoma. Para acelerar el tiempo de comercialización, seleccionaron y combinaron una variedad de componentes y sistemas de vehículos que se encuentran actualmente en el mercado para completar un prototipo funcional. En este proceso, encontraron que un muñón de dirección específico (uno por cada uno) era valioso para el proyecto y necesitaban digitalizar y capturar el diseño para poder modificarlo y fabricarlo en un material liviano.
Para comenzar a trabajar, escanearon en 3D y realizaron ingeniería inversa de la fundición original. Utilizaron el escáner 3D Space Spider de Artec para una digitalización rápida y luego modelaron la pieza de manera rápida y precisa en Geomagic Design X con un enfoque único de modelado híbrido. Por lo general, los clientes seguirán un método de modelado según construcción (muy preciso) o según la intención del diseño (basado en dimensiones). Un enfoque de modelado híbrido consiste en combinar ambos conceptos para ofrecer un resultado de modelo sólido CAD que tiene tanto características dimensionadas como superficies NURB de alta precisión. Con esta estrategia, completaron el modelo en menos de 1,5 horas y lo transfirieron en vivo a SOLIDWORKS como CAD basado en funciones.




Haciendo patrones
AM se ha utilizado en aplicaciones aeroespaciales y automotrices para producir patrones de fundición de sacrificio durante décadas. Con los avances recientes en la impresión 3D, los patrones de grado industrial se pueden imprimir en cera o polímero a un costo significativamente menor, lo que funciona a la perfección en el proceso de fundición de inversión. 3D Systems está experimentando una adopción más distribuida de creación de patrones aditivos sin herramientas y seguirá creciendo a medida que la tecnología se vuelva más accesible, rápida y precisa.
Para cualquier proceso aditivo que involucre energía térmica en la deposición del material o el procesamiento posterior, puede ocurrir cierta cantidad de deformación y sedimentación de la pieza. Las partes que tienen una masa significativa o un área de sección transversal significativa retendrán el calor por más tiempo que las partes más pequeñas o más delgadas.
Basándose en este conocimiento, 3D Systems probó dos métodos de impresión con el objetivo de tener el costo más bajo posible de productos impresos y el más alto nivel de estabilidad dimensional: un método de impresión de cera completamente sólido, así como un relleno de cera delgado y escaso. método. Ambos se prepararon con el software de cliente de compilación 3D Sprint y se imprimieron en la impresora 3D ProJet MJP 2500 IC que produce patrones de fundición de cera. A partir de nuestra experiencia previa, descubrimos que una carcasa de 2 mm con una relación de relleno escaso del 50 % produce piezas estables y de alta calidad cuando se imprimen piezas relativamente grandes.
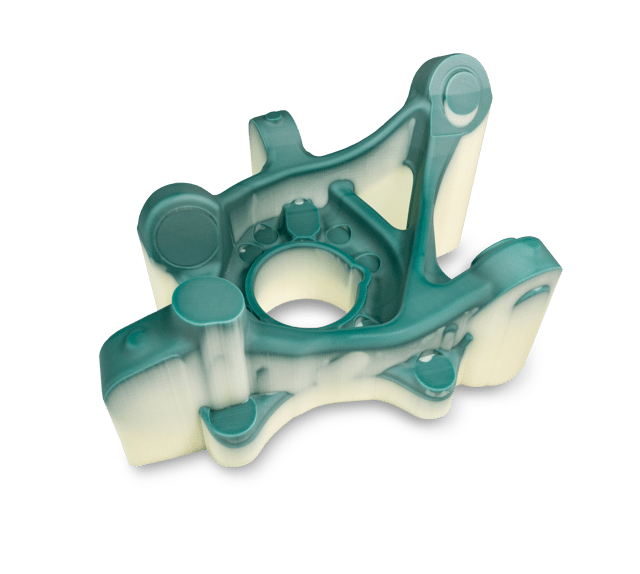
Después del procesamiento posterior y el tiempo de enfriamiento, usamos el mismo escáner 3D Space Spider de Artec para escanear los dos patrones con relativa facilidad. La forma única de las piezas, el color de la cera verde y el ligero efecto opaco y blanqueador del proceso posterior permitieron a nuestro técnico de escaneo capturar los modelos sin problemas usando el seguimiento de Geometría + Textura.
Usando Geomagic Control X, importamos el archivo de construcción 3D Sprint directamente e inspeccionamos cada parte en su orientación de impresión exacta para la rutina de inspección. Sabiendo que estaríamos escaneando la parte en cuestión de manera iterativa para mejorar el proceso, pudimos configurar un proyecto de inspección detallado y duplicarlo varias veces mientras mantenemos el historial completo de desarrollo del proceso en un solo archivo de Geomagic Control X. Después de completar los escaneos, simplemente colocamos cada nuevo archivo STL en el proyecto Geomagic Control X y el proceso de evaluación se hizo cargo automáticamente, lo que resultó en informes repetibles de alta calidad.
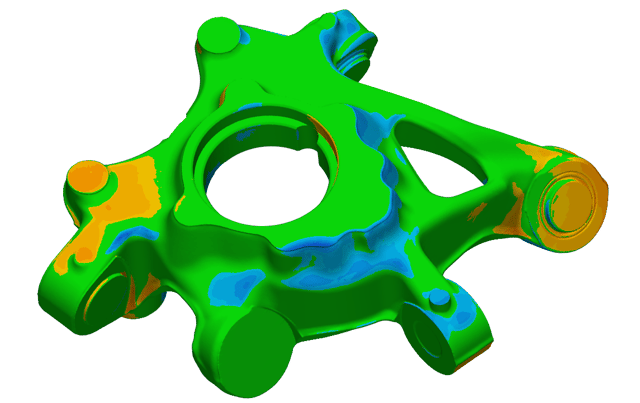
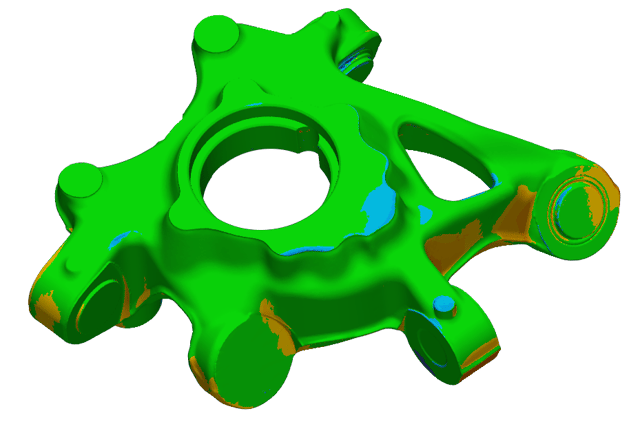
Descubrimos que, en general, todas las áreas con desfases de mecanizado estaban dentro de la tolerancia de fundición, pero las áreas de forma más libre presentaban tendencias fuera de una banda de tolerancia estrecha. Creemos que esto correlacionó adecuadamente con nuestras suposiciones de que las grandes áreas transversales retienen el calor y potencialmente cambian de forma cuando se enfrían.
Nuestro análisis integral para esta etapa nos ayudó a sacar algunas conclusiones de que la impresión 3D con el patrón de cera no solo era más rentable, sino también más compatible con las dimensiones después del procesamiento posterior.
- El uso de material se redujo en aproximadamente un 35%.
- El costo del material se redujo en aproximadamente un 27%.
- El cumplimiento general de las tolerancias se incrementó en aproximadamente un 10 % (usando la comparación 3D).
- La parte sólida no superó el umbral de tolerancia.
- La parte de relleno superó el umbral de tolerancia.
- La estabilidad dimensional a largo plazo a temperatura ambiente mejoró con respecto a la parte sólida.